
Как согнуть профильную трубу в домашних условиях
![]()
Разберемся, как согнуть квадратную трубу в домашних условиях. Трубам с прямоугольным сечением можно придать нужную форму методом разрезов.
Болгаркой делается несколько пропилов до противоположной стороны изделия, затем происходит сгибание (для этого один конец фиксируется), а затем пропилы завариваются.
Горячий метод. Внутрь вставить по одной пучок тонкой проволоки. После чего концы трубы закрепить, а нужное место раскалить паяльной лампой или другим способом. Теперь с изделием можно работать.
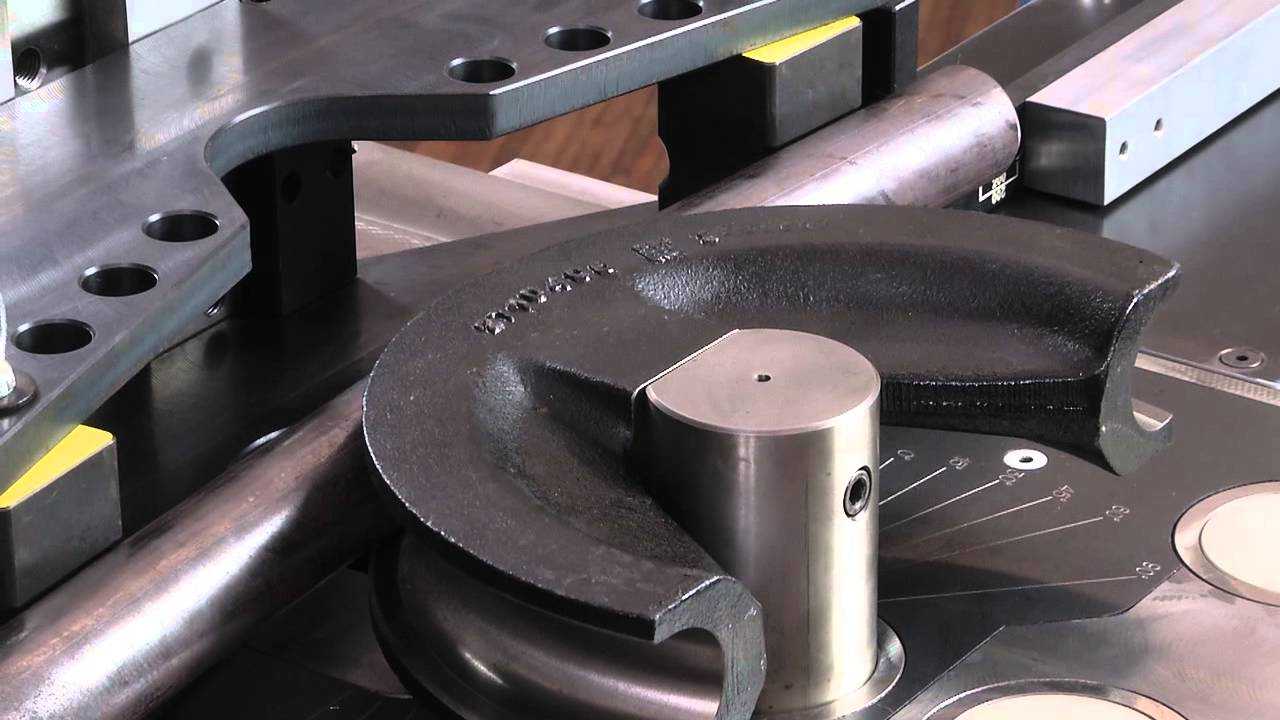
Но специфика квадратного сечения в том, что оно до последнего сопротивляется, а потом резко сгибается острым углом в одном месте. Плавный изгиб получить крайне трудно. Поэтому обязательно нужно изготовить специальный шаблон (болванку) и гнуть по нему.
При гнутье профильных изделий, нагревать нужно только внешнюю сторону, чтобы она растягивалась. В противном случае, с внутренней стороны образуются складки, которые сильно сузят просвет. По тем же соображениям применяется трубогиб сегментного типа.
Методы гибки труб без заводских приспособлений
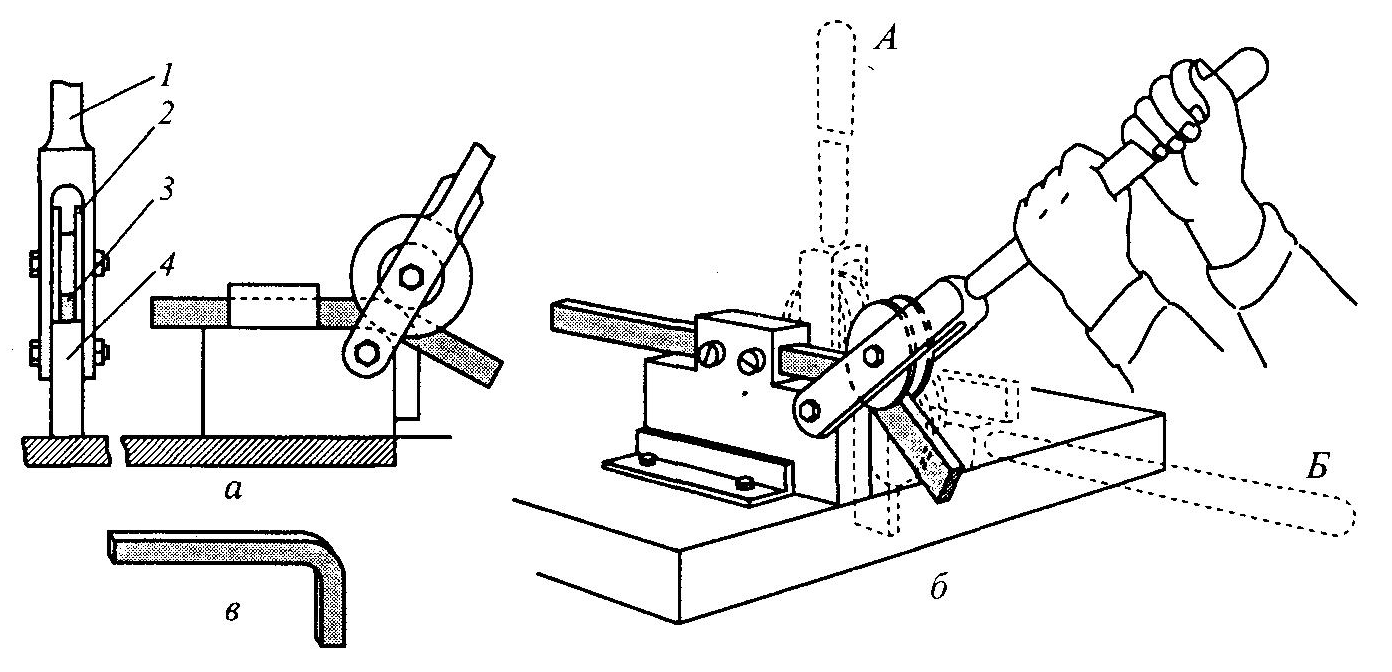
В бытовых условиях нередко возникает необходимость в изгибании трубных заготовок при проведении строительных работ или монтаже газовых трубопроводов. При этом экономически нецелесообразно тратить финансовые средства на приобретение заводских трубогибов для разовых операций, многие применяют для этих целей простые самодельные приспособления.
Стальные трубы
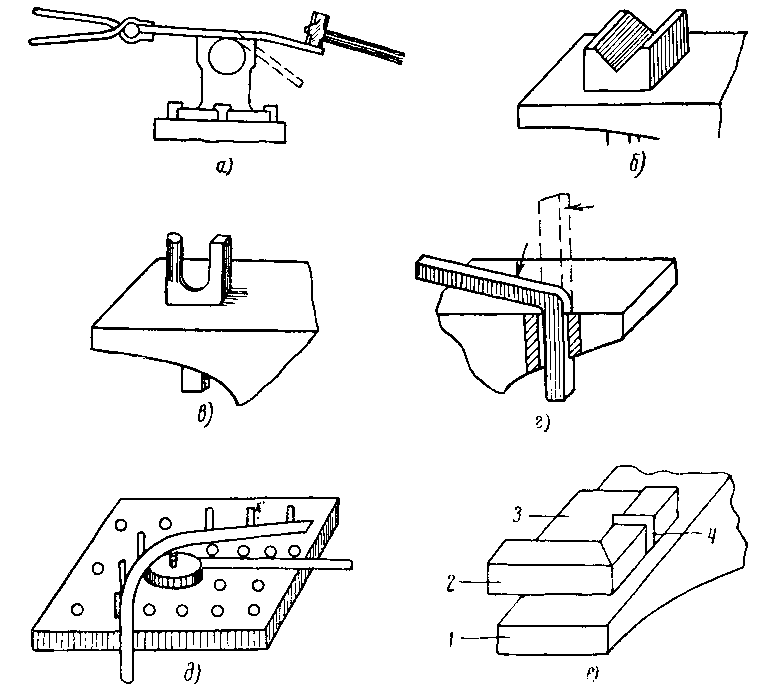
Сталь относится к довольно жестким и прочным материалам, с большим трудом поддающимся деформации, основным методом изменения ее конфигурации является сгиб в нагретом состоянии с наполнителем при одновременном физическом воздействии. Для труб из тонкостенной нержавейки для получения длинного участка с небольшим радиусом изгиба применяют следующую технологию:
- Устанавливают заготовку вертикально, закрывают ее с одного конца пробкой и внутрь засыпают очень мелкий сухой песок, после полного заполнения вставляют пробку с другой стороны.
- Находят трубу или низкий вертикальный столб нужного диаметра и жестко закрепляют трубный конец на его поверхности.
- Оборачивают деталь вокруг трубной оси, поворачивая шаблон или обходя его вокруг.
- После навивки освобождают конец и извлекают изогнутую деталь из шаблона, снимают пробки и высыпают песок.
Рис. 11 Как получают нужный радиус изгиба медной трубы
Медные трубы
Медь относится к более мягким материалам, чем сталь, ее также удобно гнуть при нагревании или с помощью засыпанного внутрь песка. Можно также использовать для изгибания бытовой заменитель дорна – стальную пружину с плотными толстыми витками и сечением чуть меньше обрабатываемой детали. При проведении работ элемент вставляется внутрь и находится в точке, где производится деформация, а после проведения необходимых операций легко извлекается наружу. Но намного проще изгибать медные трубы специальным пружинным трубогибом (данные изделия можно приобрести в торговой сети), которые эффективны на коротких трассах и работают за счет равномерного распределения прилагаемого усилия на поверхность. Пружинное устройство работает следующим образом:
- Пружина одевается поверх трубы в нужное место, после чего ее вручную изгибают вместе с трубой.
- При дальнейшем изгибании пружину перемещают и производят загиб в другой точке.
- По завершении операции пружинный сегмент легко извлекается наружу без применения подсобных средств.
Другой популярный материал – алюминий, проще изгибать с нагреванием горелкой.
Рис. 12 Как гнут трубы без станка из алюминия
Металлопластиковые трубы
Да изгибания металлопластиковых труб в бытовом хозяйстве используется внутренняя или наружная пружина (кондуктор). Технология проведения работ аналогична операциям с медной трубой, при сгибке следует соблюдать допустимые ограничения по радиусу во избежание повреждения изделия.
Пластиковые трубы
Основным элементом для изменения конфигурации пластиковых труб является строительный или бытовой фен, для облегчения работ можно использовать песок. Изделия сложной формы гнут следующим образом:
- На деревянную плиту с помощью шуруповерта вкручивают саморезы по нужной конфигурации заготовки.
- Вставляют трубный конец между двумя шурупами и производят нагрев стенки трубы феном, обеспечивая направление изделия с поворотами и гибкой по заданному маршруту.
- По окончании работ выкручивают саморезы и извлекают заготовку.
Рис. 13 Способы гибки труб из металлопластика наружным и внутренним кондуктором
Можно воспользоваться еще одной простой технологией:
- Насыпают в пластиковую трубу песок и плотно закрывают ее концы.
- Помещают изделие на некоторое время в кипящую воду и затем извлекают на поверхность.
- Придают заготовке нужную форму, фиксируя ее в нужном положении и дожидаясь охлаждения.
Рис. 14 Как сгибают пластиковые элементы
Существующие промышленные и бытовые методы получения необходимого радиуса изгиба позволяет проводить данные операции с любыми материалами различных диаметров. Для проведения работ применяют специальные приспособления ручного или электромеханического принципа действия, в которых часто используются гидравлические узлы. В бытовом хозяйстве эффективными методами гибки является применение специальных пружин и нагрев изделий газовыми горелками или бытовым феном (при изгибании пластика).
https://youtube.com/watch?v=zByRKyZAwd0
Этапы и последовательность технологии
Здесь, и в дальнейшем речь пойдет о процессах штамповки листового металла в холодном состоянии.Разработка проводится в следующей последовательности:
![]()
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
Обязательным пунктом при разработке технологического процесса считается расчет минимально допустимого угла гибки, радиуса гибки и угла пружинения. Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1
Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
Не менее важным является и определение минимального радиуса гибки, который также зависит от исходной толщины металла, расположения волокон проката и пластичности материала (см. табл. 2). В том случае, когда радиус гиба слишком мал, то наружные волокна стали могут разрываться, что нарушает целостность готового изделия. Поэтому минимальные радиусы принято отсчитывать по наибольшим деформациям крайних частей заготовки, с учетом относительного сужения ψ деформируемого материала (устанавливается по таблицам). При этом учитывают также и величину деформации заготовки. Например, при малых деформациях используют зависимость
а при больших деформациях — более точное уравнение вида
Таблица 2
![]()
Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
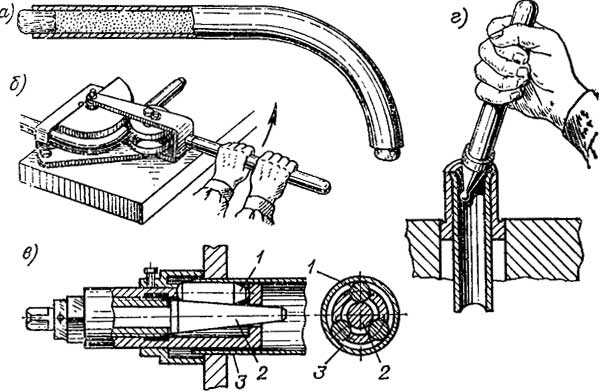

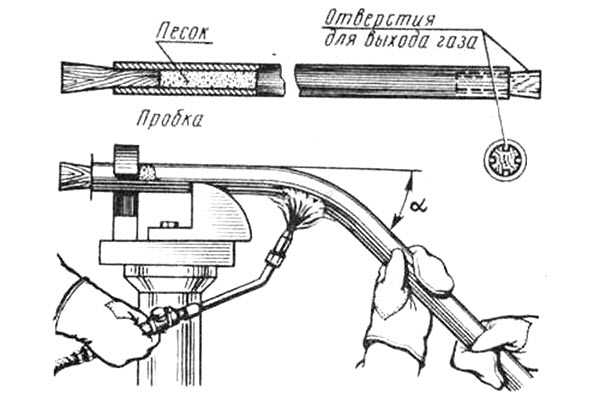
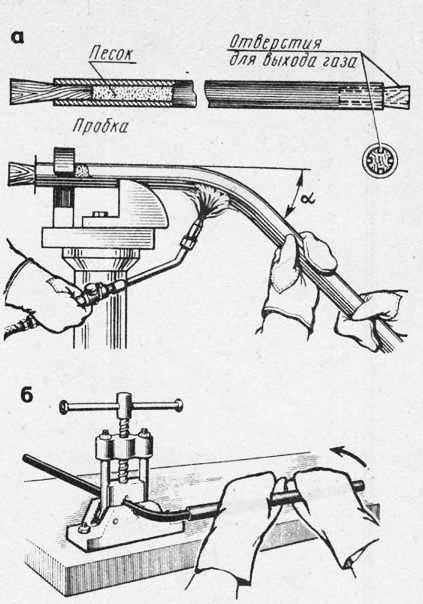

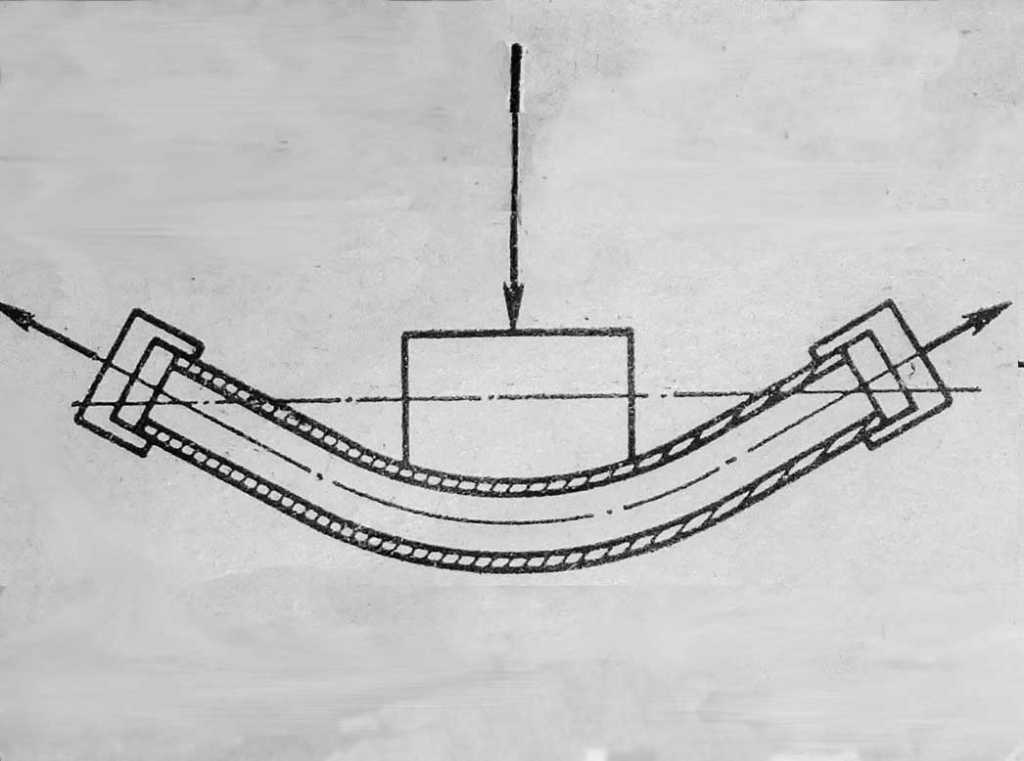
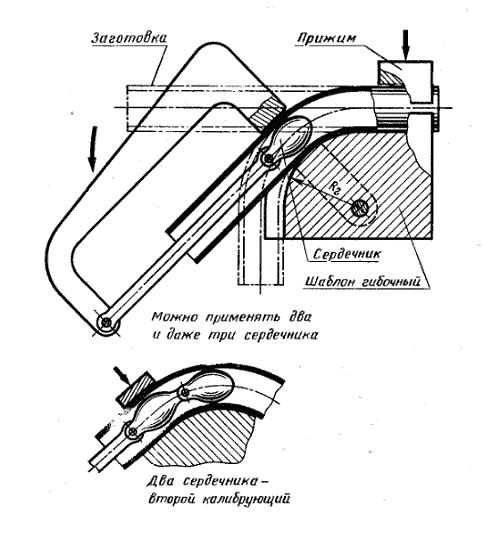

Таблица 3
![]()
Деформации при гибке
Суть явления состоит в упругом последействии материала после снятия рабочей нагрузки. В результате форма заготовки искажается (в некоторых случаях фактический угол пружинения может доходить до 12…150, что впоследствии резко сказывается на точности сопряжения гнутой детали со смежной).
Пружинение при гибке
- Компенсацией угла пружинения соответствующим изменением параметров рабочей части пуансона и матрицы. Метод эффективен, если точно известна марка металла/сплава или его прочностные характеристики, в частности, предел временного сопротивления. В особо ответственных ситуациях потребуется проведение технологических проб на загиб. Если, например, угол пружинения составляет 12, то рабочую кромку пуансона увеличивают на такой же угол.
- Изменением рабочего профиля матрицы, в результате чего гибка металлов по всей длине зоны деформирования должна постоянно происходить при контакте с активным рабочим инструментом. Для этого в матрице выполняют технологические поднутрения или выемки, если это возможно.
- Повышением пластичности металла, для чего его перед штамповкой подвергают отжигу. Для высокоуглеродистых сталей температуру отжига обычно устанавливают в пределах 570…600С, а для низкоуглеродистых 180…200С.
- Проведением гибки в горячем состоянии, когда пластические характеристики металла заведомо лучше. Правда, при этом в технологический процесс вводится дополнительная операция очистки поверхности детали, а рабочую поверхность матрицы после каждого хода пуансона необходимо очищать от частиц окалины.
Изменение первоначальной формы трубопровода сопровождается появлением дефектов, сказывающихся на последующей эксплуатации.
- Овализация – круглая или овальная труба при изгибе теряет точную форму сечения – сплющивается. Полезная площадь сечения при этом не изменяется, но распределение потоков воды происходит иначе, что в водопроводной или отопительной системе создает дополнительную нагрузку.
- Образование гофров и изломов – деформируется внутренняя часть трубопровода, что образует преграду для протекающей воды и провоцирует усиленное отложение солей.
- Утоньшение – изменяется толщина стенки, что ведет к потере механической прочности.
- Формирование упругого отпора – при этом изменяется радиус изгиба, то есть трубопровод не образует заданной конструкции.
Гибкие материалы: Станок для гибки профильной трубы: схемы самодельных трубогибов
https://youtube.com/watch?v=4HkFHnmCNFI
Основные технологии гибки труб
Гибку труб можно выполнить разными способами. Выбор того или иного метода зависит от таких факторов, как:
- диаметр трубы;
- качественные показатели прочности трубы после гибки и ее долговечность;
- материал заготовки;
- предельно допустимая деформация объекта;
- профиль;
- радиус сгиба;
- толщина стенок;
- требуемая точность гибки.
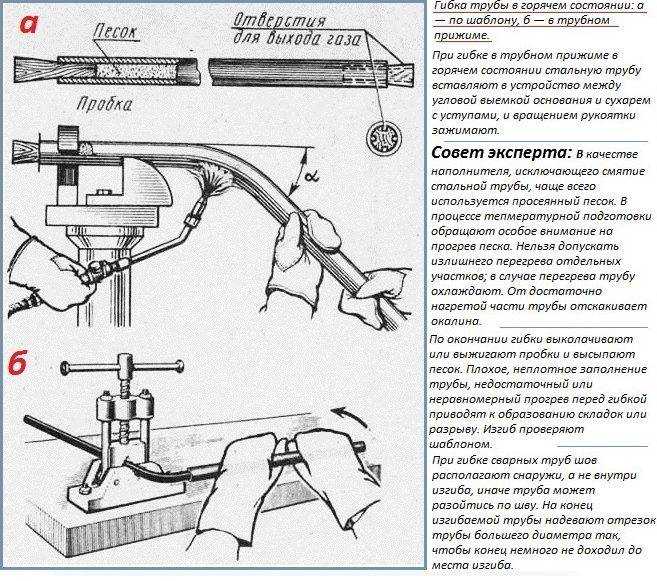
Горячая гибка труб. Этот способ гибки труб применяют в тех ситуациях, когда использование трубогибочных агрегатов, работающих с холодным материалом, невозможно. Горячий метод достаточно трудоемок. Он предполагает предварительный разогрев трубы и использование наполнителей. В качестве последнего часто выступает очищенный речной песок
Важно, чтобы в нем отсутствовали органические объекты и слишком мелкие частицы (при повышении температуры они могут спекаться и пригорать к поверхности), а также влага (из-за нагревания заготовки она может превратиться в пар и критически повысить давление в трубе).
Во время сгибания труба подвергается воздействию температуры примерно в +900 °С. Длина рабочего участка зависит от сечения и радиуса гибки
При этом необходимо исключить пережоги или повторное нагревание – это снижает качество изделия. Когда все манипуляции выполнены и труба приобретает нужную конфигурацию, из нее извлекаются заглушки, убирается песок и промывается ее внутренняя поверхность.
Холодная гибка труб. Этот способ гибки труб имеет ряд преимуществ по сравнению с предыдущим: он более технологичен, процесс занимает меньше времени, а такая производительность способствует снижению затрат на выполнение работ. Холодным методом сгибают заготовки из пластичных цветных металлов. Например, медь и алюминий имеют высокий показатель ковкости, поэтому трубы из этого материала легко поддаются деформированию и без предварительного нагрева.
Если быть откровенным, то сгибание снижает качественные показатели труб и вызывает их некоторые дефекты. Чаще всего встречаются:
- истончение внешней по отношению к изгибу стенки;
- образование гофровых неровностей на внутренней по отношению к изгибу стенке;
- изменение формы полости трубы (проход может стать не круглым, а овальным).
Тонкостенные изделия из мягких металлов особенно подвержены деформациям, поэтому способы гибки труб с такой особенностью предполагают обязательное использование механического стабилизатора – дорна.
Дорн – это специальный элемент оснастки, который размещают в рабочем участке полости трубы на время гибки для того, чтобы не произошло производственной деформации ее стенок. Конструкция дорна может быть жесткой или гибкой.
Жесткий дорн – это стержень, выполненный из твердого материала. С одного края рабочей стороны имеет закругленную форму. Устанавливается в полость трубы в точку изгиба. Гибкий дорн также выполнен из твердого металла, но на краю имеет один или несколько гнущихся сегментов в форме сфер или полусфер специальной конфигурации.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
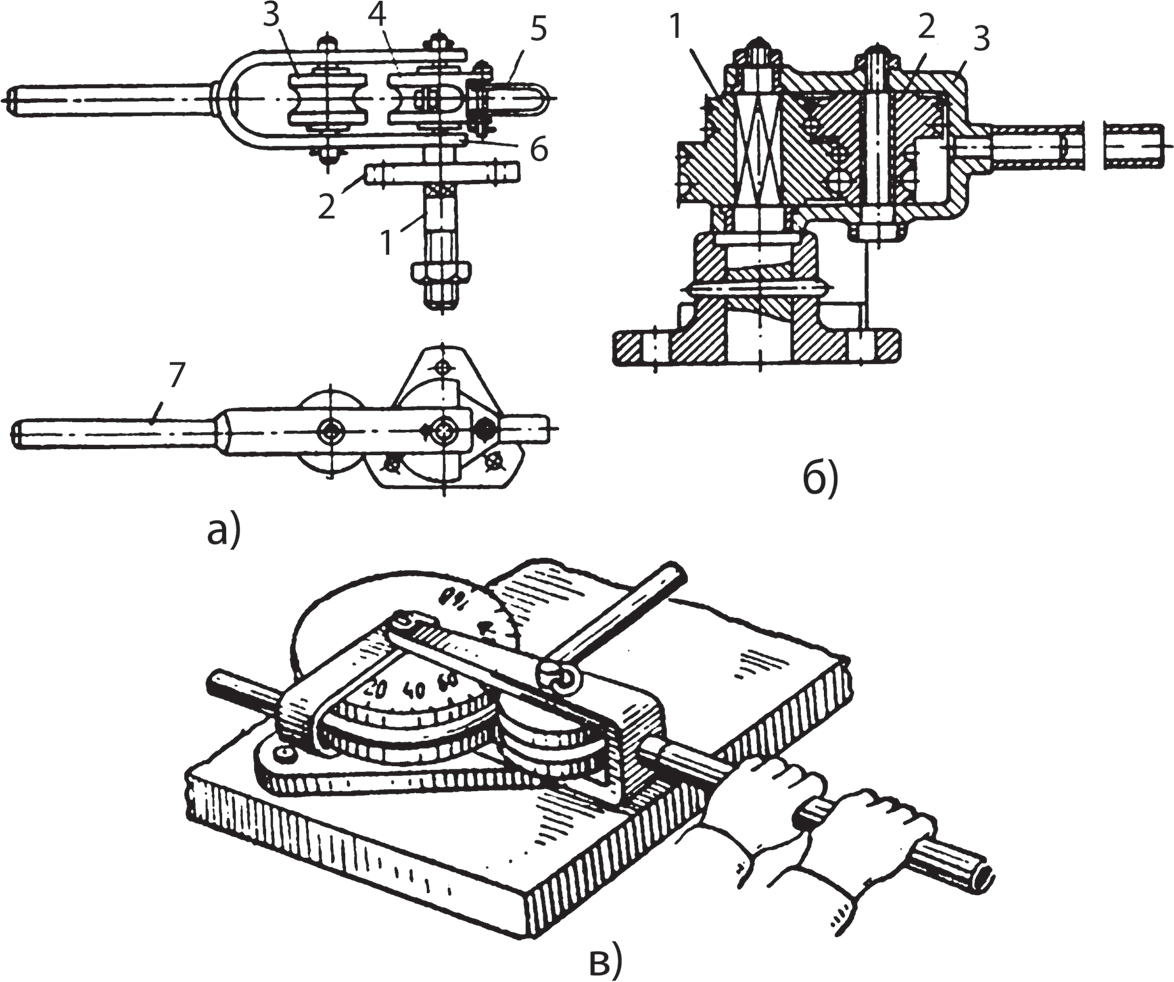
Находясь во время работы внутри трубы, он обеспечивает сохранность формы ее стенок. Когда гибка завершена, дорн подлежит извлечению. В процессе выталкивания шарики дополнительно выравнивают внутреннюю поверхность изделия. Применение гибкого дорна несколько сложнее –требуется устройство по его автоматическому управлению, встроенное в трубогибочный аппарат.
Установки, работающие с использованием дорна, бывают только стационарного типа. Способ гибки труб при этом может быть автоматическим или полуавтоматическим. Наиболее производительные и дорогостоящие агрегаты оснащены системой ЧПУ, которая отслеживает и контролирует все технические моменты рабочего процесса.
![]()
https://youtube.com/watch?v=NAFaLAojeLc
https://youtube.com/watch?v=S-tW2jymcSQ
https://youtube.com/watch?v=nkv-wjjLqZU
Сгибаем металлопластиковые трубы
Стоит отметить, что при изгибе металлопластиковых труб по неаккуратности можно повредить изделие. Диаметр трубы уменьшается. Существует самый простой способ сгибания трубы в домашних условиях. Нужно заполнить полость трубы песком до отказа, а потом зафиксировать его высыпание с боков заглушками. Самый лучший вариант использовать небольшой деревянный черенок. Нужно очень аккуратно вставлять его в трубу, чтобы не повредить ее.
![]()
Далее вся работа выполняется вручную. Если металл мягкий, то изделие можно согнуть в руках. Но если труба довольно жесткая, то можно вставить ее в закопанную трубу большего диаметра и по средствам рычага постепенно выполнять изгиб. Зимой можно прибегнуть к другому способу. Заливается в трубу вода, и ожидают, пока та замерзнет. Далее можно гнуть изделие. Когда изгиб будет выполнен, то лед размораживается и вода вытекает.
Для того чтобы изгибать металлические трубы, то без газовой горелки или паяльной лампы не обойтись. Перед тем как гнуть трубу, нужно наполнить ее песком. Далее один конец крепится в тисках. Начинаем нагревать изделие. Если труба стальная, то ее красный цвет при нагревании является знаком того, что трубу можно изгибать. Алюминий не покраснеет. Потому проверяем степень нагревания с помощью листа бумаги. Если он начнет дымить, значит греть больше трубу не нужно. Чтобы не обжечься, необходимо работать в перчатках.
Совсем иная ситуация складывается с оцинкованными трубами. Для того чтобы согнуть их, запрещается использовать лампу или другой инструмент для прогревания.
Если труба имеет квадратное сечение, то ее можно сгибать без нагревания. Достаточно заполнить ее песком или заморозить водой. Дополнительно используется резиновая киянка. Труба устанавливается на опору краями, а после киянкой выполняется нужная степень изгиба. В том случае, когда изгибается труба большого диаметра, можно нагреть ее в месте изгиба.
При этом нужно оставить прежнюю форму трубы. Здесь используется прочная пружина. Ее помещают в трубу на место изгиба, предварительно привязав пружину веревкой, чтобы потом можно было легко вытащить с трубы. Теперь можно начинать сгибать изделие.
Металлопластиковые трубы нужно сгибать во многих местах при оборудовании теплого пола. Это необходимо для того, чтобы максимально заполнить трубами пространство на полу. Конечно же, можно сгибать трубы вручную, но не более чем на 15 градусов на каждые два сантиметра. Но для того чтобы достичь большего изгиба, нужно заполнить трубу проволокой, которая не даст изделию сломаться в месте изгиба.
Чаще всего металлопластиковые трубы находятся на виду. Это значит, что их вид должен быть эстетичным. Изгиб получится ровным тогда, когда в трубу засыпать песок, закрыть ее края заглушками. Один конец вставляется в тиски, в месте изгиба выполняется нагревание. После можно плавно гнуть изделие.
Гибка полипропиленовых труб в домашних условиях
Полипропилен (армированный и нет) соединяется при помощи специального паяльника, а для всевозможных поворотов и конструктивных элементов применяются фитинги. Их выпускают самых разных форм и направлений, даже когда нужно плавно обойти какой-то объект, существуют специальные «обводки», поэтому чаще всего при монтаже ПП водопровода можно обойтись без сгибания.
![]()
Если же на свой страх и риск решите гнуть ПП:
- Место сгиба зафиксируйте, и очень медленно надавливайте на концы. Радиус «холодного» изгиба не должен превышать восьми Ø самой трубы.
- Когда нужен больший угол, внутрь помещают специальную пружину, затем отрезок нужно прогреть строительным феном до 150°C и после этого плавно сгибать. Когда труба остынет нужно тщательно проверить деформированный участок – здесь не должно быть трещин и вмятин.
Когда полипропилен нагрет – он становится очень податливым и эластичным. Согнуть его – полдела, нужно ещё и зафиксировать отрезок в этом положении до полного остывания. После того, как материал вновь станет твёрдым, из него извлекается пружина.
https://youtube.com/watch?v=1OtJYlpg6Mk
https://youtube.com/watch?v=r2LGWAUvENs
https://youtube.com/watch?v=Hg7IoQccZg8
Изменение конфигурации труб из цветных металлов
У цветных металлов есть очень полезное свойство – высокая пластичность. Однако им не хватает силы. Во время процесса изгиба в результате приложения сжимающих и растягивающих усилий может наблюдаться сжатие или разрыв трубы. Чтобы этого не произошло, нужно точно соблюдать технологию.


Как гнуть медные и латунные трубы?
Для гибки медных и латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, вторым – расплавленную канифоль. Технология гибки такая же, как у стальных труб.
Перед холодной гибкой трубчатые изделия из меди и латуни подвергаются отжигу с последующим охлаждением. Температурный диапазон для обоих материалов одинаковый: от 600 до 700. Отличие заключается в охлаждающей среде: медь помещается в воду, а латунь охлаждается на воздухе.
По окончании процесса канифоль удаляется путем ее плавления. Во избежание разрыва трубки процесс ни в коем случае не должен начинаться с центра трубки, а только с концов. В качестве складных устройств используются как простые инструменты, так и сложное оборудование.
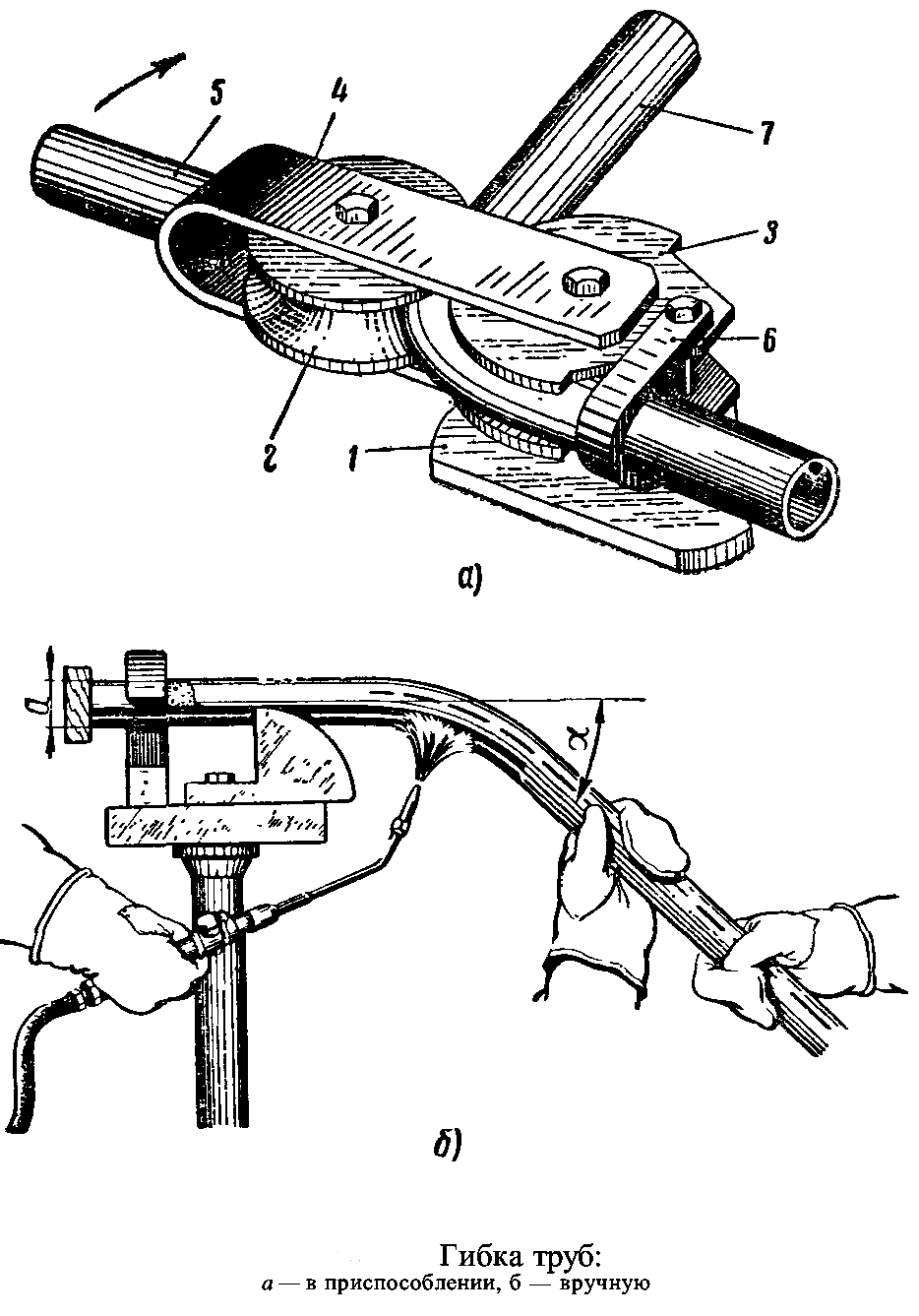
Ручные гибочные станки работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие снабжены сменными насадками для возможности выбора нужного диаметра.
![]()
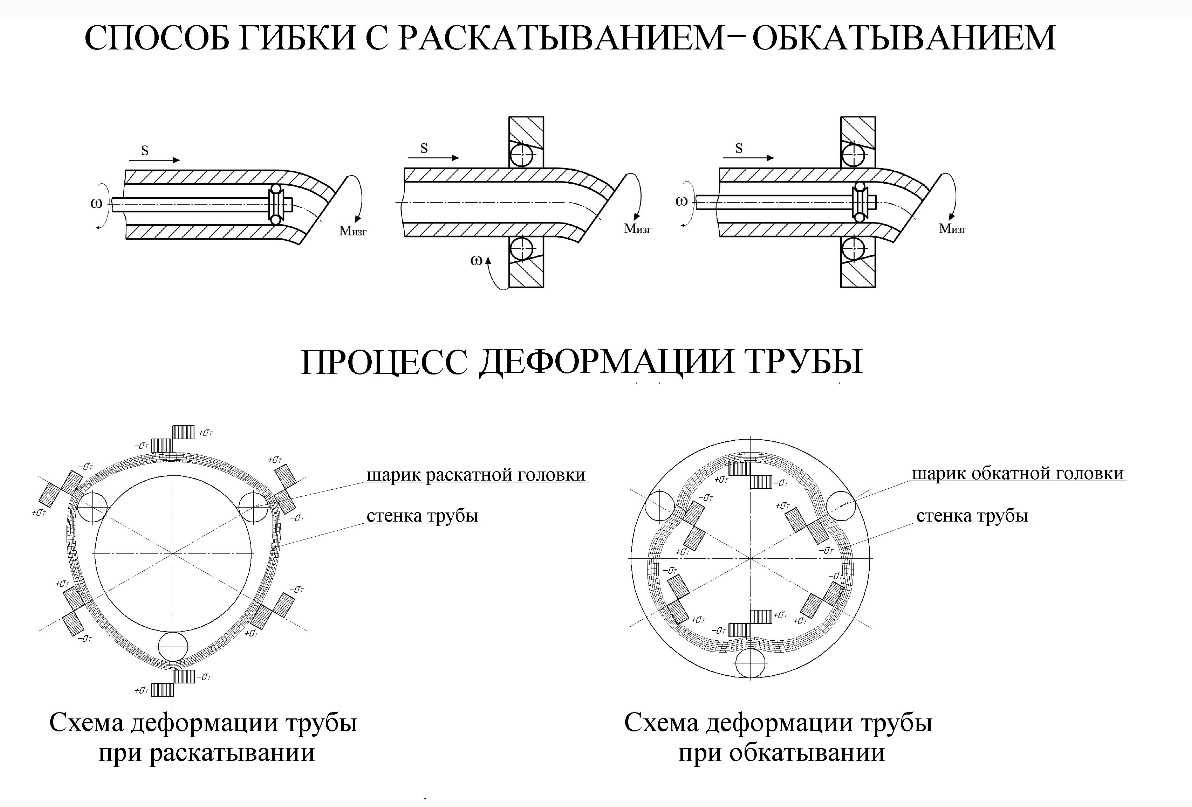
с медными и латунными трубами работать намного проще, чем со стальными, но деформация металла при гибке происходит по одним и тем же законам физики. В сложенном срезе внешняя поверхность подвергается растяжению, из-за чего стенки становятся тоньше.
Внутри трубы происходят обратные процессы – стенка сжимается и становится толще. Есть риск превратить круглое сечение в овал и уменьшить номинальное отверстие, поэтому без принятия мер по предотвращению этих явлений начинать сгибание невозможно.
Гибка алюминиевых труб
Основные способы гибки алюминиевых труб такие же, как для латунных или медных труб:
- проталкивание между роликами;
- прокатка;
- откат;
- давление.
Прежде чем решать, как и чем гнуть алюминиевые трубы, необходимо ознакомиться с каждой из них. Первый метод используется для тонкостенных труб с максимальным диаметром 10 см, когда необходимо получить плавный изгиб с низкими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его размер составляет 5-6 диаметров трубы.
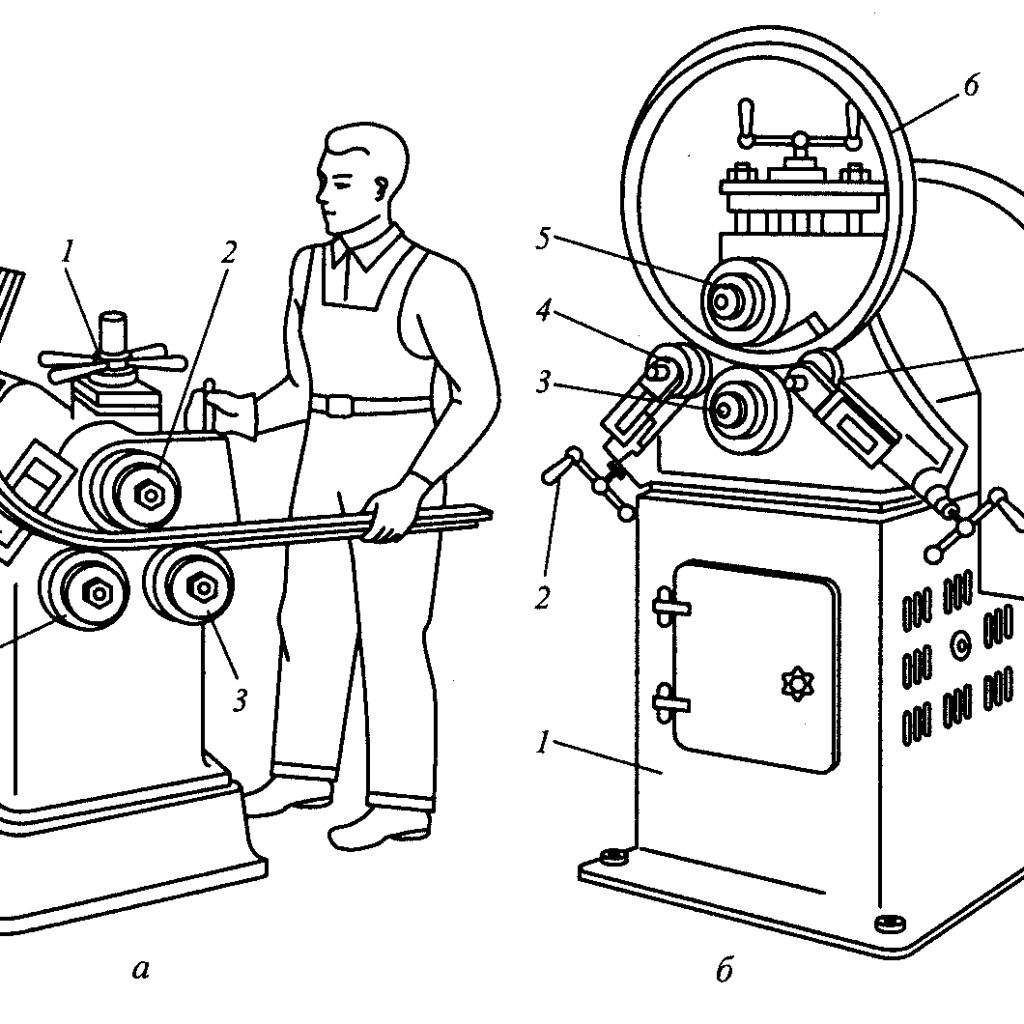
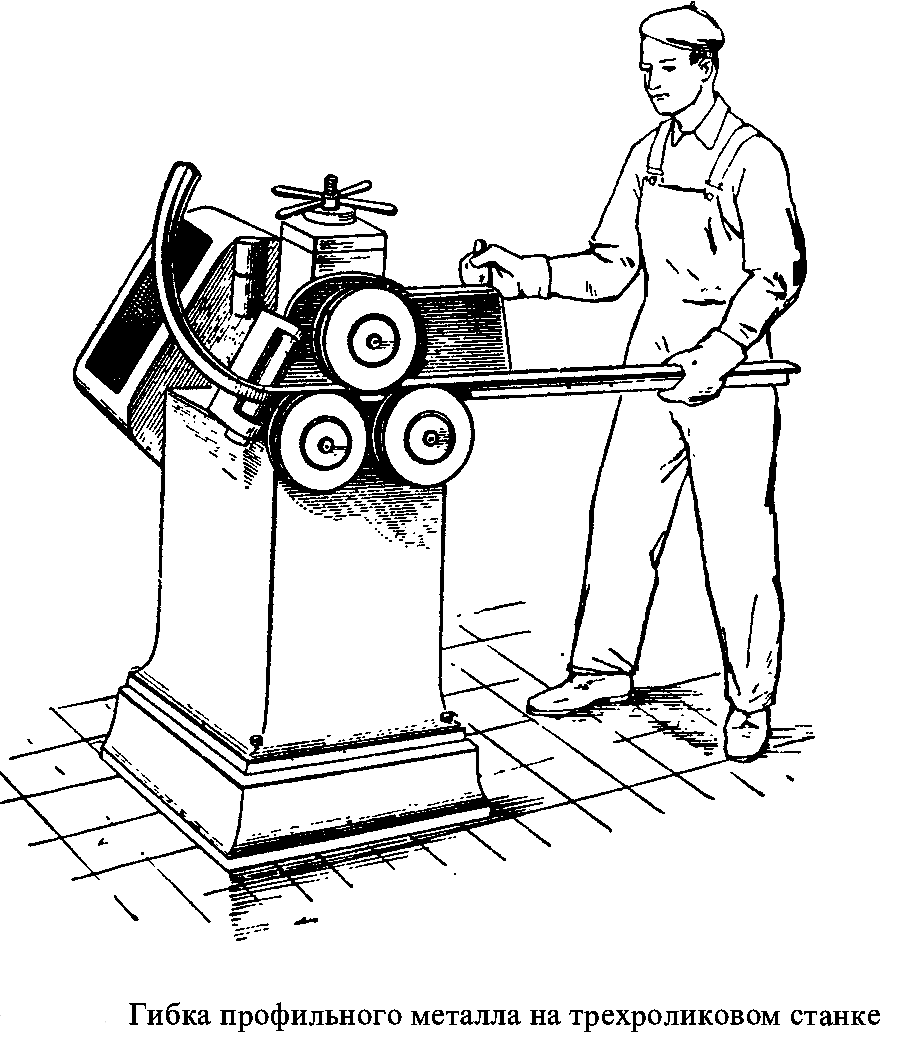
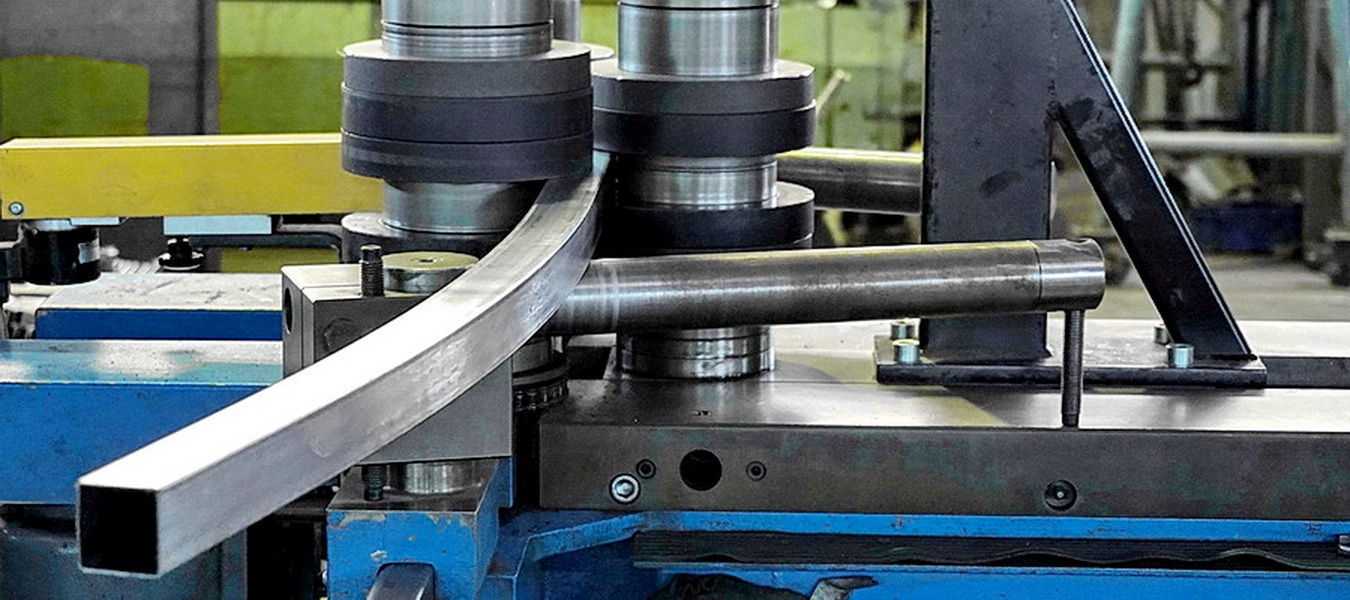
Кривизна секции определяется положением натяжного ролика. Таким способом часто делают декоративные элементы интерьера. Второй метод используется для гибки материала для труб большого диаметра, для чего используются трехвалковые трубогибы. Трубка протягивается между ведущими роликами, ориентация которых определяет радиус изгиба.
![]()
Точность этого метода даже ниже, чем у предыдущего, но деталь можно заново сложить и повторять до получения нужной геометрии.
Гибку тонкостенных алюминиевых труб можно производить вручную, правильно подготовив:
Галерея изображенийФотографии из Перед выполнением фигурной деформации алюминиевой трубы необходимо определиться, можно ли ее гнуть вручную или лучше запастись ручным гибочным станком. Вы можете просто согнуть трубки до 1/4 дюйма вручную. Перед заполнением тубы песком необходимо подготовить две крышки. Их можно позаимствовать из бутылок с бытовой химией или вырезать из резины. Лучше заранее рассчитать радиус изгиба трубы и сделать модель на основе расчетов картона. Для многоразового использования рекомендуется изготовить шаблон из фанеры, сгибая вручную тонкую алюминиевую трубку, наполненную песком, периодически проверяя шаблон. Если вам нужно сделать несколько зазоров или согнуть толстостенную трубу, лучше использовать трубогиб. Шаг 1: Выберите метод гибки алюминиевой трубы. Шаг 2: Заполните трубу песком. Шаг 3: Рассчитайте радиус изгиба трубы трубка Шаг 5: вручную согните алюминиевую трубку
Метод прокатки не предполагает наличия внутреннего наполнителя, поэтому его не используют для получения малых радиусов. При выборе этого метода не получится соответствовать жестким требованиям овальности сечения к кривой.
Для деформации алюминиевой трубы под давлением используются прессы с установленными на них формами с матрицей заданной формы. Заданная геометрия получена в результате воздействия внешнего давления.
В некоторых случаях давление может быть внутренним, когда трубка вставляется в форму и внутрь подается жидкость с достаточным давлением, чтобы прижать ее к стенкам.
Гнуть дюралюминиевые трубы непросто, ведь этот материал достаточно твердый и эластичный. Для облегчения процесса их обжигают непосредственно перед сгибанием при температуре от 350 до 400 ° C, после чего ожидается, что трубы естественным образом остынут на воздухе.
Сгибание трубы с помощью пружины
При этом способе роль амортизатора выполняет пружина необходимого диаметра. Именно ребра пружины защищают армирующий слой трубы от сморщивания и повреждения. Обычно такое приспособление продается попарно (внешняя и внутренняя части). Диаметр устройства подбирается под размер заготовки, причем лучше выбирать пружину с кольцами круглого сечения.
Чтобы легче вставлять трубу во внешнюю часть пружины, производитель расширил один ее конец. Внутренняя пружина имеет один конусообразный конец, который обеспечивает легкий доступ к изгибу, и петлю на другом конце для удобства извлечения пружины после работы.
![]()
Технология проведения изгиба с помощью пружины:
- привязывают шнур к петле и вставляют внутреннюю пружину в трубу;
- внешнюю пружину надевают на заготовку;
- плавно загибают трубу до нужного угла;
- по окончании изгиба немного разжимают угол и вынимают приспособление.
Чтобы полиэтилен внутри трубы изгибался равномерно, нужно весь процесс проводить аккуратно, плавными качающимися движениями. Тот же технологический принцип заложен и в сгибание трубы с помощью проволоки. Сдерживающим элементом выступает кусок мягкой проволоки подходящего сечения. Главное, не забыть привязать к одному концу шнур, чтобы вынуть проволоку после работы.
Алюминиевые трубы
Трубы из алюминия сгибаются примерно так же, как и медные, ведь степень податливости этих металлов очень схожа. В целом, гибка алюминиевых труб не вызывает особых трудностей. Кроме песка, в случае с алюминием можно использовать замороженную внутри трубы воду. Естественно, такой метод можно реализовать только при наличии морозной погоды.
Для этого потребуется один конец трубы заглушить чопом, чтобы залить внутрь нее воду. После этого заполненное водой изделие выставляется на мороз, до полного замерзания жидкости. Дальнейшая процедура проводится точно также, как и в случае с песком.
Пример гиба трубы
Гибка алюминиевых труб примерно такая же, как и медных. Причиной тому является податливость этих двух металлов. Но в случае с алюминием можно также использовать лед. Для этого просто залейте воду в полость, предварительно поставив заглушку на один конец. Залив, нужно выставить ее на улицу (обязательным условием является морозная погода). После полного замерзания воды можно постепенно гнуть. Лед здесь точно так же работает, как и песок.
Пример гиба трубы
Способы сгибания
Существует две разновидности процедуры сгибания: горячая и холодная. В первом случае на полипропилен действует фактор температуры и механическая сила.
![]()
Во втором — только механическая сила. Каждый из способов имеет свои положительные и отрицательные стороны.
Горячий способ
Самый простой метод горячего сгибания, который легко можно воссоздать в доме или квартире — нагревание трубы строительным феном. Такой фен можно приобрести самостоятельно или взять в аренду. Кроме того, для сгибания понадобится специальная пружинный трубогиб или изогнутый под нужным углом шаблон.
Сгибанием с помощью трубогиба проводится в несколько этапов:
- Трубогиб помещают внутрь нужного отрезка трубы или надевают сверху.
- Феном аккуратно и равномерно прогревают, делая вращательные движения для того, чтобы не перегреть какой-либо участок.
- Когда труба становится податливой, делают необходимый изгиб и закрепляют трубогиб в таком состоянии он будет держать под нужным углом).
- Дают конструкции остыть, а затем освобождают от трубогиба, когда она полностью затвердеет.
При использовании шаблона методика немного меняется. Трубу вначале нагревают до необходимой температуры, пока она не станет податливой, а затем помещают в шаблон, где она затвердевает и остывает.


![]()
Важно, чтобы внутренняя поверхность шаблона была гладкой, иначе труба повторит все его шероховатости. Вместо строительного фена можно использовать обычную горелку
Однако такой бюджетный вариант может дорогого стоить, ведь температура горелки гораздо выше и она может просто расплавить трубу
Вместо строительного фена можно использовать обычную горелку. Однако такой бюджетный вариант может дорогого стоить, ведь температура горелки гораздо выше и она может просто расплавить трубу.
Рекомендуем ознакомиться: Виды седелок на полиэтиленовую трубу и особенности их применения
Существуют и другие горячие способы, например, сгибание с помощью формовочной машины, но в домашних условиях их использование нецелесообразно.
Холодный способ сгибания
При использовании этого способа не требуются никакие дополнительные приспособления или материалы. Достаточно лишь взять трубу и согнуть ее в нужном месте до необходимого угла изгиба. Для облегчения задачи можно воспользоваться трубогибом.
![]()
На самом деле, полипропиленовые трубы гнуться даже без температурных воздействий. Необходимо только приложить достаточную силу.
Стоит понимать, что в этом случае материал вместо растяжения по внешнему контуру и сжимания по внутреннему может просто надломиться в нескольких местах. Эти изломы обеспечивают мнимую эластичность и делают возможным создание изгиба, но они же могут стать причиной протекания труб.
Какие трубы можно гнуть
Деформации поддается любой материал, но контролируемая гибка возможна только в случае изготовления трубы из пластичного вещества.
![]()
Промышленный трубогиб
И среди трубных материалов к пластичной группе относятся следующие разновидности металлов и полимеров:
- Медь, алюминий и прочие цветные металлы.
- Сталь (в том числе и нержавейка).
- Полиэтилен и полипропилен.
- Металлопластик и прочие сорта композитных труб на основе полиэтилена, усиленного армирующей оболочкой из алюминия или меди.
А вот форма профиля на возможность гибки практически не влияет. То есть, можно согнуть и округлую, и профильную трубу, большого и малого диаметра.



