
Гибка металла последующая обработка
По сути, гибочные операции носят промежуточных характер при изготовлении определенных узлов, например, элементов металлических лестниц. То есть, после гибки, полученные детали, отправляют на сборочное производство, где их устанавливают на место определенное в рабочей документации на изделие.
Сборочное производство
Если изделие не будет использоваться в составе других конструкций, то на ее поверхность наносят защитное коррозионно-стойкое покрытие. Это может быть грунтовка типа ГФ 21, или порошковая краска. Все зависит от назначения и условий эксплуатации готового изделия.
Делаем арбалетный трубогиб
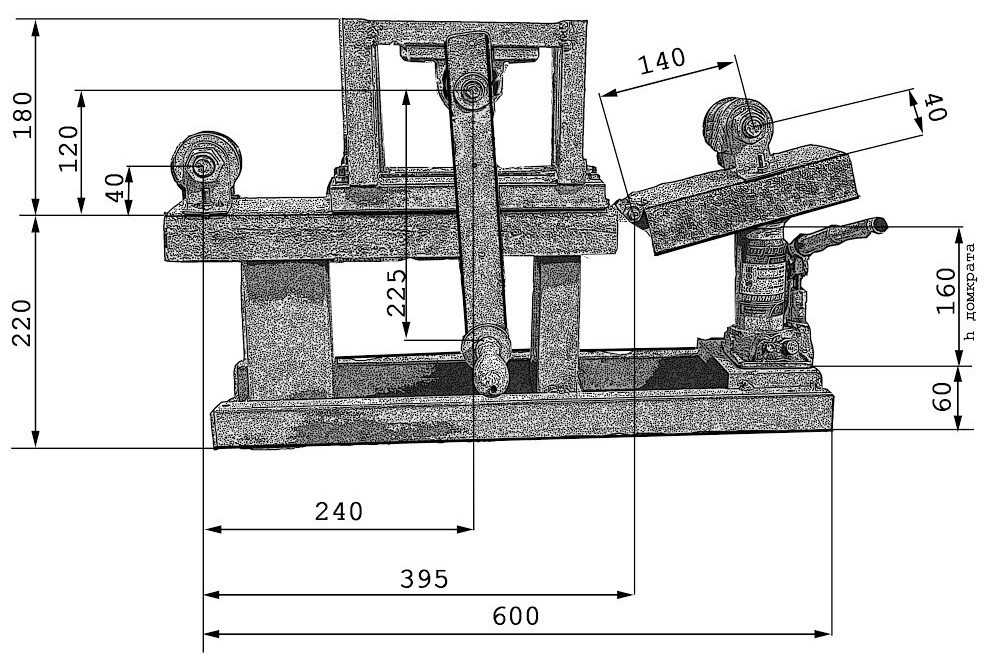
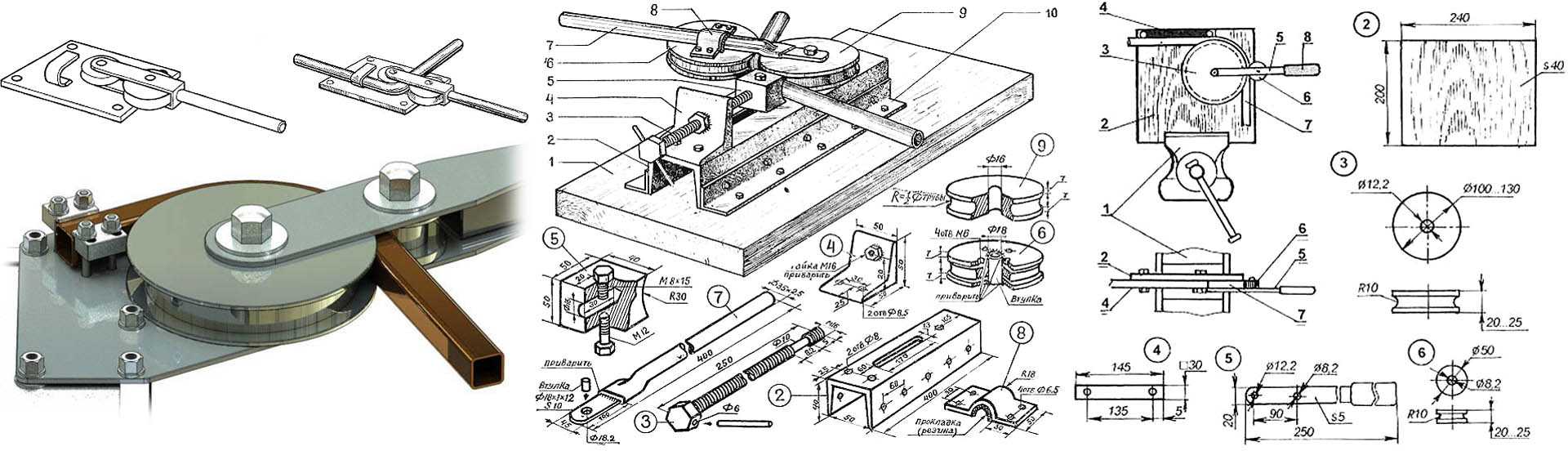
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.
Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
Роликовые листогибы
Один из наиболее продуктивных и прогрессивных инструментов гибки листового металла толщиной до 1 мм — роликовый листогиб. Посмотрев видео, можно составить представление как он работает.
Роликовый листогиб производится в стационарном, мобильном и ручном вариантах. В двух последних случаях предельная толщина листа, который можно гнуть без особых усилий, составляет 0,8 мм. Стационарный роликовый листогиб может работать с металлом до 1 мм толщиной и до 2,04 м шириной.
Во всех вариантах листогиба наибольший угол наклона кромок составляет 900. Но это не является особым препятствием для его использования — большие углы для коробов или доборных элементов нужны редко, а кромки при фальцовом соединении догнуть не сложно.
На базе роликовой технологии можно купить или построить самому небольшой настольный листогиб для изготовления различных поделок, необходимых при домашнем ремонте или строительстве гаража или дачи. Использовать его можно и для кузовного ремонта в частных мастерских, на СТО или в собственном гараже. Роликовый минилистогиб станет надежным помощником и в монтаже кровель, желобов, окантовок, подоконников.
Конструкция и сферы применения листогибочного станка
Станки для гибки листового металла применяются в домашних мастерских, на заводах. Устройства имеют одинаковый принцип работы. Изменяются только тип привода. Конструкция листогиба:
- Основание, которое удерживает рабочий стол, подвижные механизмы. Это касается моделей, которые не закрепляются на верстаках.
- Прижимные маховики, которые удерживают деталь при работе. Обычно представляют собой металлическую пластину.
- Деревянная балка, которая выполняет роль подушки, выступающей в роли опоры для заготовки.
- Угломер для выставления нужного угла.
- Упоры, ограничивающие лист на передней, задней части.
Листогибы применяются в разных направлениях промышленности:
- Изготовление кровельных комплектующих.
- Машиностроение — создание деталей для корпусов.
- Изготовление подоконников для пластиковых окон.
Предназначение
Станок для гибки листового металла предназначен для формирования профилей необходимой формы или уголков. Изгибание допускается в разных направлениях, что предоставляет оператору возможность создания деталей сложной формы. Высокая прочность используемых узлов и агрегатов способна выдерживать значительные нагрузки, поэтому станки могут использоваться даже для сгибания железа толщиной до 3 мм.
Основные сферы применения:
- изготовление доборных элементов;
- производство конструкций воздуховодов;
- создание кровельных материалов;
- изготовление конструкций для зданий или помещений;
- производство профильных изделий.
Виды и конструктивные схемы оборудования для листовой гибки
Соответственно приведенным выше технологических схем гибки, производимое для указанных целей оборудование классифицируется по следующим показателям:
- по виду привода. Для гибки в конкретных производственных условиях может быть применён ручной листогибочный станок, или оборудование с механизированным приводом рабочего инструмента. Чаще других используются: листогиб механический (привод которого производится от кривошипно-шатунного механизма), листогиб с гидравлическим приводом, электромеханический и электромагнитный листогиб, магнитный листогиб. При наличии сети сжатого воздуха весьма эффективен листогибочный станок с пневматическим приводом;
- по кинематике перемещения механизма главного привода. Например, листогиб механический изготавливается с возвратно-поступательным перемещением рабочей балки. Ручной станок для гибки чаще всего выполняется как листогиб с поворотной балкой. Агрегат непрерывного действия представляет собой роликовый листогиб, в составе которого предусмотрен отрезной нож для отделения окончательно спрофилированных изделий друг от друга. Роликовый листогиб относится к гибочному оборудованию ротационного типа;
- по степени механизации процесса гибки различают листогибочный электромеханический станок с ЧПУ, который программируется индивидуально под конкретную операцию деформирования, и электромеханический листогибочный станок универсального назначения, в котором настройка листогиба производится путём установки нового комплекта сегментированного инструмента. Электромеханические агрегаты непрерывного действия (например, листогиб для профнастила), а также с программным управлением рентабельны при значительных программах выпуска гнутых изделий, в то время как прочее электромеханическое оборудование целесообразнее применять в мелкосерийном производстве;
- по точности производимых операций. Наибольшей точностью обладает листогибочный станок с гидравлическим приводом прижима рабочей балки. Длительность контактирования заготовки с инструментом снижает производительность процесса, зато обеспечивает лучшее качество гибки, когда при длительном прижиме ликвидируется инерционный эффект от пружинения. Ручной или электромеханический листогиб с поворотной балкой также гарантирует высокую точность готового изделия, поскольку поворотную балку можно удерживать в конечном положении ровно столько времени, сколько необходимо для полного снятия эффекта пружинения. Электромеханический Сегментальный листогиб с кривошипно-шатунным рабочим механизмом отличается кратковременностью силового воздействия инструмента на заготовку. Поэтому электромеханический пресс может быть эффективно использован лишь при гибке высокопластичных металлов (алюминия, низкоуглеродистых сталей);
- по способу фиксации заготовки во время проведения операции гибки и последующей отрезки ножом. Современный электромеханический сегментный листогиб, например, оснащается системой трёхкоординатного прижима, которая может оперативно переналаживаться под заготовку с иными значениями длины, толщины, угла гиба. Электромагнитный листогиб производит фиксацию заготовки при помощи встроенного электромагнита (что, впрочем, не может быть использовано при гибке изделий из нержавеющих сталей). Электромагнитный листогиб ненадёжен в условиях нестабильно подачи электроэнергии в помещения, где установлено оборудование такого типа. Магнитный листогиб (как правило, ручного исполнения) использует магнитную силу, требуемую для регулировки упоров, для гибки заготовки при фиксировании по координатам.
https://youtube.com/watch?v=pScRAKKTH88
Еще одна конструкция гибочного станка
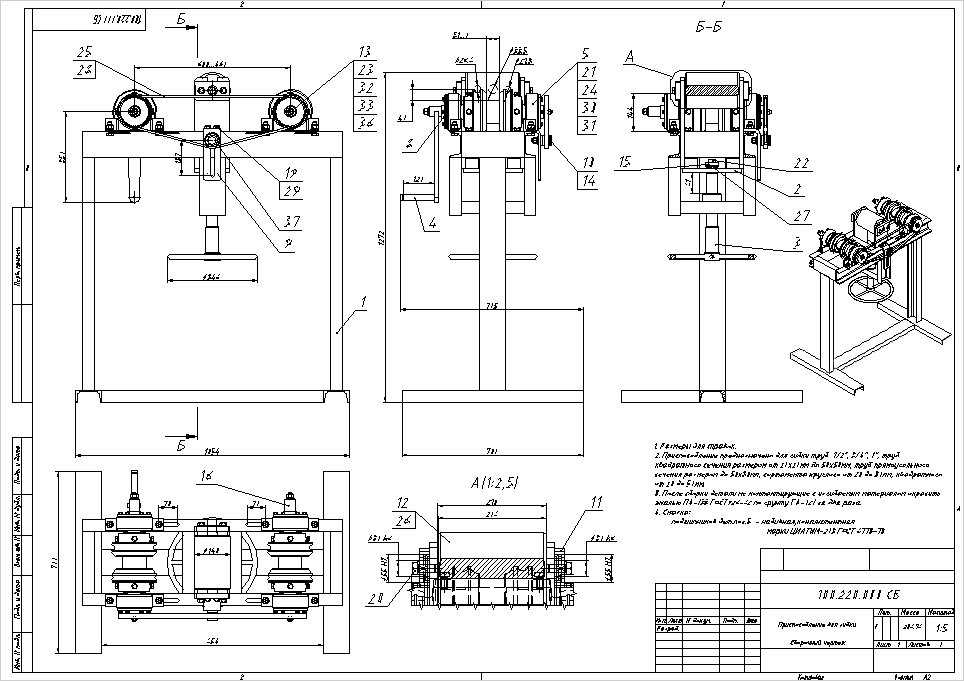
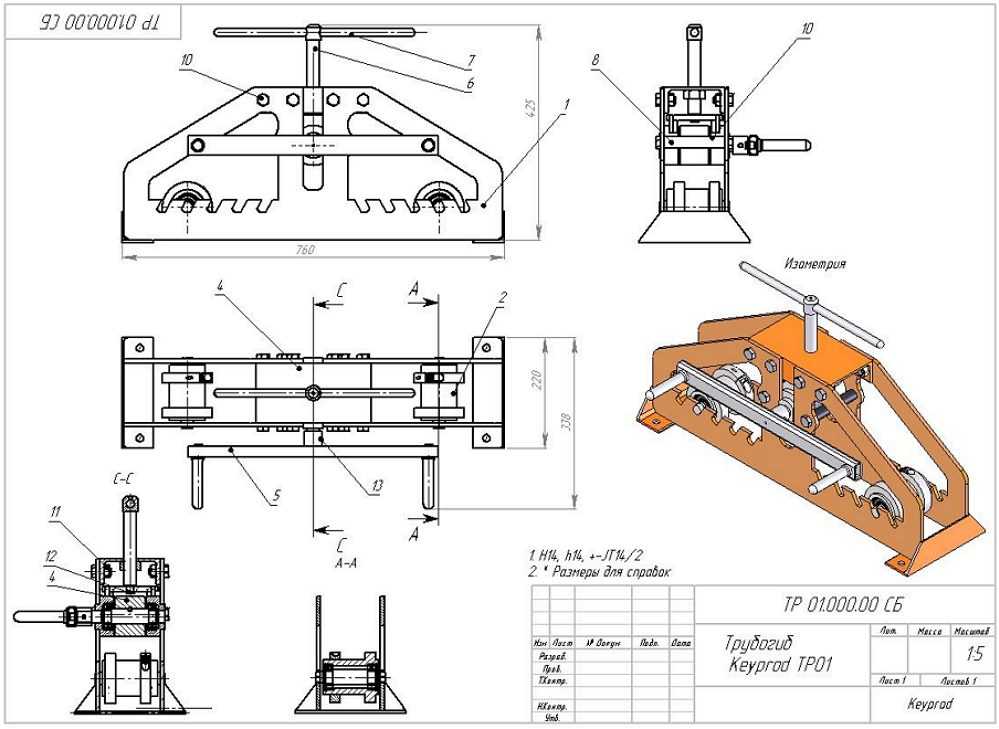
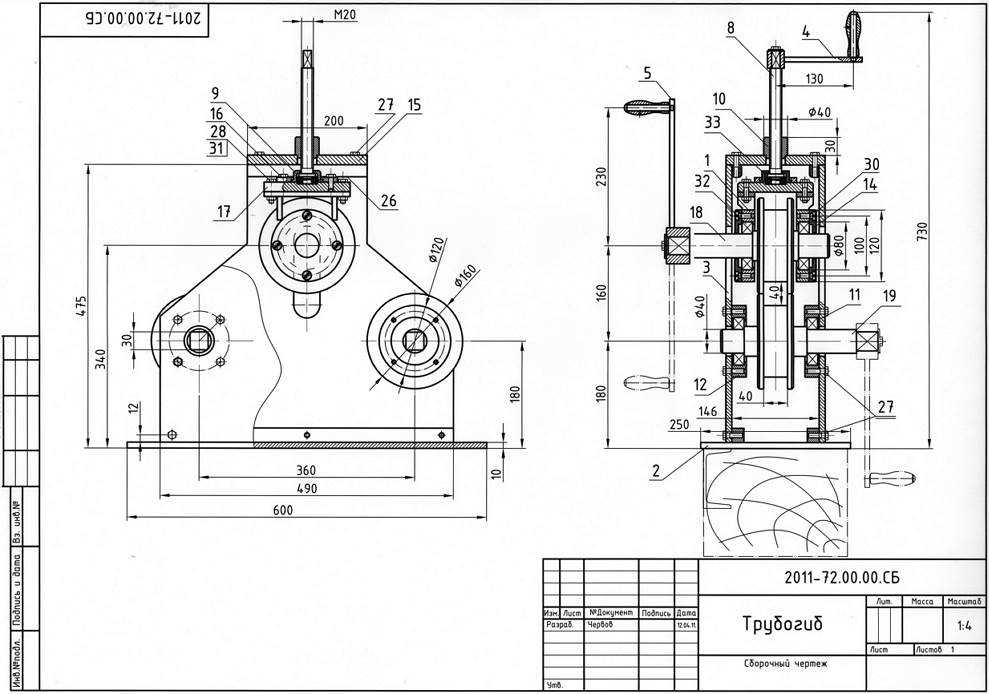
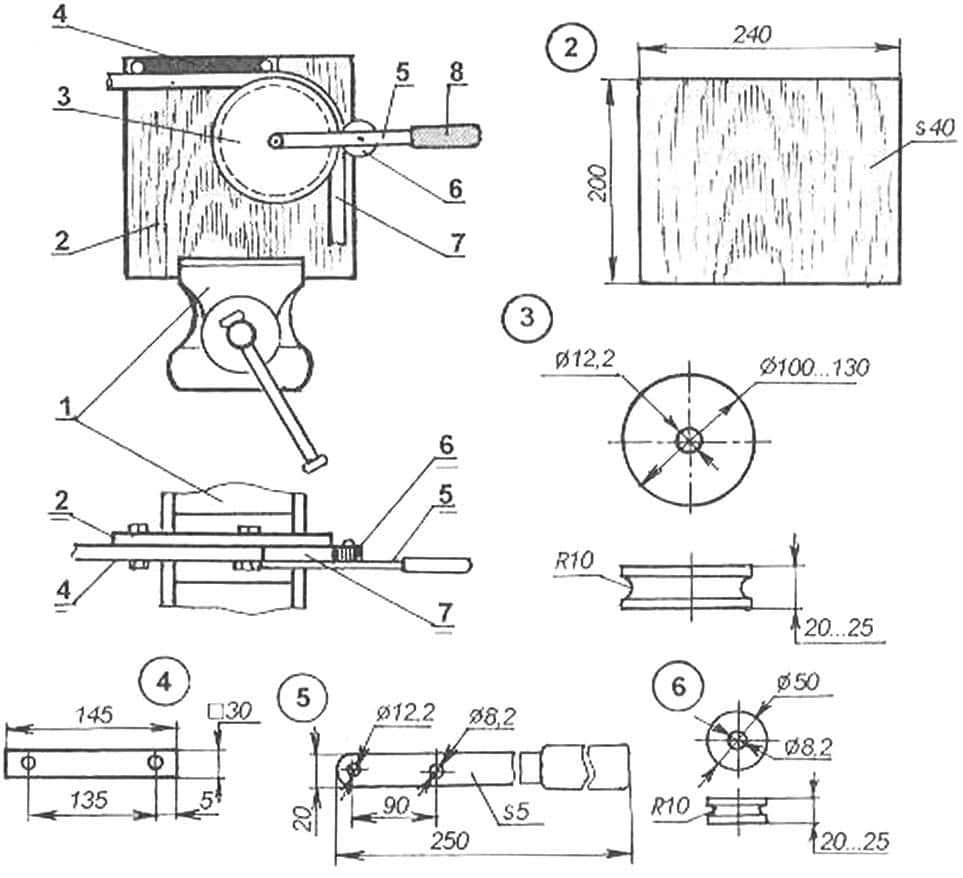
Для начала рекомендуем ознакомиться с чертежами данной конструкции, которые представлены ниже.
Здесь, как видите, ролик прижимается посредством резьбовой передачи. В данном примере будет применяться гидравлический домкрат и ручной привод, в котором будут присутствовать элементы газораспределительного механизма (речь идет о тех, что в автомобильных двигателях). И еще один момент: не забывайте о личной безопасности! Всегда пользуйтесь при работе средствами индивидуальной защиты!
Теперь – непосредственно к процессу изготовления трубогиба своими руками
Шаг первый. Для начала сделайте нажимной вал и опорные валы. Если не умеете работать с токарным станком, то потребуется помощь профессионала
При этом важно, чтобы ролики имели хвостовики, необходимые для монтажа звездочек
Шаг второй. Прикрепите к валам подшипниковые опоры, закрепите шестерни на шпонки.
Шаг третий. Сварите каркас будущего станка трубогиба. Прежде всего, изготовьте квадратную раму, на которой имеются опорные ножки, после чего установите на нее конструкцию, посредством которой будет двигаться плита с роликом.
Шаг четвертый. Плитой в данном случае послужит швеллер (Н- или П-образный). Чтобы установить нажимной вал, проделайте на краях плиты отверстия с учетом габаритов подшипниковых опор.
Шаг пятый. Кусок швеллера с роликом подвесьте на четырех пружинах сверху каркаса (по углам предварительно приварите гайки, которые послужат вам в роли монтажных петель). Затем установите, наконец, гидравлический домкрат.
Шаг шестой. На нижней раме зафиксируйте приводные валы.
Шаг седьмой. Наденьте на звездочки цепь, надавите на нее внизу, дабы определить место, где будет располагаться натяжитель. Установите последний на станине конструкции.
Шаг восьмой. Установите ручку, чтобы вращать валы конструкции. Рекомендуем использовать ручку с вращающейся трубкой, чтобы работать было легче, а на руках не было мозолей.
Шаг девятый. Готовый трубогиб своими руками можете обработать специальным преобразователем ржавчины, после чего покрасить.
В конце остается только проверить полученную конструкцию на предмет работоспособности. На этом все, надеемся, что вы, следуя нашим инструкциям, обязательно получите желаемый результат! И в конце – еще один тематический видеоматериал.
Удачи в работе!
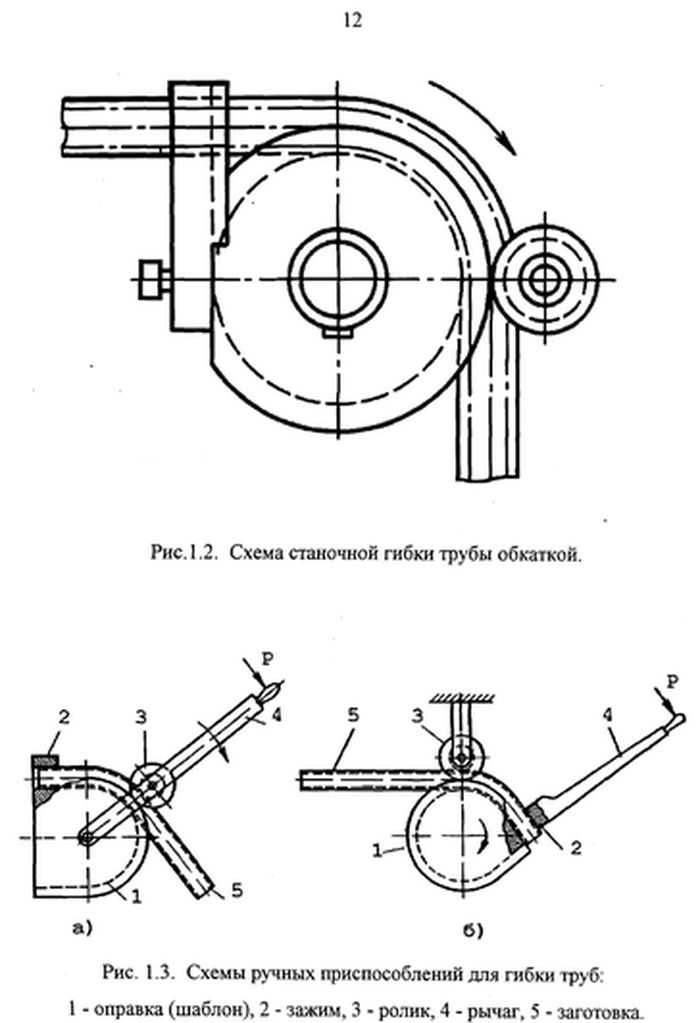
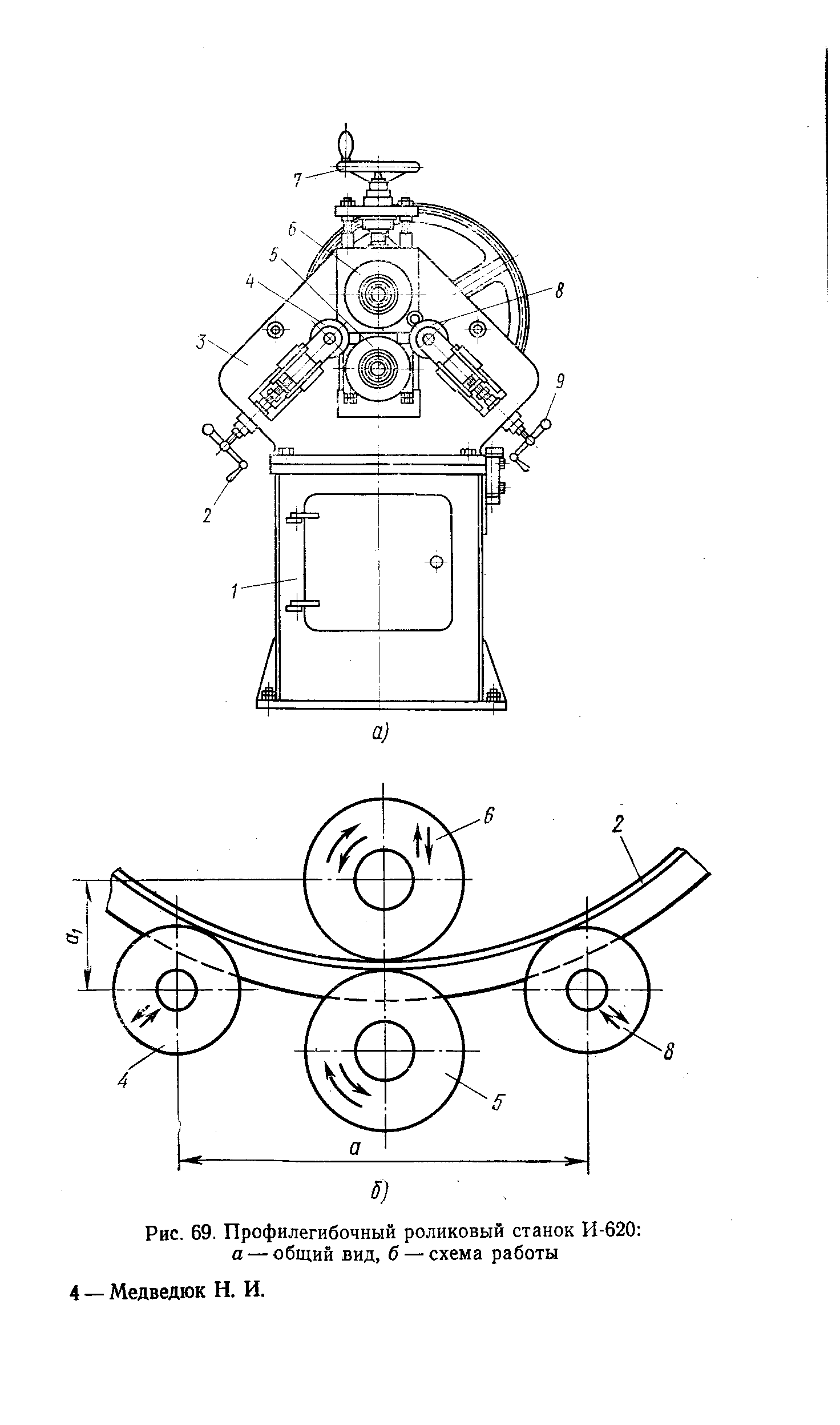
Устройство и принцип работы
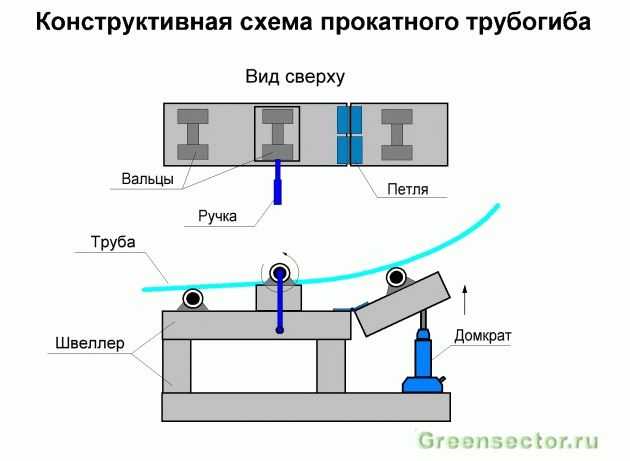
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Важные технические моменты при изготовлении профилегиба.
![]()
Гибка профильной трубы с заломами.![]()
Ролик трубогиба с ребром по центру.
Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
![]()
Профилегиб.
Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
![]()
Виды резьбы.
Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
![]()
Ролик трубогиба для гибки круглой трубы.
Принцип работы
Принцип, по которому работает листогибочный пресс, оснащенный гидравлическим приводом, является достаточно простым, но тем не менее обеспечивает как высокую производительность технологических операций, так и их безопасность.
![]()
На нижней балке пресса размещается матрица
Процесс гибки заготовок из листового металла при использовании станка данной категории выполняется в следующей последовательности:
Траверсу пресса фиксируют в «мертвой точке» листогибочного оборудования, расположенной в его верхней части.
Для того чтобы траверса начала перемещаться сверху вниз с требуемой скоростью, задействуют ножную педаль или кнопку, с помощью которых осуществляется управление данным механизмом. До некоторого положения траверса двигается со скоростью свободного падения, которая выше, чем скорость, необходимая для выполнения гибки. Несмотря на такое определение, как такового свободного падения траверсы не происходит, каждое ее движение контролируется и управляется посредством соответствующей аппаратуры.
Когда траверса максимально приближается к поверхности обрабатываемой заготовки, балке сообщается рабочая скорость. Управление всеми перемещениями траверсы, а также рабочими режимами таких перемещений обеспечивает гидравлическая система листогибочного пресса, а за контроль над такими процессами отвечают аппаратные регулировочные средства или специальные датчики.
Траверса станка после сообщения ей рабочей скорости стремится к нижней «мертвой точке», после достижения которой она некоторое время выдерживается в таком положении
Выдержка траверсы в нижней «мертвой точке» необходима для того, чтобы обеспечить равномерную нагрузку на поверхность заготовки, которая подвергается процессу гибки.
Очень важно после окончания гибки заготовки начать поднимать траверсу с определенной скоростью, что оказывает не меньшее влияние на качество выполняемой обработки, чем сам процесс ее выполнения. Стадия технологического процесса гибки, на которой происходит подъем траверсы над поверхностью только что обработанной заготовки, носит название декомпрессии.
После окончания декомпрессии траверса с достаточно высокой скоростью возвращается в верхнюю «мертвую точку».
Оборудование отключается, и готовое изделие извлекается из зоны обработки.
![]()
Изгиб листа металла происходит под воздействием пуансона, закрепленного на верхней балке пресса
Технологический процесс гибки заготовки из листового металла, осуществляемый на листогибочном прессе, оснащенном дополнительными рабочими механизмами, может несколько отличаться от вышеописанной схемы, но в целом суть его остается неизменной.
Выполняя обработку заготовок на гидравлическом листогибочном станке, руководствуются несколькими основными параметрами как используемого оборудования, так и технологического процесса. К таким параметрам, в частности, относятся:
- рабочая длина используемого оборудования;
- усилие, которое рабочий орган пресса оказывает на обрабатываемую заготовку;
- производительность, с которой выполняется обработка.
Кроме основных, есть еще и ряд дополнительных параметров, которые также необходимо учитывать как при выборе пресса, так и при выполнении обработки. К таким параметрам относятся:
- расстояние между боковыми стойками станка;
- скорость, с которой выполняются рабочие операции;
- расстояние, на которое максимально может подниматься траверса и др.
https://youtube.com/watch?v=vJyw4grp4zQ
1 Конструкция трубогиба и необходимые материалы
В строительной практике в разное время использовалось множество разнообразных моделей гибочных станков, отличающихся между собой как конструктивным устройством, так и принципом работы. Однако лучше всего зарекомендовали себя роликовые трубогибы, в сравнении с аналогами они отличаются большей эффективностью и простотой эксплуатации.
Конструкция такого станка состоит из следующих элементов:
- 3 ролика — два из которых фиксированы, а положение третьего можно регулировать по вертикали, изменяя тем самым радиус изгиба трубы;
- ось вращения, на которой крепятся ролики;
- приводной механизм, состоящий из шестеренок, соединяющих их цепи и ручного рычага;
- несущий каркас, на котором закреплены все вышеуказанные элементы.
Отметим, что трубогиб для профильной трубы обязательно нужно оснащать стальными роликами. Деревянные и полимерные ролики подойдут для работы с пластиковыми трубами, для металлического профиля их прочностных характеристик будет недостаточно.
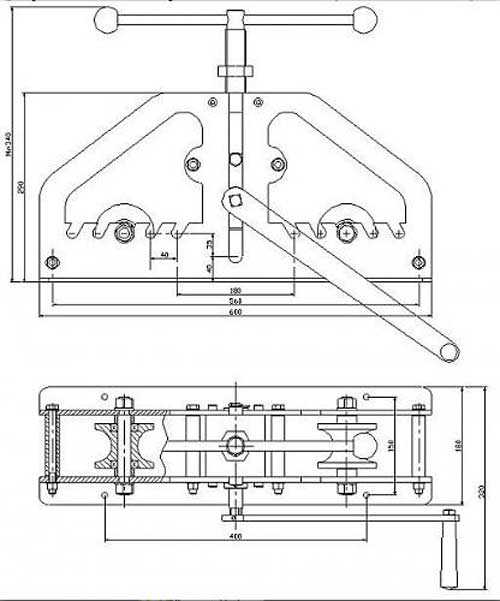
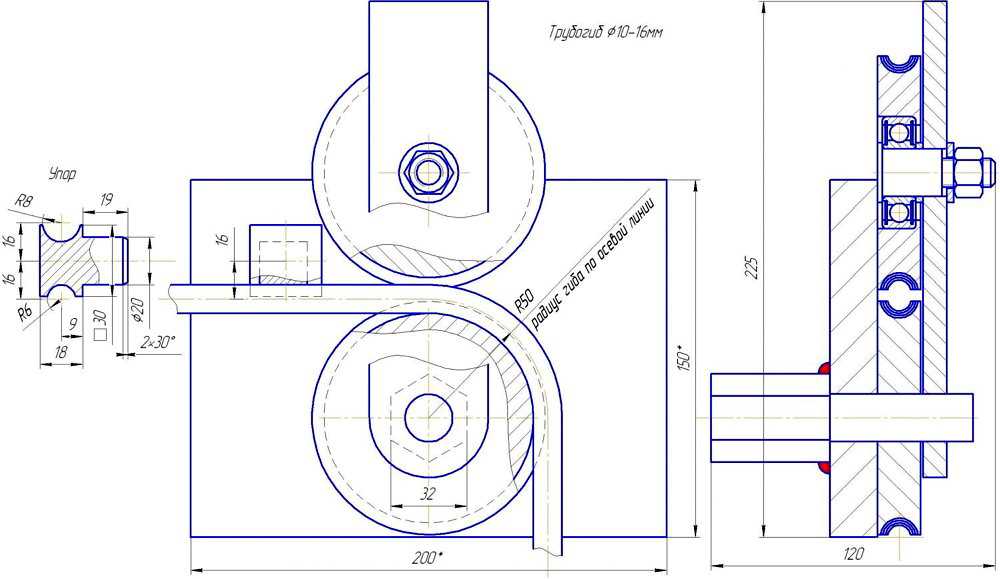
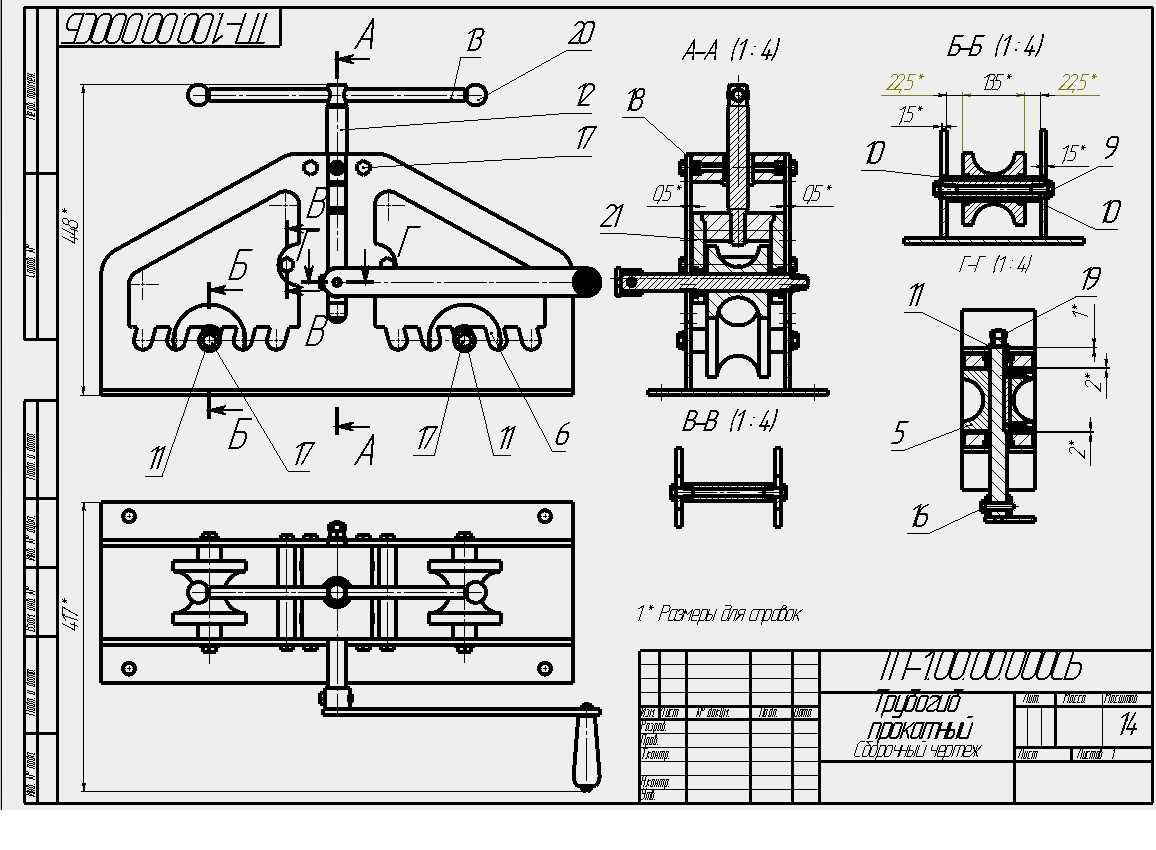
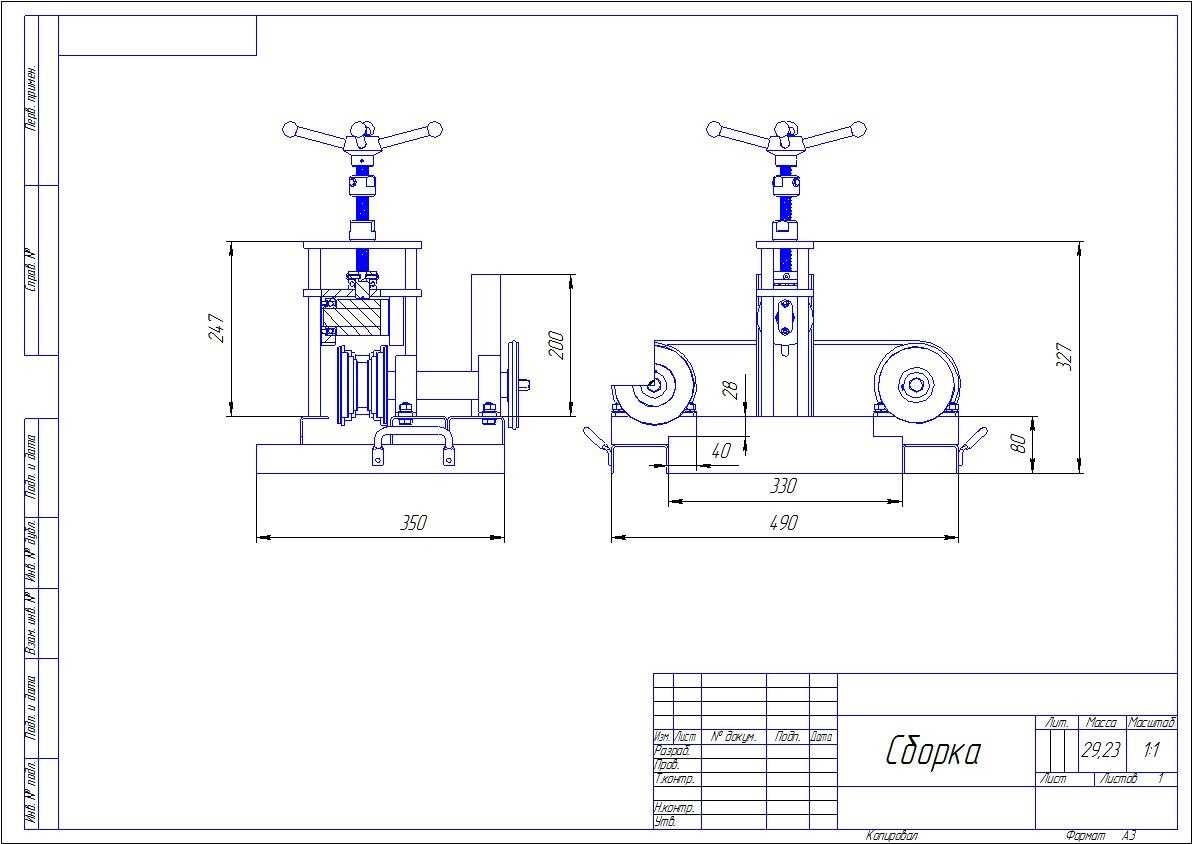
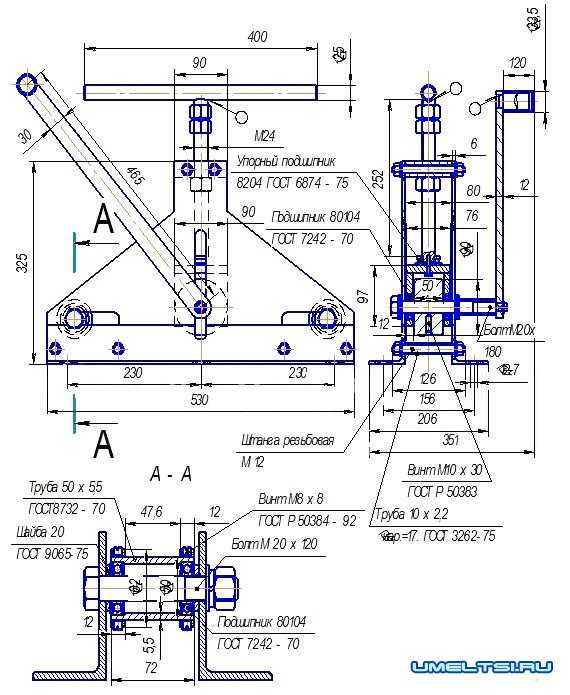
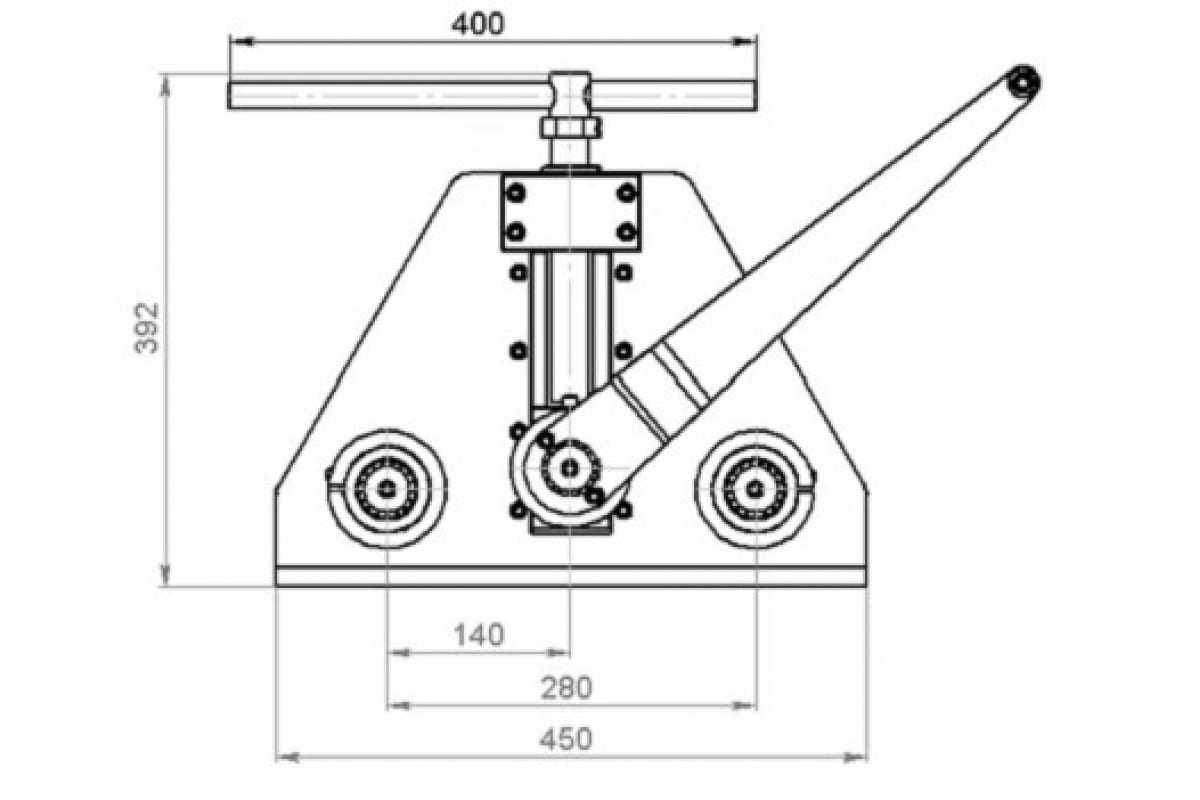
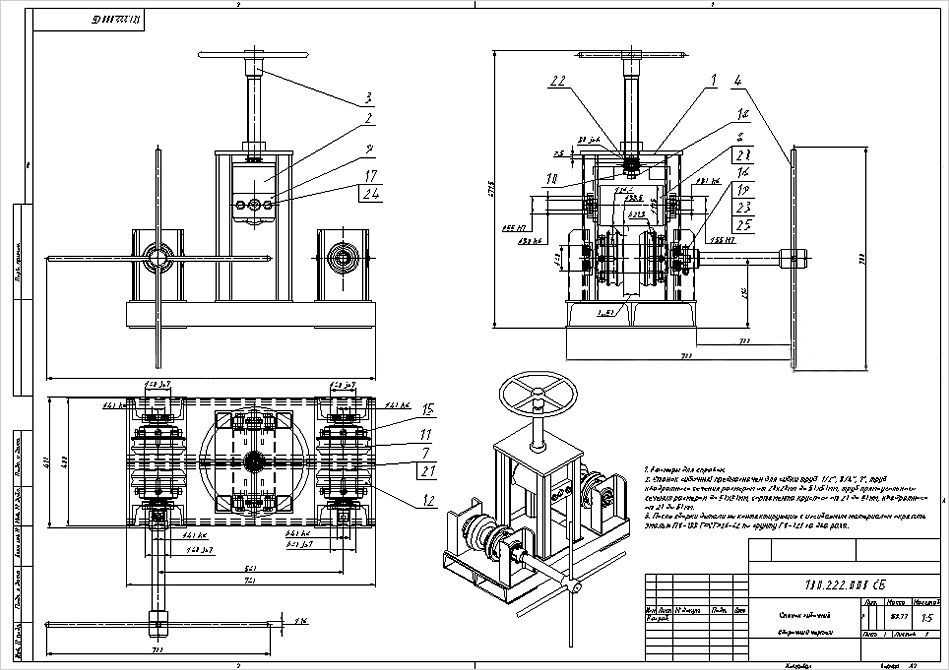
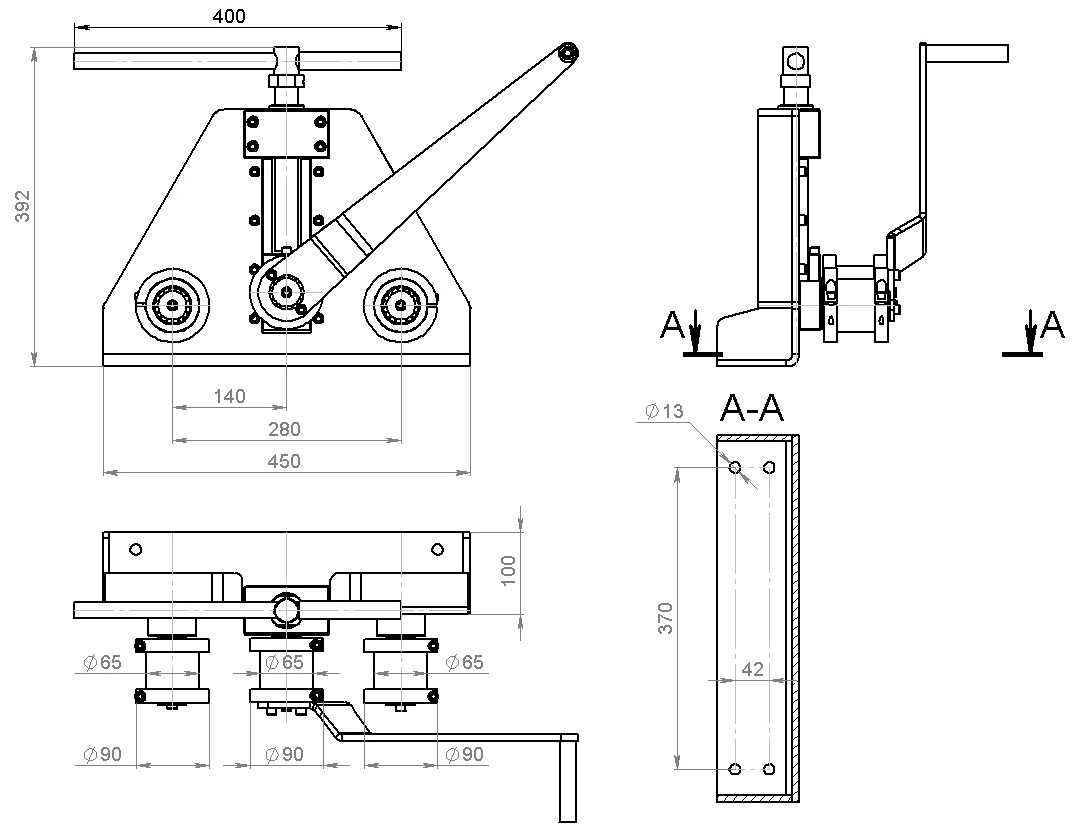
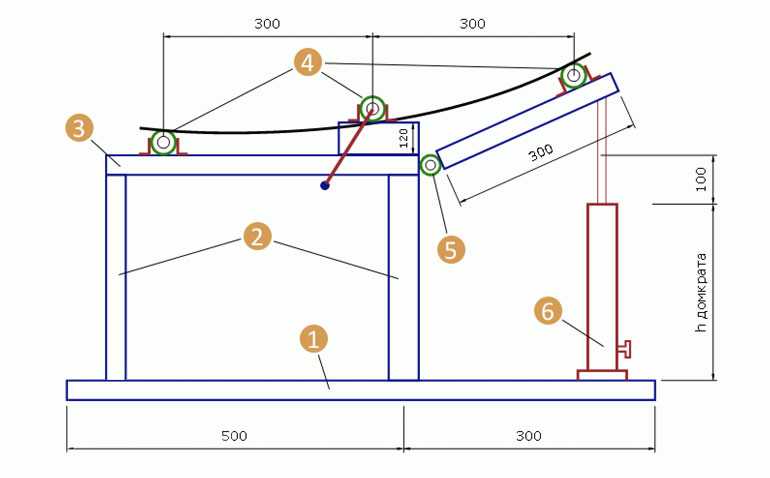
Схема трубогиба с размерами
Подобные трубогибы работают по принципу прокатки — это наиболее щадящий метод изгиба, при реализации которого вероятность излома профиля сводится к нулю. Для гибки трубу необходимо уложить на два нижних ролика и опустить верхний так, чтобы создать на нее давление, после чего с помощью ручного рычага ролики приводятся во вращение и начинается гибка. Процесс повторяется до тех пор, пока конструкции не будет задан требуемый радиус либо угол изгиба.
Чтобы сделать такой трубогиб своими руками вам потребуются следующие комплектующие:
- стандартный автомобильный домкрат;
- 3 стальных валика;
- квадратный профиль для каркаса;
- пружины;
- цепь и ручка для привода;
- втулки, металлическая пластина либо швеллер для опоры станка.
Для изготовления рамы необходимо брать профиль 20*20 с толщиной стенки не менее 5 мм. Диаметр валиков подбирается по ширине их внутреннего паза, руководствоваться необходимо максимальным размером труб, с которыми вы планируете работать.
1.2 Как сделать трубогиб — пошаговая инструкция
Чтобы сделать трубогиб своими руками вам потребуются такие электроинструменты как болгарка (с отрезным и шлифовальным кругом), сварочный аппарат и шуруповерт. Все металлические элементы станка рекомендуем предварительно покрыть антикоррозийной грунтовкой, таким образом вы значительно увеличите срок его эксплуатации.
Самодельный трубогиб для профильной трубы
Размеры станка приведены на вышеуказанной схеме, его сборка выполняется по следующему алгоритму:
- Обрезается подходящий по длине кусок швеллера, который будет использоваться в качестве опорной пластины для каркаса.
- Далее на токарном станке вытачиваются обоймы для подшипников внутри роликов и к опоре вертикально приваривается два отрезка уголка высотой 10-15 см.
- Монтируется основная несущая платформа под валики из аналогичного швеллера, длина которой короче длины нижней пластины на 10 см.
- В крайней части верхнего швеллера высверливается сквозное отверстие, в котором на резьбовую втулку монтируется отрезок верхнего швеллера недостающей длины. Под отрезком устанавливается домкрат, который упирается подъемником в регулируемую пластину.
- К верхней части каркаса привариваются 3 ролика, которые устанавливаются в подшипниках. Для поднятия боковых роликов над поверхностью пластины используется уголок, центральный поднимается на большую высоту посредством прямоугольного профиля.
-
В отверстие центрального ролика устанавливается ось вращения, к которой приваривается приводная ручка, после чего вал цепью соединяется остальными роликами. Изготавливать самодельный трубогиб без цепи, оставляя приводным только один ролик, не рекомендуется, так как в таком случае возможно снижение КПД работы из-за пробуксовки профиля при прокатке. На приводном рычаге лучше всего делать проворачивающуюся ручку.
Сделать хороший трубогиб своими руками — недостаточно, еще необходимо научиться правильно работать с таким оборудованием. Существует два метода гибки — холодный и горячий. Холодный является наиболее простым в реализации, но при этом очень грубым методом, поскольку он оставляет на профиле видимую деформацию в месте, где в трубу вдавливался ролик в начале процесса (вся остальная часть профиля гнется ровно).
Однако холодный метод при работе с особо толстостенным профилем применять достаточно проблематично, так как он требует значительных трудозатрат. Тут оптимально подходит горячая гибка, которая предполагает нагрев участка трубы в зоне начального воздействия, что позволяет значительно увеличить ее пластичность. В качестве источника огня лучше всего использовать паяльную лампу.
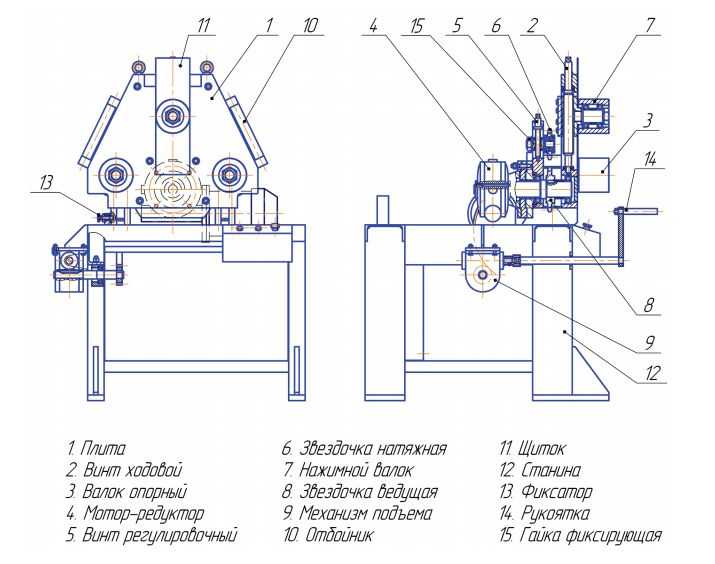
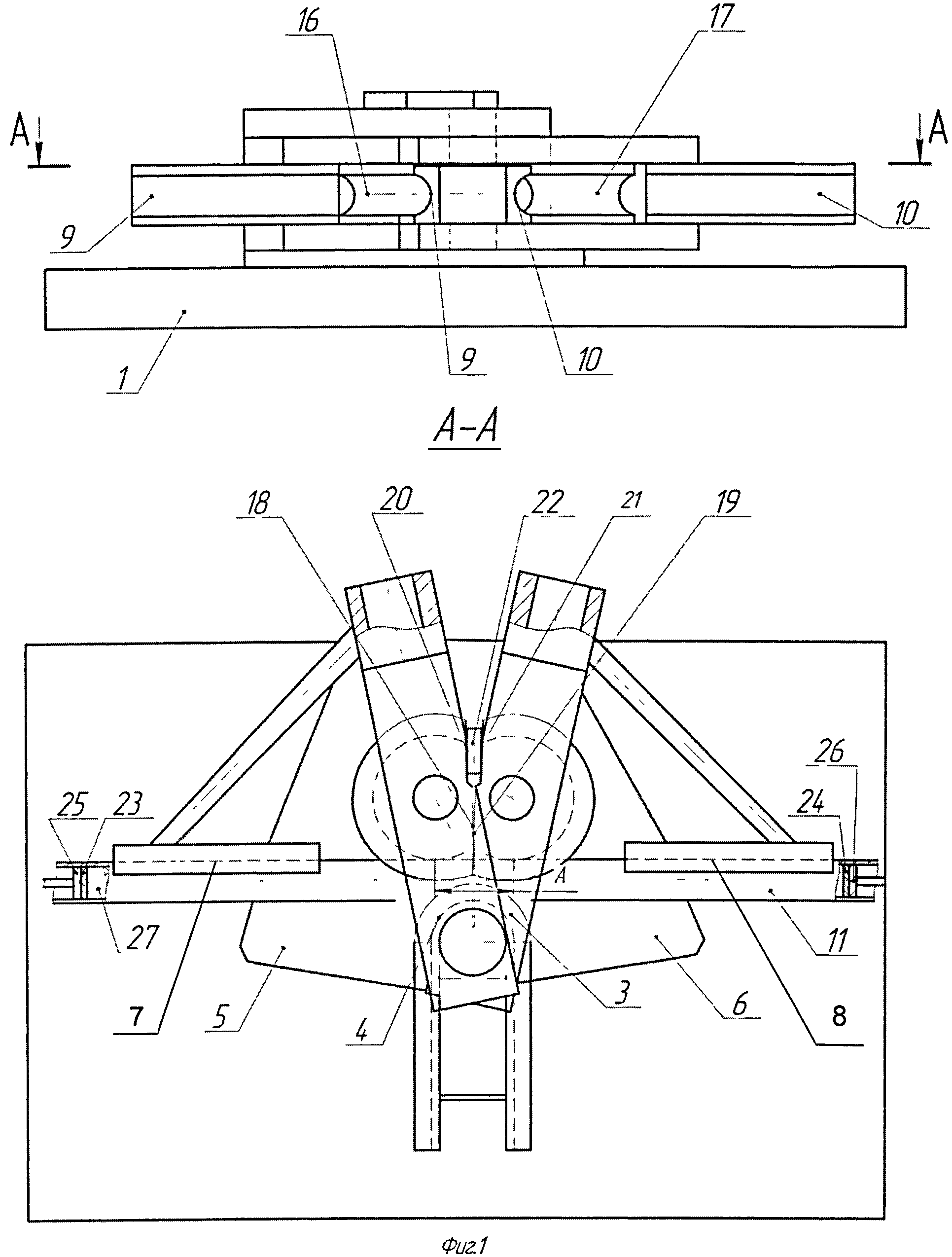
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:

- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
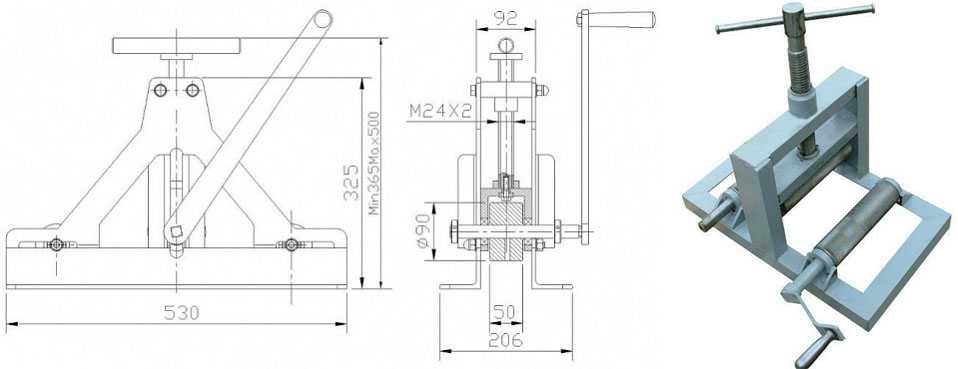
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
https://youtube.com/watch?v=eoWdXK1XdCI
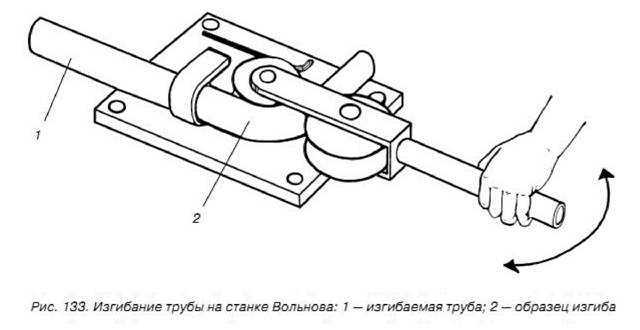
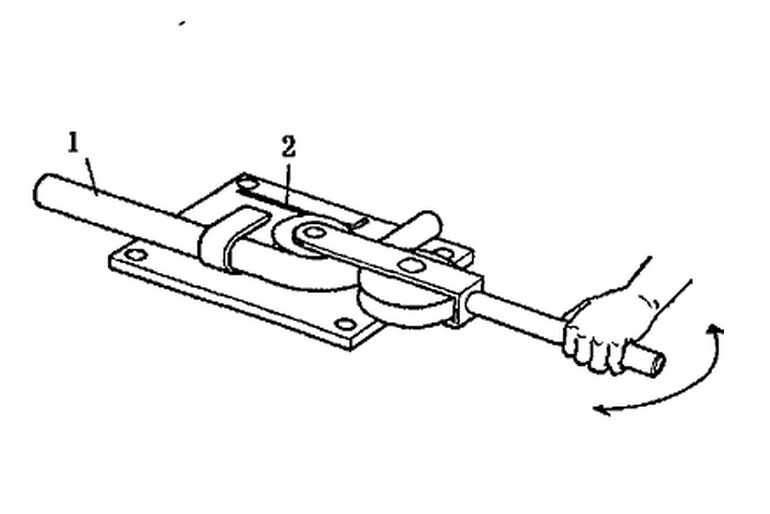
Видео: процесс работы по изгибанию трубы
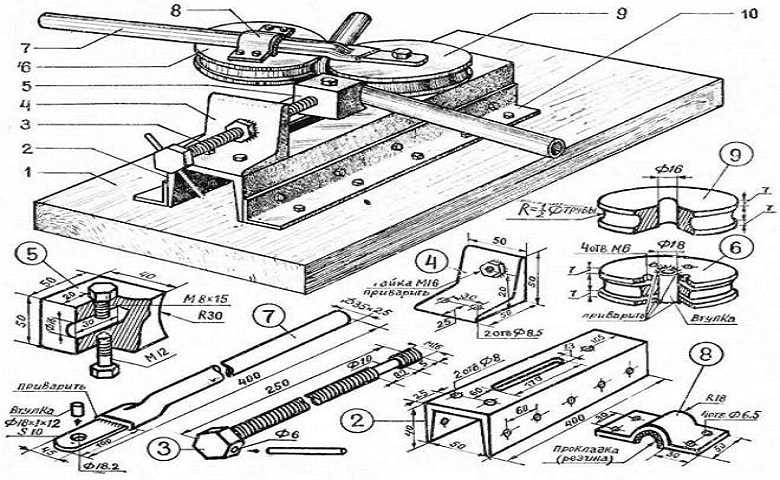
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
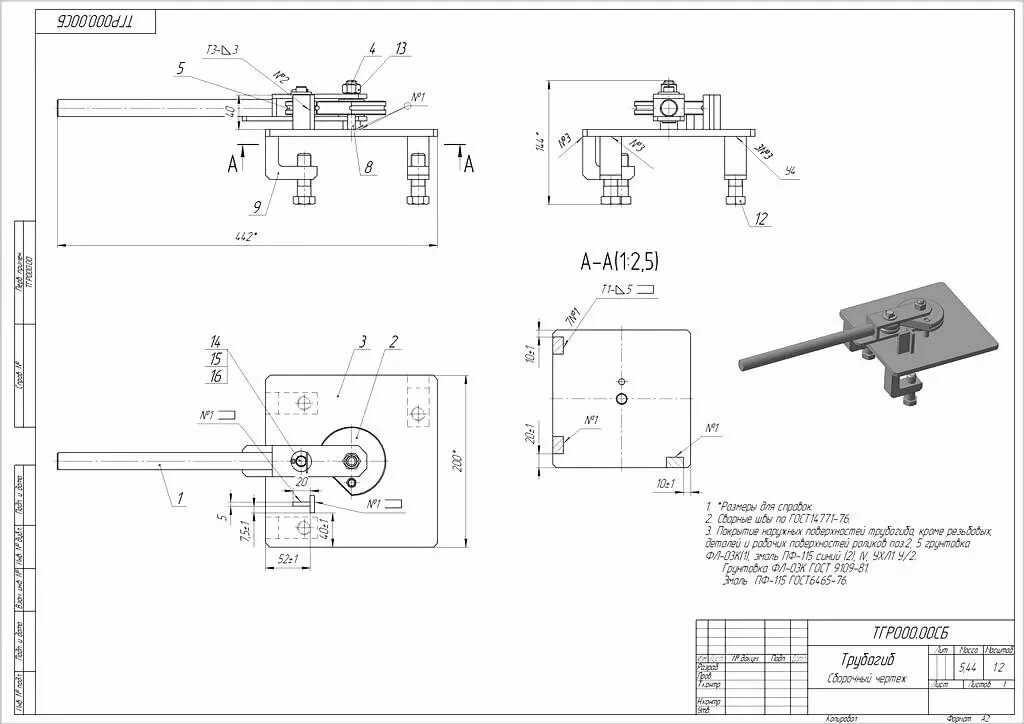
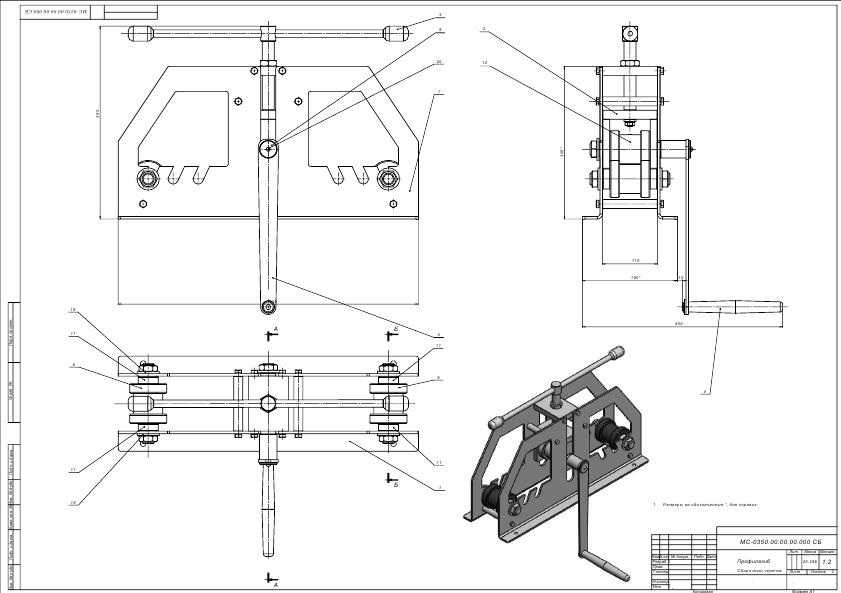
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.



