
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
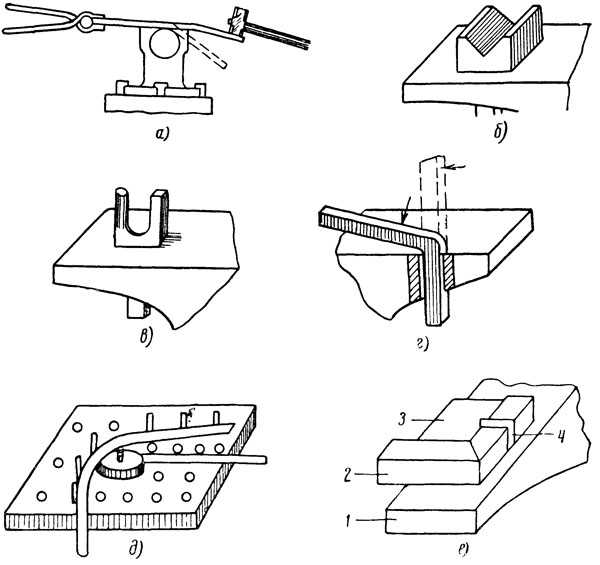
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
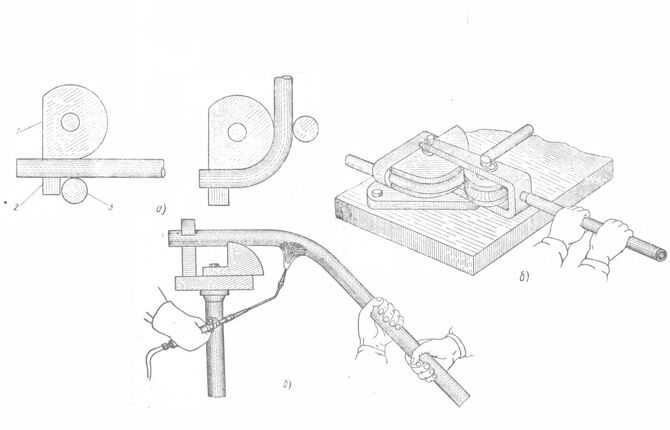
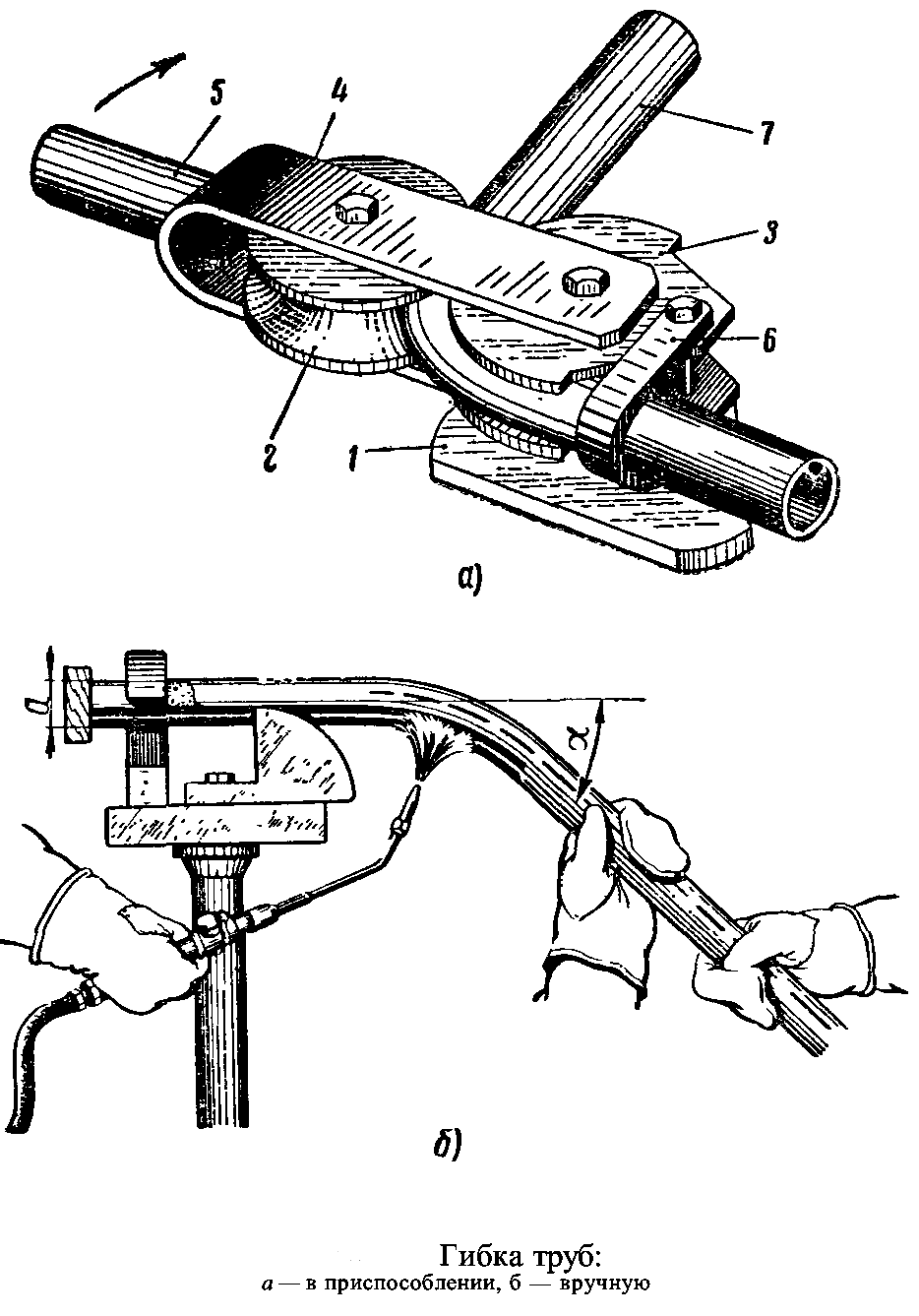
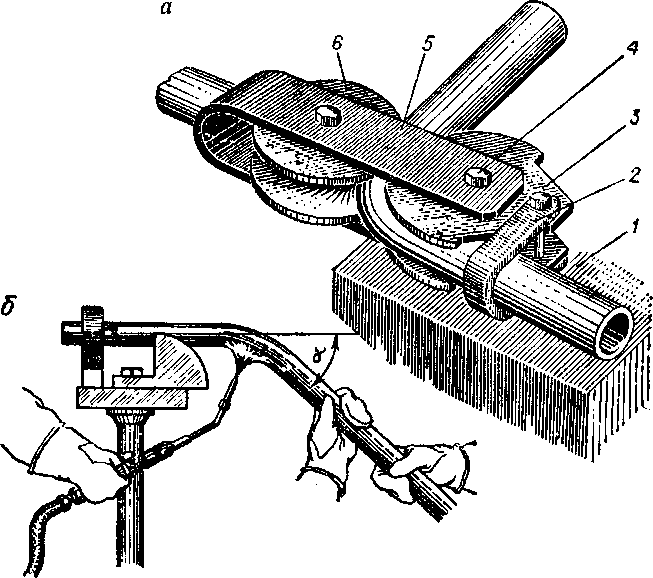
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
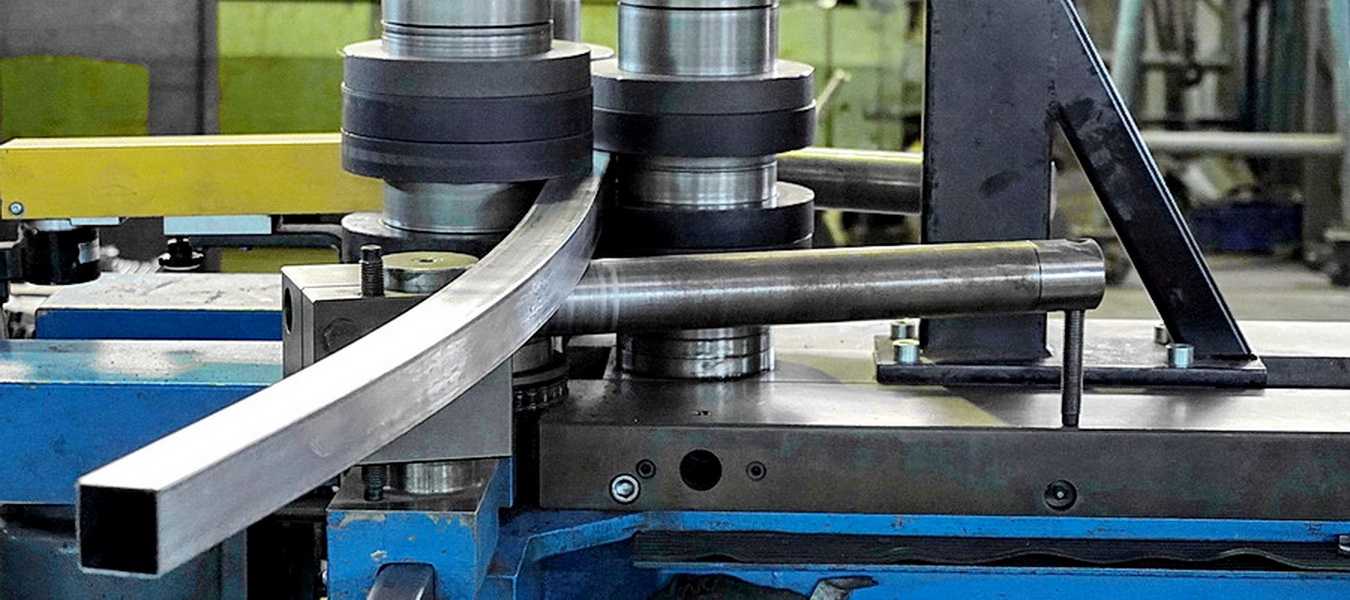
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
https://youtube.com/watch?v=S-tW2jymcSQ
Сферы применения
Алюминий практически не требует технического обслуживания. Благодаря своим достоинствам трубы из этого металла широко используются в производстве, строительстве и других отраслях:
- Производство мебели, рекламного, торгового оборудования.
![]()
Применение алюминиевых труб
- Перилла, ограды, беседки и прочие конструкции на загородных территориях и прилегающих к частным домам участках.
- Сельское хозяйство. Благодаря высокой сопротивляемости воде и износостойкости, алюминиевый металлопрокат активно применяется при монтаже дренажных систем. Сельскохозяйственные культуры также не оказывают негативного воздействия на этот металл.
- Гнутая труба используется в сборке конструкций с навесными фасадами.
- Элементы буровых вышек сконструированы из алюминиевых деталей. Благодаря высокой пропускной способности риск появления заторов в системе сводится к нулю. Металлопрокат из алюминия долгое время выдерживает агрессивное воздействие углеводородов.
- Прокладка канализационных систем. Сточные воды и др. активные вещества не действуют на рассматриваемый металл.
- Детали из алюминия часто применяют в вентиляционных системах, так как им легко придать нужную конфигурацию, несложно разрезать болгаркой.
Кроме перечисленных сфер, трубы из алюминия в изделиях выполняют декоративную функцию: решетки, витринные каркасы, обшивка стен.
![]()
Элементы декора
Стационарное оборудование
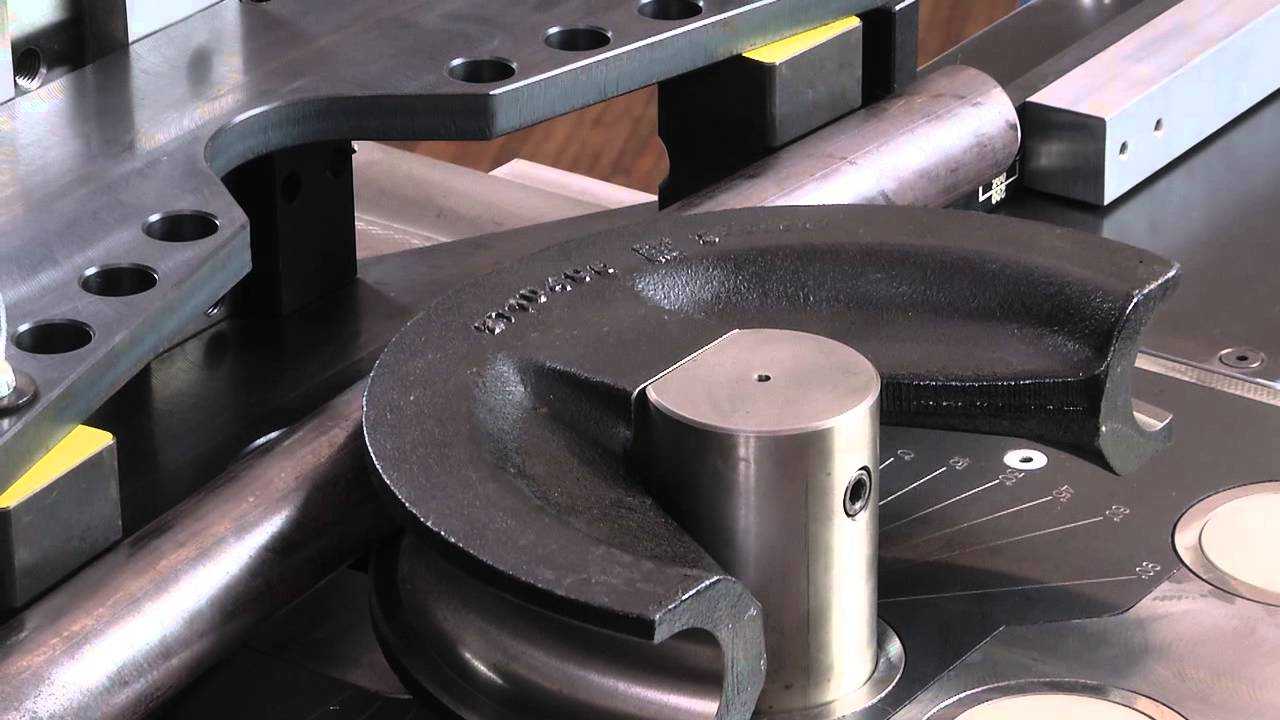
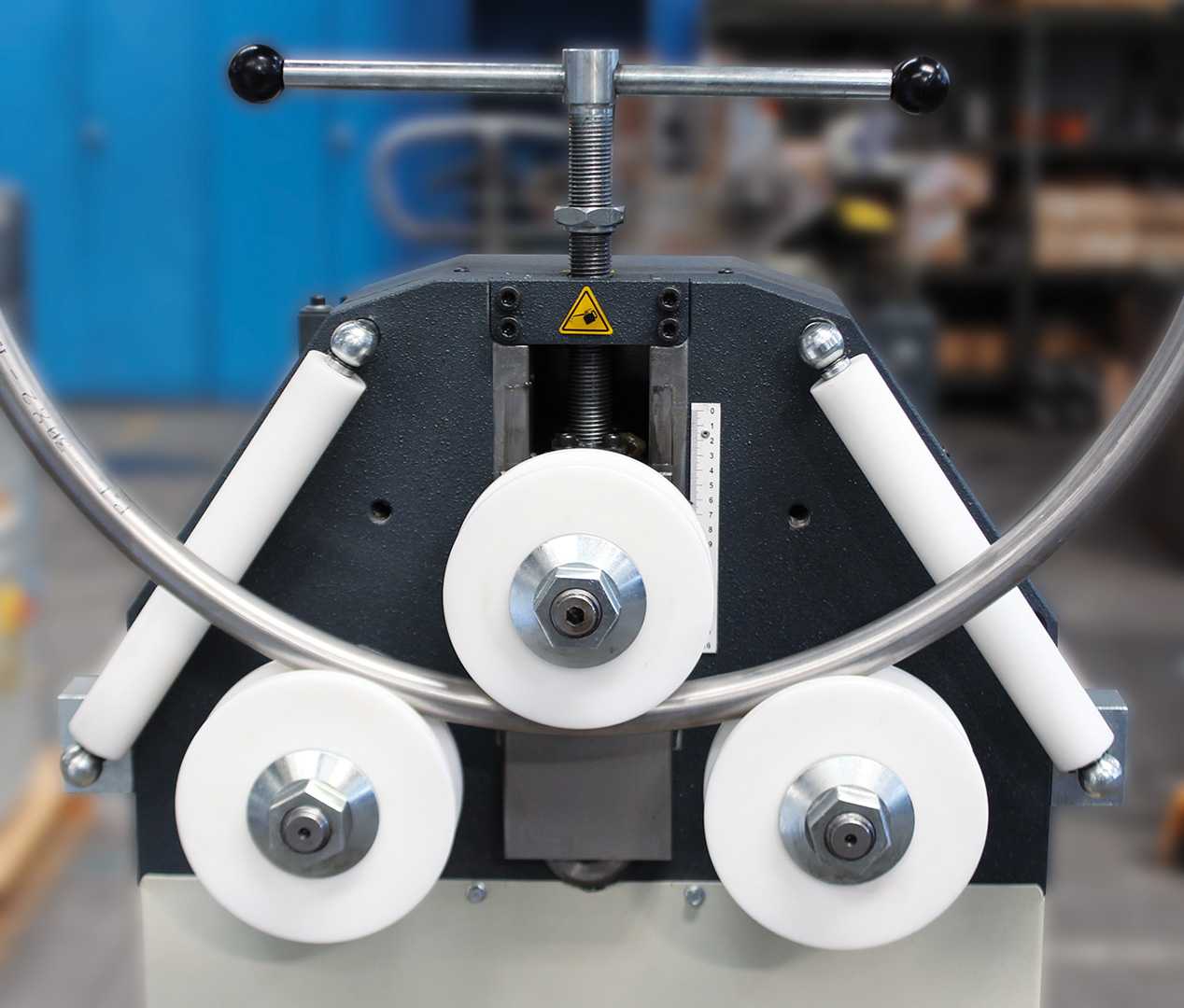
Примером габаритной машины, задача которой — гибка алюминиевого профиля по радиусу, является профилегибочный станок. Основные рабочие органы оборудования — стационарные и подвижные ролики, геометрия которых повторяет контур заготовки в поперечном сечении. По числу роликов делятся на группы:
Читать также: Сетка кладочная для чего используется
У первых два ролика вращаются в одном направлении и находятся на одной линии, осуществляя подачу профиля на третий ролик, вращающийся противоположно. Регулируя расстояние между двумя сонаправленными элементами, мастер изменяет радиус сгиба алюминиевой заготовки. Если требуется получить очень малый радиус, выполняют несколько проходов через ролики.
Четырехроликовые станки применяются при гибке профилей сложной формы (круги, спирали и т.п.). Два ролика также неподвижны и сонаправлены, а два других осуществляют изгиб нестандартного изделия. Радиус настраивается своими руками, либо на компьютере при наличии электронного управления.
У станков может варьироваться положение роликов. Оно бывает:
Первые подходят для элементов с большим сечением (высотой до 300 мм), вторые — для небольших заготовок (прокатная продукция) или особо сложных материалов (оконные профили). Теперь — пара слов об устройствах для гибки под углом.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.




![]()
Модернизированная гибочная плита
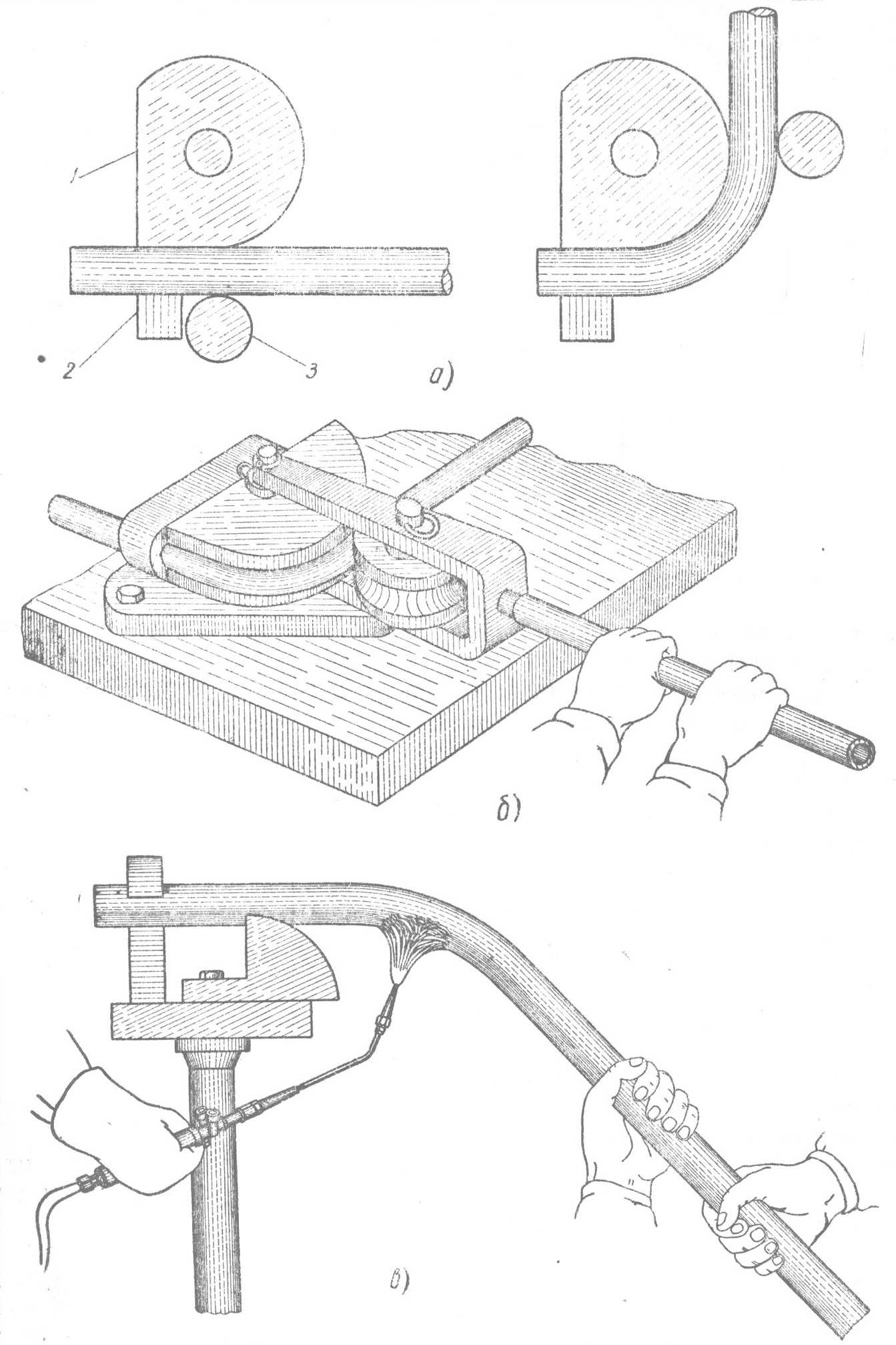
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
![]()
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.
![]()
Особенности трубогиба
Трубогиб – это станок, который позволяет гнуть алюминиевую трубку достаточно быстро и в разнообразных направлениях. Его можно приобрести в магазине или же изготовить своими руками. Но для начала нужно разобраться в принципе его действия и выяснить, какие виды трубогибов существуют сегодня.
https://youtube.com/watch?v=12GTPPitaDA
Разнообразие профилей, которые способен изгибать трубогиб, ограничивается видом валика, который входит в его конструкцию. Кроме того, данный станок позволяет загибать изделие на определенный, заранее подготовленный угол.
Виды трубогиба:
- Гидравлический (с широким спектром действия). Способен изгибать элементы из любого материала под любым необходимым углом.
- Ручной (более распространенный тип). Подходит для сгибания изделий из пластика и цветных металлов.
- С наличием электрического привода (увеличивает качество определенного радиуса сгиба для труб с разнообразным сечением).
![]()
При работе с трубогибом следует соблюдать правила техники безопасности Значительный минус трубогиба – его высокая стоимость. Особенно это касается модели с электроприводом.
https://youtube.com/watch?v=lhq3_XB7-ww
Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.
![]()
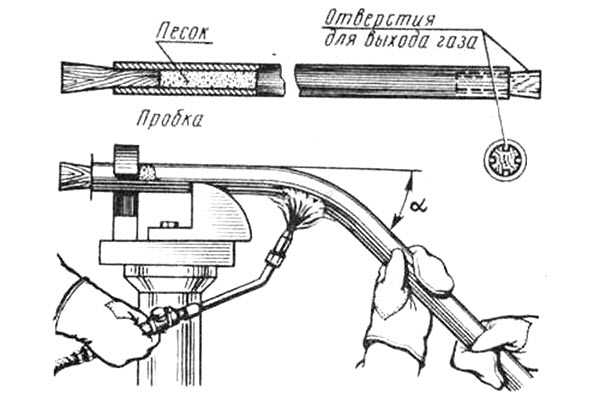
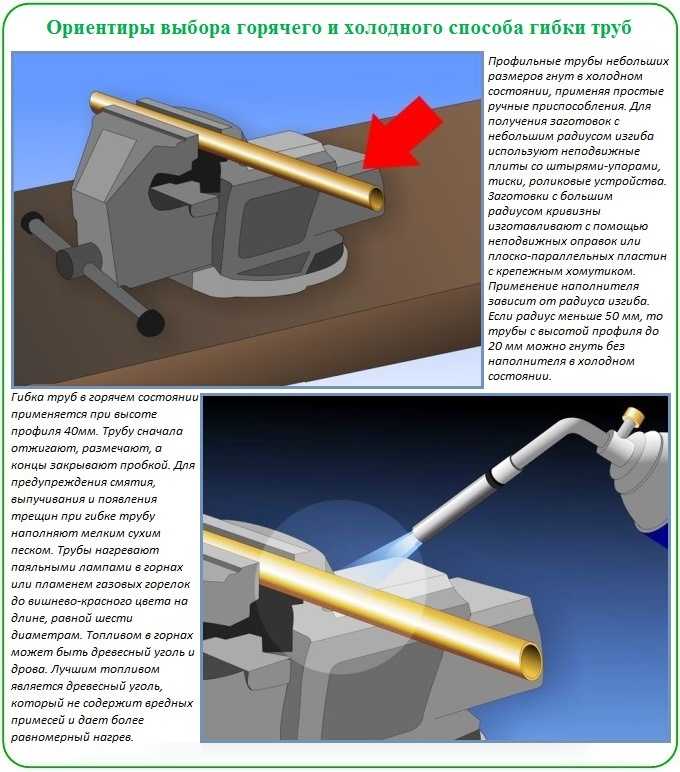
Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
- газовую горелку,
- паяльную лампу.
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Рекомендуем ознакомиться: Где применяют профильные трубы из нержавеющей стали и в чём их преимущество
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
Нормативные документы
Все виды выпускаемой продукции нормируются государственными стандартами. Высокое качество продукции гарантируется стандартизированными методами испытания труб, оговоренными в стандартах.
Стандарты и ГОСТы
Классификация алюминиевых профильных труб производится по способу производства:
Холоднодеформированные алюминиевые профильные трубы выпускаются в соответствии с ГОСТ 18475 – 82 «Трубы холоднодеформированные из алюминия и алюминиевых сплавов», ГОСТ192096-83 «Трубы бесшовные холоднодеформированные из алюминиевых сплавов».
![]()
- Прессованные трубы – по ГОСТ 18482 – 79 «Трубы прессованные из алюминия и алюминиевых сплавов».
- Сварная прямошовная труба из сплавов – по ГОСТ 23697 – 79 «Трубы сварные прямошовные из алюминиевых сплавов».
![]()
Использование оборудования
Для изгиба труб используют специальные механизмы. Их называют трубогибами и различают по принципу действия. Применять инструмент можно и на производстве, и в домашних условиях. Обработке подвергаются профильные и круглые трубы. Существуют такие трубогибы:
- Пружинный. Сгибаемый элемент перед началом процесса закладывается в пружину. После применить для заготовки холодный или термический метод обработки, в конце которого пружину удалить.
![]()
Пружинный трубогиб
- Рычажный или механизм Вольнова. Заготовку размещают в специальную форму, которая соответствует определенному диаметру. Технология не требует нагревания трубы. Изгиб происходит под действием рычажной силой.
- Арбалетный. Заготовка укрепляется в конструкции, оснащенной гнущим сегментом. Устройство осуществляет продавливание трубы.
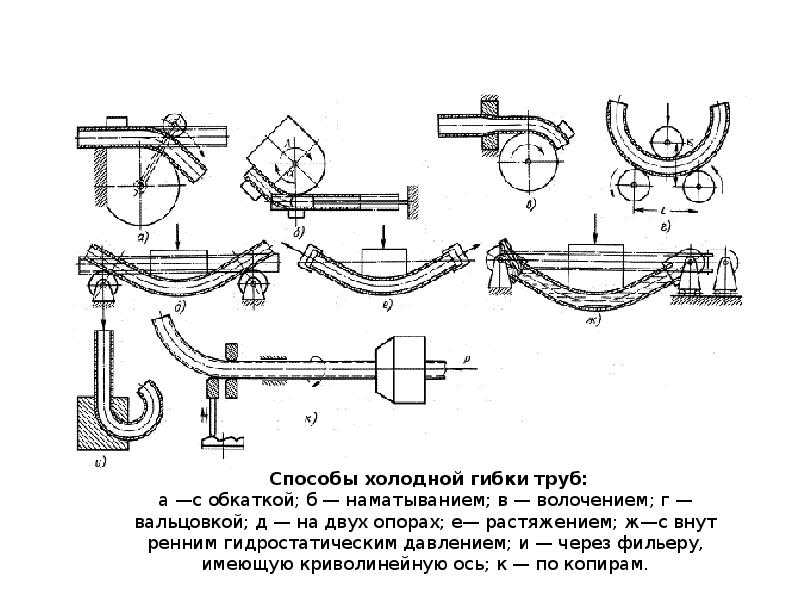
Использование инструмента позволяет как согнуть, так и выпрямить алюминиевую деталь разной конфигурации и диаметра. При этом риск повреждения минимальный, практически равен нулю. В специализированном оборудовании могут применяться такие способы:
- Проталкивание. Алюминиевая деталь проталкивается между роликами, один из которых ее отклоняет. В результате получается дугообразный изгиб с небольшим радиусом.
- Прокат. Трубу диаметром от 1 до 10 см прокатывают между гибочными роликами. Их размер должен точно соответствовать диаметру заготовки. Процедура осуществляется трехвалковым инструментом в несколько заходов. Он выполняет сгибы в форме дуги, кольца, спирали. С помощью такого механизма можно изгибать как профильную, так и круглую трубу.
- Обработка давлением. Процесс происходит с использованием штампов, изгибающих детали с внешней стороны. Другой вариант – гидроформирование. В этом случае для обработки трубы в нее под давлением заливают воду или масло.
- Обкатывание. Для этого способа применяется обкатной элемент трубогиба, сгибающий деталь под давлением. Процесс не сопровождается нагреванием. В зонах без давления изделие прогибается в противоположную сторону.
![]()
Арбалетный механизм Если под рукой нет специального приспособления, детали из алюминия можно загнуть без трубогиба.
Технология сгибания
Существуют следующие технологии изгиба:
- Исходную заготовку обрабатывать на трубогибочном станке с эластичным дорном, например, резиновым.
- Согнуть трубку диаметром до 20 мм можно за один переход использовав устройство для холодного сгибания.
- Если необходимо обработать более сложный пространственный контур или трубу большего диаметра, заготовки подогревают. Используются резиновые или составные дроны.
- Уменьшение зоны с растягивающими напряжениями. Для этого применяется перемещающийся ролик.
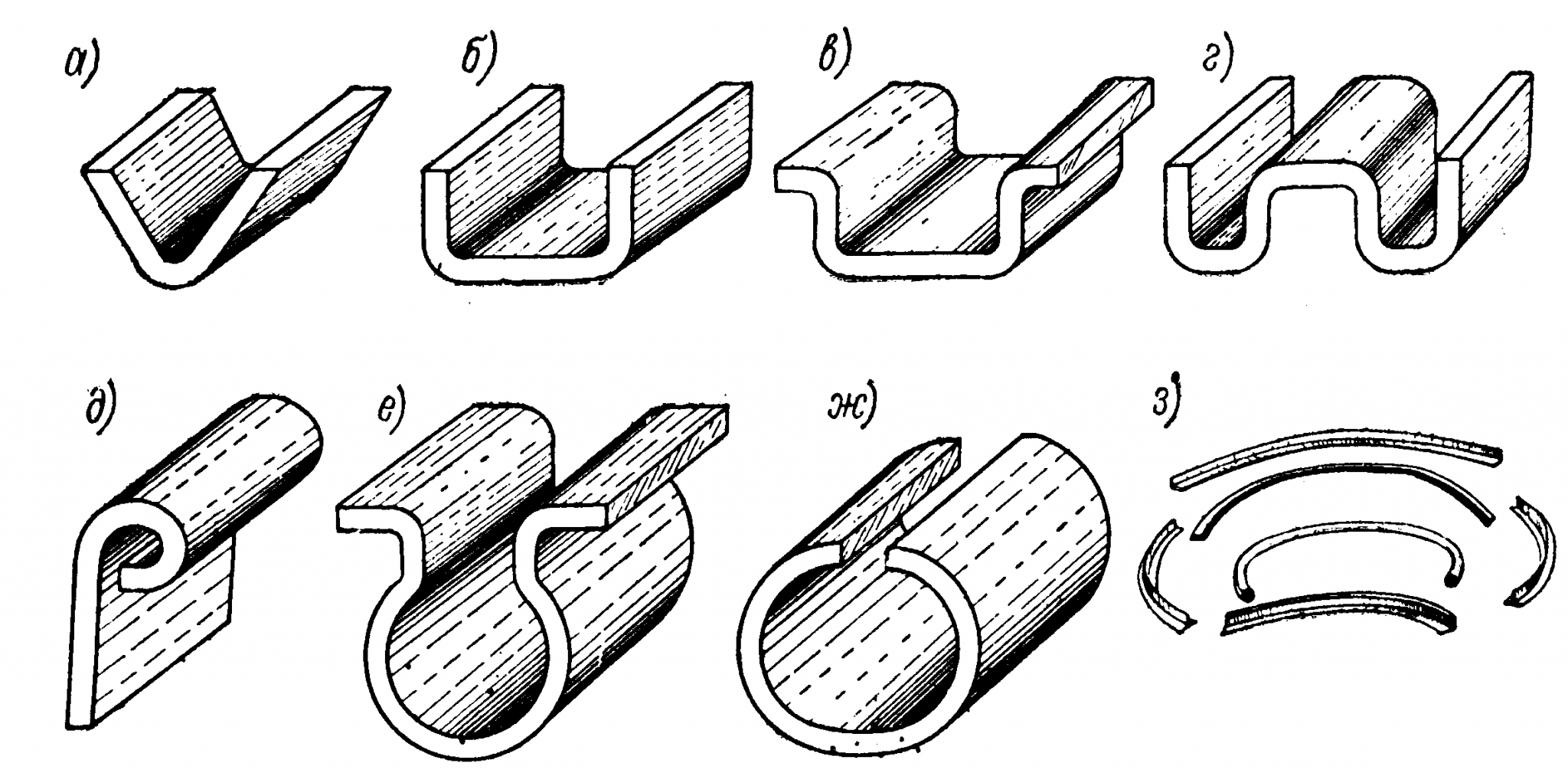
Изгиб деталей в одной плоскости может иметь вид:
- утки;
- скобы;
- отвода;
- калача.
Трубки с двумя изгибами в 135º – утка, если сгиба 3 (центральный угол прямой, крайние – 135º) – скоба, в 45º – 135º – отвод, а в виде полуокружности – калач.
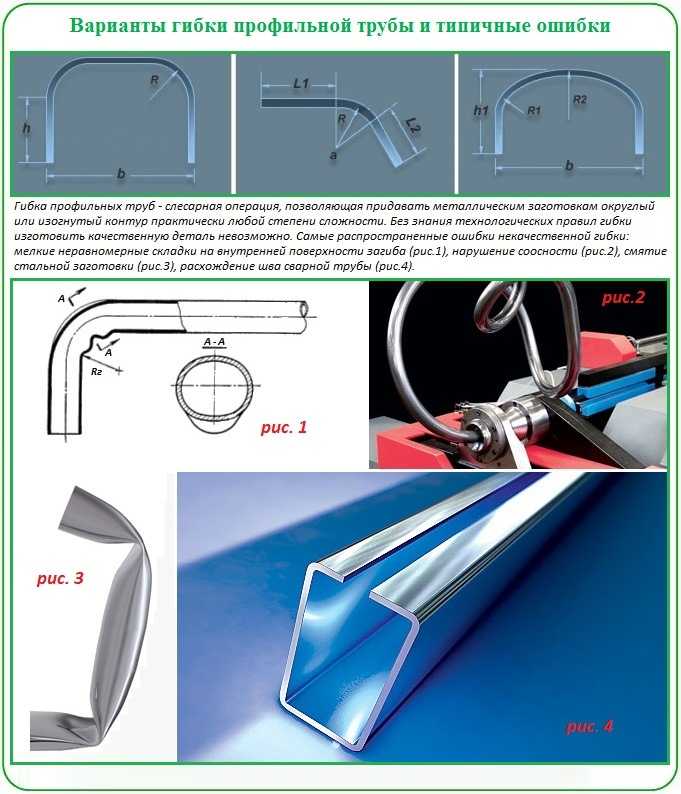
Какой бы вариант обработки заготовки не применялся, главное – избежать дефектов в процессе изгиба. Это достигается правильным выбором способа и инструмента.




![]() Калач
Калач
Альтернативные варианты сгибания труб в домашних условиях
Рассмотрим, как согнуть профильную трубу без применения специальных станков. Следует заметить, что гибка профильной трубы по радиусу должна удовлетворять следующим требованиям:
- желательная толщина стенки трубы должна быть более 2 см, в противном случае изгиб чреват разрушением целостности конструкции трубы;
- положим высоту профиля трубы Z > 2 см, тогда профильная труба, гнутая на отрезке длиной 3,5 х Z, не будет разрушена и не утратит надежности.
Немаловажной является температура изделия при сгибании. Не секрет, что в нагретом состоянии изменить кривизну металлического изделия легче
Но, если работы производятся в домашних условиях, то крайне необходимо соблюдать технику безопасности и следить за своими действиями.
https://youtube.com/watch?v=1mohcspmsKw
Сгибание профильных труб при помощи болгарки
Еще одним способом достижения желаемого радиуса загиба своими руками является применение болгарки. В месте предполагаемого изгиба необходимо сделать несколько поперечных пропилов (обычно их необходимо три), далее просто согнем профильную трубу своими руками и сварим места пропилов сварочным аппаратом.
Поскольку профильная труба имеет сечение правильной формы, то итоговое изделие будет иметь вполне эстетичный вид (если аккуратно зашлифовать сваренные участки) с ненарушенными показателями прочности.
Способ с использованием пружины
Сгибание профильной трубы небольшого сечения с использованием пружины
Способ довольно прост и может быть реализован следующим образом: необходимо взять проволоку (желательно из стали) толщиной примерно 2 мм, сделать из нее квадратную пружину, которую вставить в трубу, далее стоит нагреть место, где будет изгиб и собственно согнуть трубу до того радиуса, который необходим. Стоит сразу отслеживать, как правильно согнуть профильную трубу, поскольку нагретая труба не долго будет сохранять свою пластичность.
Трубогиб для профильных труб любого сечения с электродвигателем
Сгибание труб с использованием песка
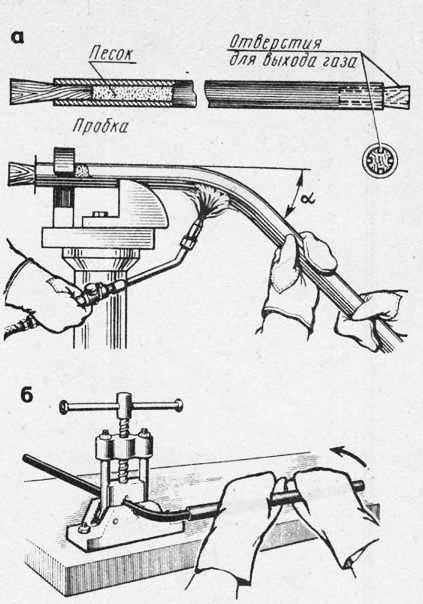
Когда нет возможности произвести работы в специализированных мастерских и дело ограничивается домашними условиями и своими руками, на помощь приходят самые разнообразные идеи того, как согнуть профильную трубу, не затратив больших финансовых и физических усилий. Рассмотрим подробнее, как выгнуть профильную трубу: в домашних условиях при этом можно использовать песок, обязательно просеянный и высушенный. А также деревянные клинья, которые соизмеримы со срезом трубы и могут быть в него забиты.
Порядок действий следующий:
- забить клин с одной стороны трубы;
- засыпать внутрь песок;
- забить клин с другой стороны, тем самым сделав своеобразную заглушку.
Далее, зафиксировав один конец, можно производить сгибание на нужный радиус. При этом место сгиба также можно нагреть для облегчения выполнения операции. Целостность и прочность трубы обеспечит засыпанный песок, который после успешного сгибания можно удалить, выбив предварительно деревянные клинья.
Самодельное приспособление для изгиба профильных труб
Как согнуть профильную трубу с помощью воды
Согнуть профильные трубы в домашних условиях, как необходимо по проекту, можно при помощи воды. При этом труба должна быть сделана из меди либо из любого иного цветного металла. Необходимо закрыть один из концов профильной трубы заглушкой и залить внутрь воду. Важным является обеспечение ее нахождения при отрицательной температуре для того, чтобы вода могла замерзнуть. В таком состоянии согнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.
https://youtube.com/watch?v=eoWdXK1XdCI
Как согнуть трубу посредством трубогиба
1 Тип станка предназначен для радиусной гибки профильных труб.
Характеристики стандартного станка :
Максимальное сечение трубы #8212; 40 х40х2, 50х25х2 мм.
Минимальные диаметры круга:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 #8212; 650 мм,
- 40х20х2 #8212; 650 мм,
- 40х40х2 #8212; 1800 мм,
- 50х25х2 #8212; 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 25000 рублей .
2 Тип станка предназначен для радиусной гибки профильных труб, круглой трубы и полосы.
Характеристики универсального станка :
Максимальное сечение трубы #8212; 40х40х2, 50х25х2 мм.
Максимальное сечение круглой трубы 32х2.8 мм.
Минимальные диаметры круга профильных труб:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 #8212; 650 мм,
- 40х20х2 #8212; 650 мм,
- 40х40х2 #8212; 1800 мм,
- 50х25х2 #8212; 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 30000 рублей .
По желанию Заказчика за дополнительную плату станок комплектуется индикатором часового типа для изготовления более точных всех последующих заготовок.
За дополнительную плату станок может быть укомплектован электроприводом 220-380В
Гарантия 2 года
Саратовская обл. г. Энгельс






Профильную конструкцию можно изогнуть, предварительно прогрев место изгиба газовой горелкой или паяльной лампой. Однако данный метод имеет свои минусы: трудоемкость работы, плохой внешний вид сгиба.
Куда разумней выполнить работу с профильной конструкцией для теплицы посредством трубогиба. Изгиб происходит за счет давления валика. При этом можно контролировать угол изгиба. Трубогиб можно выполнить своими руками.
Для этого потребуются:
- Три ролика;
- Стол из металла;
- Кронштейн;
- Раствор из бетона;
- Сварочный аппарат;
- Стальные конструкции размерами от 70 до 150 мм;
- Ходовой винт;
- Швеллер.
Конструкция выполняется из двух труб из стали. Они фиксируются в плите посредством раствора, а затем прикрепляются, при помощи сварочного аппарата, к швеллеру. Между конструкциями должно быть соблюдено расстояние в 600 мм.
Ролики монтируются на осях на одной линии. Между ними должно быть не менее 50 см. Третий ролик устанавливается в середине. Монтируется он выше двух уже установленных роликов на 100 мм. Такой ролик приподнимается домкратом и отвечает за угол выполняемого изгиба.
При выполнении работы ролик крепится к столу из металла. К оси фиксируется кронштейн с прижимной осью. На нее монтируется ролик, аналогичный профилю конструкции. Сама конструкция, при работе, проходит через ролики. При этом она придерживается руками. По окончанию работы требуется проверить угол профильной трубы для теплицы, приложив ее к шаблону.
Сгибаем металлопластиковые трубы
Металлопластиковые трубы также относятся к тонкостенным трубам. Они очень часто используются в домашних условиях. Потому сгибать приходится их часто при выполнении различных систем. В некоторых случаях приходится изгибать трубы до 180 и более градусов. Очень часто приходится гнуть металлопластиковые трубы при выполнении напольного отопления. Там встречается большое количество изгибов и поворотов труб.
![]()
Чтобы не повредить изделие при сгибании, необходимо использовать некоторые инструменты. Не получится сразу согнуть металлопластиковую тонкостенную трубу на большой радиус. Если резко гнуть трубу, ее внутренняя стенка сломается. Изгиб нужно проводить плавно, все время, смещаясь вдоль трубы. Пять движений, и труба может быть согнута под прямым углом. Далее постепенно продолжаем сгибать изделие до нужного радиуса.
Можно достичь расстояния параллельных участков при изгибе на 180 градусов до 15 сантиметров. Примечательно, что аналогичным способом можно вернуть форму изделию. Запрещается гнуть металлопластиковые трубы с помощью нагревания по объективным причинам.
https://youtube.com/watch?v=gYZXOyMzPqA



