
Аппарат для стыковой сварки пластиковых труб
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.
При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.
При допущении монтажных ошибок шов будет лишен этих качеств.
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.
Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.
Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:
- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
Как правильно выбрать аппарат?
Аппараты для сварки пластика работают как паяльник и условно разделяются на 2 вида — ручные и механические.
Ручной аппарат
Представляет собой нагревательную плиту с наконечниками для концов труб и ручкой. По принципу работы схож с утюгом и электропаяльником.
![]()
Требует усилия человека для сжатия соединяемых изделий. Подойдет для пэ труб диаметром не более 12.5см. Соответственно для больших объемов работ он не годится, и выбирать его стоит для домашнего использования.
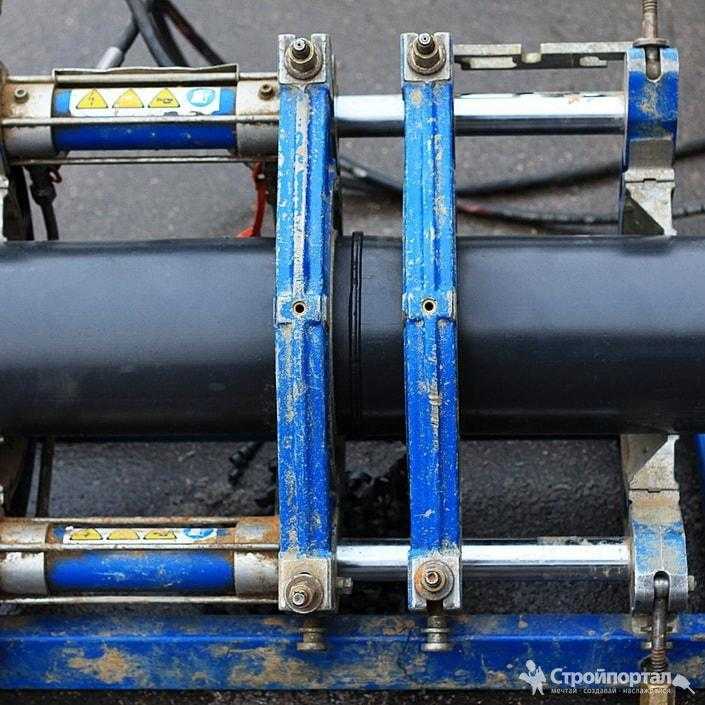
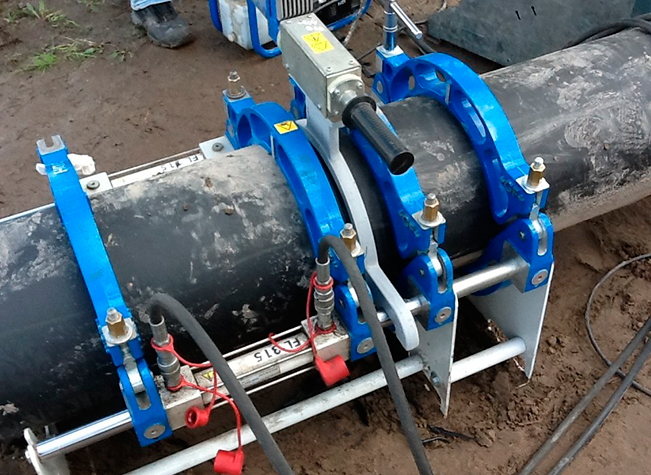
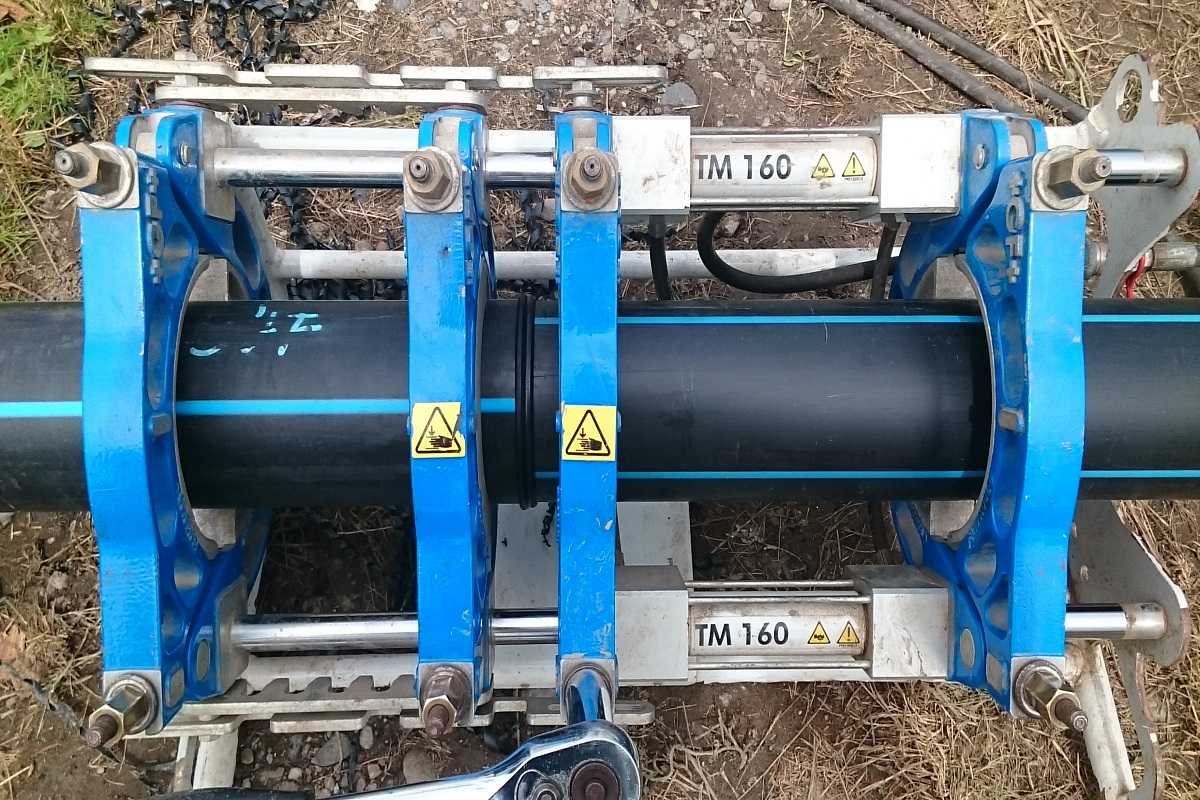
Механический
Механический аппарат для пайки представляет собой опорную раму с дисками для крепления труб и приборным блоком. Нагревательный элемент с ТЭНАми внутри раскаляет концы соединяемых труб, а механика обеспечивает сильное сжатие этих мест.
Применяется для сварки изделий, подвергающихся высокой эксплуатационной нагрузке. Диаметр изделий — неограничен.
Выбирать этот вариант следует профессионалам.
Полезные советы для правильного выбора:
Обращайте внимание на комплектацию
Аппарат с ключом для насадок — подойдет для работы с одним, максимум двумя диаметрами. Если фронт работ больше — выбирайте оборудование с насадками различных диаметров;
Мощность агрегата
У профессионалов есть один секрет. Минимальная мощность оборудования рассчитывается по простой формуле — самый большой диаметр труб, с которым придется работать, умножается на 10.








Например, если вы в домашних условиях собираетесь варить трубы диаметром 50мм, то минимальная мощность агрегата = 50×10 =500Вт;
Какого производителя выбрать?
Самый высокий рейтин г- у продукции чешских фирм ( например ТМ «Дайтрон»). Но и цена изделий — кусается. Поэтому — как альтернатива — турецкие производители. Встречаются неплохие модели отечественного производства.
Рейтинг сварочных аппаратов от Техсвар.ру
5. Nowatech Zern и Zeen
Электромуфтовые сварочные аппараты Nowatech отличаются функциональностью и качеством изготовления, имеют электронную систему управления и защиту от механических повреждений, пыли, песка и дождя.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| ZERN-160 | 160 | 1,15 | — |
| ZERN-800 Plus | 160 | 1,45 | — |
| ZEEN-800 Plus | 160 | 1,45 | + |
| ZERN-2000 Plus | 400 | 3 | — |
| ZEEN-2000 Plus | 400 | 3 | + |
| ZERN-4000 | 1200 | 4 | — |
| ZEEN-4000 | 1200 | 4 | + |
Достоинства
- Максимальный диаметр трубы — 1200 мм.
- Протоколирование и передача данных на USB-накопитель.
- Большой дисплей индикации параметров сварки.
- Возможна аттестация НАКС.
Недостатки
- Высокая стоимость моделей серии ZEEN.
- Необходимость использования дорогостоящих муфт.
4. Volzhanin CNC
Сварочные аппараты Volzhanin CNC с гидравлическим приводом — высокофункциональные и автоматизированные аппараты позволяющие производить сварку по ГОСТ.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| CNC-160 | 160 | 3 | + |
| CNC-225 | 225 | 4 | + |
| CNC-315 | 315 | 5 | + |
Достоинства
- Автоматизированный сварочный процесс.
- Системы контроля температуры, давления, времени и др.
- Устройство для автоматического извлечения нагревателя.
- Аттестация НАКС.
- Гарантия 18 месяцев.
Недостатки
- Высокая стоимость.
- Диаметр свариваемой трубы — 315 мм.
3. Volzhanin ССПТ
Сварочные аппараты Volzhanin ССПТ с гидравлическим приводом для контактно-стыковой сварки труб диаметром до 1200 мм. Каждая модель имеет несколько модификаций: с механическим или электрическим торцевателем, а также с гидроблоком или ручным насосом.
| Модель | Мин. диаметр трубы, мм | Макс. диаметр трубы, мм | Мощность, кВт |
| ССПТ-160 | 40 | 160 | 1,3-3 |
| ССПТ-225 | 63 | 225 | 1,9-4 |
| ССПТ-315 | 75 | 315 | 2,9-5 |
| ССПТ-400 | 160 | 400 | 5,7-7,9 |
| ССПТ-500 | 225 | 500 | 8,3-10,5 |
| ССПТ-630 | 315 | 630 | 11,1-13,3 |
| ССПТ-800 | 450 | 800 | 18,8 |
| ССПТ-1000 | 630 | 1000 | 23,4 |
| ССПТ-1200 | 710 | 1200 | 27,4 |
Достоинства
- 4 модификации аппаратов.
- Гидравлический привод.
- Возможна аттестация НАКС.
- Гарантия 18 месяцев.
Недостатки
Цена выше средней.
2. Robu
Сварочные аппараты Robu — сверхпрочное, надёжное и высокопроизводительное оборудование разработанное совместно с немецкими инженерами.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| W160S | Механический | 160 | 1,6 |
| W160 | Механический | 160 | 1,6 |
| W160G | Гидравлический | 160 | 2,4 |
| W250S | Механический | 250 | 2,5 |
| W250 | Гидравлический | 250 | 3,8 |
| W315 | Гидравлический | 315 | 4,8 |
| W500 | Гидравлический | 500 | 9,5 |
| W630 | Гидравлический | 630 | 12,2 |
| W800 | Гидравлический | 800 | 17 |
| W1000 | Гидравлический | 1000 | 21 |
| W1200 | Гидравлический | 1200 | 35,5 |
| W1600 | Гидравлический | 1600 | 53 |
Достоинства
- Высокое качество изготовления.
- Выносливая гидравлика.
- Диаметр сварки до 1600 мм.
- Гарантия 3 года.
1. Monster HL, EL и GL
Сварочные аппараты Monster отличаются компактными размерами, малым весом, низкой ценой и возможностью сварки труб самых распространенных диаметров.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| 160 HL | Механический | 160 | 1,3 |
| 160 EL | Механический | 160 | 2,2 |
| 160 GL | Гидравлический | 160 | 2,8 |
| 225 HL | Механический | 225 | 1,9 |
| 225 EL | Механический | 225 | 3,2 |
| 225 GL | Гидравлический | 225 | 3,4 |
| 315 HL | Механический | 315 | 2,9 |
| 315 EL | Механический | 315 | 4,2 |
| 315 GL | Гидравлический | 315 | 4,8 |
Достоинства
- Низкая стоимость.
- Облегченная конструкция.
- Минимальное потребление электроэнергии.
Недостатки
Максимальный диаметр трубы — 315 мм.
Аппараты для сварки полиэтиленовых труб каталоге Техсвар.ру
Это интересно: Как выбрать паяльник для полипропиленовых труб — критерии выбора
Метод сварки встык
Данный метод позволяет соединять полиэтиленовые трубы сварным швом при помощи специального оборудования для сварки в стык. Сварной шов (или «стык») равен по прочности на разрыв самой полиэтиленовой трубе. Сваркой нагретым инструментом соединяют ПЭ трубы диаметрами от 50 мм до 1600 мм включительно. Стандартные технологические режимы сварки рассчитаны на работы при температуре воздуха от -10оС до +30оС. Если температура воздуха на улице выходит на рамки стандартных температурных интервалов, то сварку полиэтиленовых труб необходимо проводить в укрытие, для соблюдения технологических параметров. Сварку напорных ПНД труб встык разделяют на два основных этапа: подготовительные работы и непосредственно сама сварка. Подготовительный этап включает в себя:
- проверку работоспособности и подготовку к работе сварочного оборудования,
- подготовку места для размещения сварочного оборудования,
- выбор необходимых параметров для сварки,
- закрепление ПЭ труб и центровка в зажимах сварочного аппарата,
- механическую обработку торцов свариваемых поверхностей у труб или деталей.
При подготовке оборудования подбираются вкладыши и зажимы, соответствующие диаметру свариваемой трубы. Рабочие поверхности нагревателя и инструмента для обработки ПЭ труб должны быть очищены от грязи и пыли. Работоспособность оборудования проверяется при визуальном осмотре узлов и комплектующих сварочного аппарата, а также при контрольном включении. У сварочной машины проверяют плавность хода подвижного зажима центратора и работу торцевателя. Размещение сварочного оборудования производят на заранее подготовленной и расчищенной площадке или трассе трубопровода после складирования на ней ПЭ труб. Если необходимо, то место сварки защищают при помощи тентов, чтобы оградиться от атмосферных осадков, песка и пыли. В сырую погоду рекомендуется устанавливать сварочное оборудование на деревянные щиты. А свободный конец полиэтиленовой трубы рекомендуется закрывать инвентарными заглушками для предотвращения сквозняка внутри трубы во время сварки.
Сборку свариваемых напорных ПНД труб и деталей, включающую установку, центровку и закрепление свариваемых концов, производят в зажимах центратора сварочной машины. Зажимы сварочного аппарата для ПЭ труб стягивают так, чтобы предотвратить проскальзывание труб и устранить, в пределах возможного, овальность на торцах. При сварке ПЭ труб большого диаметра встык, так как они обладают достаточно большим собственным весом, под свободные концы подставляют опоры, чтобы выровнять трубу и не дать возможности смещения свариваемого конца трубы. Последовательность проведения процесса сварки:
- вначале замеряют усилие необходимое для перемещения подвижного зажима с закрепленной трубой,
- устанавливают между торцами труб нагреватель, разогретый до необходимой температуры,
- проводят процесс оплавления, прижимая торцы ПЭ труб к нагревателю, создавая необходимое давление,
- торцы сдавливают некоторое время (по технологии сварки для данной полиэтиленовой трубы) до появления первичного грата высотой от 0,5 до 2,0 мм,
- после появления первичного грата снижают давление и выдерживают его в течении времени, необходимого для прогрева торцов труб,
- после окончания процесса прогрева отводят подвижный зажим центратора на 5-6 см назад и удаляют нагреватель из зоны сварки,
- после удаления нагревателя сводят концы полиэтиленовых труб до соприкосновения, создавая давление необходимое для осадки,
- давление осадки выдерживают в течении времени, необходимого для остывания стыка, а после проводят визуальный контроль полученного сварного шва по размерам и конфигурации наружного грата,
- после маркируют полученный сварной шов.
Полимерное сырье
![]()
Непростая задача — подобрать максимально похожие по составу изделия из пластика для дальнейшей работы. Среди широкого многообразия полимерных отходов можно выделить следующие группы сырья:
- Полиэтилен (ПЭ). Он бывает двух видов — полиэтилен высокого (ПВД) и низкого давления (ПНД). Принципиальное отличие состоит в эластичности. ПВД более гибкий, податливый и морозостойкий. ПНД наоборот тверже, жестче и несколько хуже держит мороз. Чаще всего при производстве пластиковых труб используют их комбинации. Так и во вторичной трубе можно подбирать состав в зависимости от предпочтений по свойствам. Меняя соотношение ПНД/ПВД, можно регулировать эксплуатационные характеристики технических труб.
- Полипропилен. Универсальный материал для экструзии трубного профиля. Как правило, в смеси пластиковых отходов присутствуют гомо- , блок- и рандом-сополимеры полипропилена. Но они достаточно близки по свойствам, кроме того, их смеси хорошо перерабатываются в различных пропорциях без потери качественных характеристик.
- Поливинилхлорид (ПВХ). Так же относится к универсальному сырью для пластиковых труб. С ПВХ труднее работать, так как он нуждается в дополнительной стабилизации и очень быстро теряет свои свойства при экструзии. Изделия из вторичного ПВХ будут крайне недолговечны. Тем не менее, вторичный ПВХ часто добавляют в состав канализационных труб.
Критерии выбора сварочного инструмента
Решая вопрос с предпочтительным классом сварочного оборудования, необходимо в первую очередь обращать внимание на объем запланированных работ. Здесь большую актуальность приобретают следующие параметры:
- Диапазон диаметров труб, с которыми придется работать.
- Потребляемая мощность.
- Цена аппарата.
Примечательно, что между названными параметрами присутствует четкая взаимосвязь. Так, с увеличением внешнего диаметра трубы необходимо рассматривать модели, обладающие более высокой мощностью. Принято считать, что показатель мощности, единицей измерения которой являются ватты, должен в 10-кратном размере превышать диаметр, исчисляемый в миллиметрах. Иными словами, если предполагается сваривать трубы, внешний диаметр которых составляет 30 мм, то можно ограничиться моделью, показатель мощности которой равен 300 Вт. Стоит заметить, что приводимые цифры не являются окончательными и точными, а потому здесь допускаются погрешности в пределах 30%.









Поэтому, если модель сварочного оборудования имеет большую потребляемую мощность, то это позволяет владельцу осуществлять сварку труб большего диаметра. Однако приобретение подобного оборудования потребует больших затрат.
Какой паяльник для полипропиленовых труб выбрать
Перед тем как выбрать паяльник, нужно определиться, как вы будете его использовать. Если вам нужно спаять водопровод или отопление у себя дома, а потом закинете сварочный аппарат в кладовку, то
Он стоит недорого, удобен при работе с малыми диаметрами труб. Единственное, что вместе с ним сразу покупайте чешские насадки, например, Dytron. Кстати, Дитрон покрывает свои насадки тефлоном синего цвета. Я слышал, что это защита от подделок.
Если вы планируете зарабатывать монтажом отопления или водопровода, часто будете работать с полипропиленом и бюджет ограничен, то
Ну а если вы из тех, кто покупает самый надёжный инструмент, то вам . Да, этот сварочный агрегат дорогой, но он стоит своих денег.
https://youtube.com/watch?v=1TfDVoBtqdw
Как правильно выбрать аппарат
Аппараты для сварки пластика работают как паяльник и условно разделяются на 2 вида — ручные и механические.
Ручной аппарат
Представляет собой нагревательную плиту с наконечниками для концов труб и ручкой. По принципу работы схож с утюгом и электропаяльником.
![]()
Требует усилия человека для сжатия соединяемых изделий. Подойдет для пэ труб диаметром не более 12.5см. Соответственно для больших объемов работ он не годится, и выбирать его стоит для домашнего использования;
Механический
Механический аппарат для пайки представляет собой опорную раму с дисками для крепления труб и приборным блоком. Нагревательный элемент с ТЭНАми внутри раскаляет концы соединяемых труб, а механика обеспечивает сильное сжатие этих мест.
Применяется для сварки изделий, подвергающихся высокой эксплуатационной нагрузке. Диаметр изделий — неограничен.
Выбирать этот вариант следует профессионалам.
Полезные советы для правильного выбора:
Обращайте внимание на комплектацию
Аппарат с ключом для насадок — подойдет для работы с одним, максимум двумя диаметрами. Если фронт работ больше — выбирайте оборудование с насадками различных диаметров;
Мощность агрегата
У профессионалов есть один секрет. Минимальная мощность оборудования рассчитывается по простой формуле — самый большой диаметр труб, с которым придется работать, умножается на 10.
Например, если вы в домашних условиях собираетесь варить трубы диаметром 50мм, то минимальная мощность агрегата = 50×10 =500Вт;
Какого производителя выбрать?
Самый высокий рейтин г- у продукции чешских ). Но и цена изделий — кусается. Поэтому — как альтернатива — турецкие производители. Встречаются неплохие модели отечественного производства.
Нормативная база сварки встык
Как видно из п.3, до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!










ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Как происходит сам процесс
Чтобы разобраться во всех тонкостях стыкового монтажа полиэтиленовых труб, достаточно несколько раз выполнить эту операцию самому – навык появляется очень быстро. На первых порах лучше следовать такому алгоритму действий:
- Очистка и обработка спиртосодержащими составами торцевых концов труб.
- Фиксация труб в центраторе сварочной системы.
- Обработка торцов встроенным резаком с последующим контролем зазора межу сведенными торцами (он не должен превышать 0,3 мм).
- Размещение сварочного зеркала, прогретого до рабочей температуры, между торцами труб.
- Сведение труб к зеркалу. На этом этапе должен образоваться равномерный вязкий гарт толщиной 0,5-2,0 мм.
- Снижение давления для более медленного плавления торцов.
- Раздвижка механизма центратора и удаление сварочного зеркала.
- Быстрое сведение труб под давлением и удержание в нужном состоянии на протяжении всего периода сваривания.
- Контроль точности и равномерности шва.
- Демонтаж сваренной трубной конструкции из центратора.
Заключение
Оборудование для сварки полипропиленовых труб представлено сегодня в большом разнообразии, что создает проблему для всех владельцев, которые планируют в бытовых условиях заниматься монтажом систем водопровода и отопления
Чтобы не ошибиться с выбором, необходимо обращать внимание на особенности труб, с которыми придется работать. В то же время важным параметром являются и функциональные возможности той или иной модели сварочного оборудования
Поэтому, чтобы принять верное решение, необходимо в первую очередь исходить из собственных потребностей.
https://youtube.com/watch?v=wz41Q2NNbJU



