Предварительно напряженные железобетонные конструкции
Сущность.
С течением длительного времени потери предварительного напряжения арматуры существенно увеличиваются за счет усадки и ползучести бетона и арматуры, релаксации напряжений арматуры и многих других факторов.
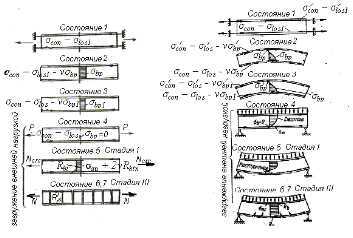
Установившееся предварительное напряжение растяжения в арматуре, (рис. 15, а, точка 2), будет уравновешиваться напряжением предварительного обжатия бетона (рис. 15, б и в).
С этими предварительными напряжениями в арматуре и в бетоне железобетонный элемент (см. рис. 15, в) поступает на строительную площадку.
Кавабанга! Ребристое монолитное перекрытие и его применение в частном строительстве
Рассмотрим принципиальное отличие предварительно напряженных конструкций от конструкций без предварительного напряжения.
Еще до приложения внешней нагрузки в арматуре предварительно напряженных конструкций действуют значительные предварительные напряжения растяжения (см. рис. 15, а, точка 2), обжимающие бетон элементов (см. рис. 15, б и в).
Внешняя растягивающая сила N (рис. 15, г) вызывает относительное удлинение предварительно напряженного элемента. Вследствие этого предварительное обжатие бетона погасится.
С возрастанием внешней нагрузки N будет возрастать е вплоть до величины упругого обжатия бетона.
Недостатки.
Железобетонным конструкциям с предварительно напряженной арматурой присущи следующие основные недостатки.
Большая тепло- и звукопроводность железобетона требует усложнения конструкции и дополнительного применения прокладок из тепло- и звукоизолирующих материалов.
Предварительно напряженные конструкции отличаются недостаточной коррозийной стойкостью.
Коррозия цементного камня в бетоне может происходить за счет:
1) выщелачивания из него извести мягкими водами, обусловливающего образование на поверхности бетона белых подтеков («белая смерть» бетона);
2) образования растворимых и уносимых водой продуктов, связанных с обменными реакциями при действии на бетон растворов кислот и некоторых солей;
Основные мероприятия по защите железобетона от коррозии сводятся к следующему:
– предупреждение образования трещин или ограничение их раскрытия;
– ограничение степени агрессивности окружающей среды;
– применение плотных и водонепроницаемых бетонов на специальных сульфатостойких цементах;
– защита поверхностей разнообразными полимерными материалами, кислотоупорной штукатуркой, керамической облицовкой, оклеечной и обмазочной изоляцией;
– перерасход арматуры до 10. 20%; увеличение защитного слоя бетона до 25 мм.
Нефть и ее погоны уменьшают сопротивление бетона растяжению, сжатию и сцепление с арматурой, вследствие чего бетон становится проницаемым для жидкостей.
Растительные и животные масла и жиры, особенно прогорклые, содержат жирную кислоту, которая омыляет известь бетона и образует разрушающее бетон известковое мыло.
Сахар, сиропы, патока образуют с известью растворимые соли — сахараты, которые быстро разрушают свежий бетон.
Вот почему, несмотря на короткую историю развития (
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения:При сдаче лабораторной работы, студент делает вид, что все знает; преподаватель делает вид, что верит ему. 9941 – | 7563 – или читать все.
Особенности расчета преднапряженных конструкций
Статический момент приведенного сечения относительно оси 1-1, проходящей по нижней грани сечения,
где А — площадь части сечения; уi — расстояние от центра тяжести i-й части сечения до оси 1-1.
Расстояние от центра тяжести приведенного сечения до оси 1-1
Момент инерции приведенного сечения относительно оси, проходящей через центр тяжести приведенного сечения где Ii — момент инерции i-й части сечения относительно оси, проходящей через центр тяжести этой части сечения.
Расстояния до верхней и нижней границы ядра сечения от центра тяжести приведенного сечения составляют:
Значение eR определяют по формуле
Расчет по прочности сечений изгибаемых элементов производят из условия
Допускается напряжение os определять по формуле
где z — расстояние от центра тяжести арматуры, расположенной в растянутой зоне сечения, до точки приложения равнодействующей усилий в сжатой зоне элемента; еsp — расстояние от центра тяжести той же арматуры до точки приложения усилия Np.
Для элементов прямоугольного поперечного сечения при отсутствии (или без учета) сжатой арматуры значение z определяют по формуле
где xN — высота сжатой зоны, определяемая с учетом влияния усилия предварительного обжатия Np.
Напряжения. os, определяемые по формулам (93), не должны превышать Rs,ser—osp. В остальном расчет аналогичен расчету элементов с ненапрягаемой арматурой.


Допускается для элементов прямоугольного сечения высоту сжатой зоны определять по формуле
Кривизну изгибаемых преднапряженных элементов можно определять по формуле
Преимущества технологии преднапряжения железобетона
Преднапряженные конструкции оказываются экономичными для зданий и сооружений с такими пролетами, нагрузками и условиями работы, при которых применение железобетонных конструкций без предварительного напряжения технически невозможно, или вызывает чрезмерно большой перерасход бетона и стали для обеспечения требуемой жесткости и несущей способности конструкций.
Предварительное напряжение, увеличивающее жесткость и сопротивление конструкций образованию трещин, повышает их выносливость при работе на воздействие многократно повторяющейся нагрузки. Это объясняется уменьшением перепада напряжений в арматуре и бетоне, вызываемого изменением величины внешней нагрузки. Правильно запроектированные преднапряженные конструкции и здания безопасны в эксплуатации и более надежны, особенно в сейсмических зонах. С возрастанием процента армирования сейсмостойкость предварительно напряженных конструкций во многих случаях повышается. Это объясняется тем, что благодаря применению более прочных и легких материалов сечения преднапряженных конструкций в большинстве случаев оказываются меньшими по сравнению с железобетонными конструкциями без предварительного напряжения той же несущей способности, а, следовательно, более гибкими и легкими.
В большинстве развитых зарубежных стран из предварительно напряженного железобетона во все возрастающих объемах изготавливают конструкции перекрытий и покрытий зданий различного назначения, значительную часть изделий, используемых в инженерных сооружениях и в транспортном строительстве; появились производства элементов наружного архитектурного оформления зданий.
https://youtube.com/watch?v=WA7dlyg1spo
https://youtube.com/watch?v=eKG8zWQX55s
https://youtube.com/watch?v=YKj9DOYWRFA
Преднапряженное армирование
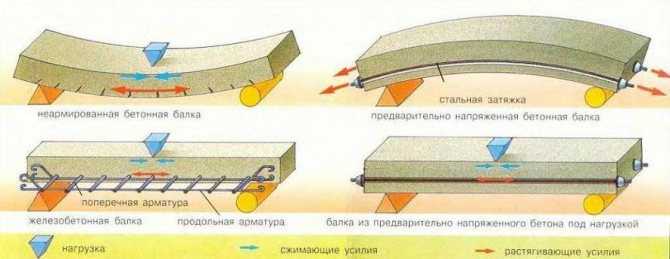
Как известно, бетон очень устойчив к силам сжатия и неустойчив к силам растяжения (прочность бетона при растяжении составляет приблизительно 10% от прочности растяжения). Традиционые железобетонные конструкции перекрытия (плита, балка) при воздействии нагрузки приобретают определенный изгиб, в результате нижняя часть (зона растяжения) поперечного сечения приобретает удлинение. Даже незначительное удлинение достаточно для появления трещин. Стальная арматура, которая обычно размещается в зоне растяжения, чтобы ограничить ширину трещин и взять на себя напряжение растяжения, работает как «пассивное» армирование — она не воспринимает воздействие сил (не включается в общую работу конструкции) до момента, когда бетонная конструкция приобретает изгиб, достаточный для образования трещин.
В случае с постнапряженной железобетонной конструкцией ее армирование работает, как «активное» армирование. Так как канаты подвергнуты напряжению, армирование эффективно (включается в общую работу конструкции), даже если трещины в бетоне не появились. Таким образом, постнапряженные железобетонные конструкции при полной нагрузке могут быть запроектированы с минимальным изгибом и образованием трещин.
Существует два типа систем постнапряженного армирования: несвязанные и связанные.
Несвязанная система постнапряженного армирования
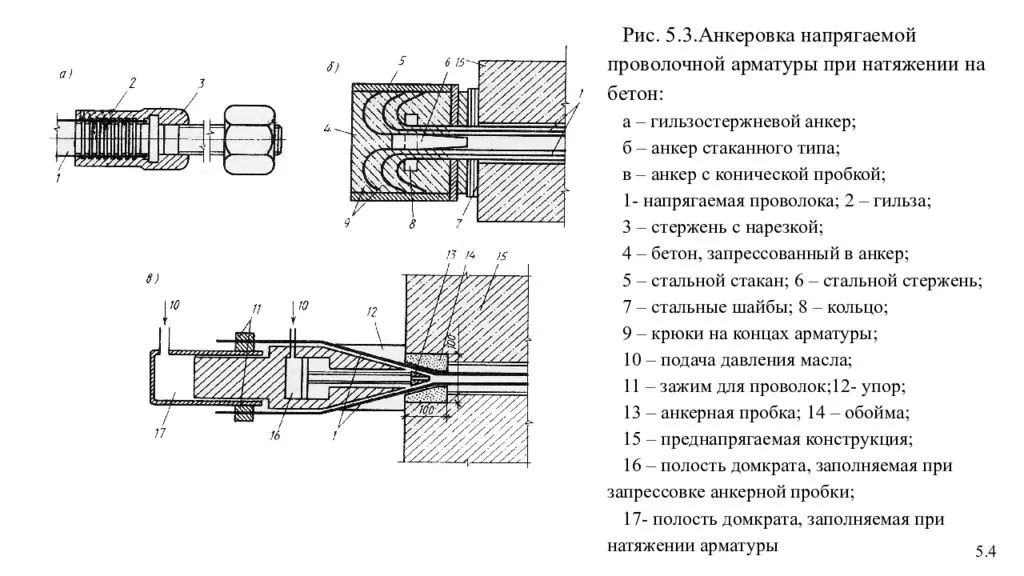
В несвязанной системе постнапряженного армирования канаты с бетоном не находятся в прямой связи. Самые распространенные несвязанные системы постнапряженного армирования – это системы типа одного каната, которые используются для балок и плит перекрытия зданий, для многоэтажных автостоянок и плит на грунте. Элемент системы армирования типа одного каната состоит из семи проволок, покрытых антикоррозийной смазкой и помещенных в пластиковую оболочку и анкеровки, состоящей из литого металлического элемента (анкера) и конического трехлепесткового клина – для заклинивания каната. Для анкерования каната используются два анкера (на каждом конце по одному), которые передают силу сжатия на конструкцию. Один из анкеров выполняет функцию пассивного анкера, второй — функцию активного анкера. Через активный анкер выполняется растяжение каната, в свою очередь, пассивный анкер обеспечивает анкерование на другом конце каната. В случае длинного элемента системы армирования типа одного каната по длине могут быть введены промежуточные анкеры.
Связанная система постнапряженного армирования
В связанной системе постнапряженного армирования канаты в пластиковой или металлической оболочке расположены два или более каната. Эти канаты подвержены напряжению большими многоарматурными гидравлическими домкратами и заанкерованы в соответствующих анкерах. После выполнения напряжения оболочка каната заполняется цементным раствором, который обеспечивает антикоррозийную защиту, а также связывает канат с бетоном расположенным вокруг оболочки. Связанные системы армирования используются для мостов, вантовых мостов. На стройках эти системы обычно используются только для очень сильно нагруженных балок.
Преимущества и недостатки материала
Причинами использования предварительно напряжённого железобетона могут стать такие преимущества армированных конструкций:
- высокий уровень защиты материала от образования трещин и коррозии – важный параметр для сооружений, постоянно находящихся в контакте с водой;
- уменьшение сечения и веса железобетона в пределах 30%;
- снижение расхода стальной арматуры на 40%;
- повышение сопротивления динамическим нагрузкам;
- увеличение огнестойкости построек;
- повышение эксплуатационного срока конструкций – особенно, при использовании сборно-монолитных блоков.
![]() Преднапряженный железобетон меньше подвержен возникновению трещин.
Преднапряженный железобетон меньше подвержен возникновению трещин.
Кроме плюсов, у конструкций с применением предварительного напряжения есть и несколько серьёзных минусов. В том числе – сложность контроля армирования готовых элементов, трудоёмкий процесс изготовления и необходимость привлечения квалифицированных мастеров. Вес конструкций увеличивается по сравнению с железобетоном, изготовленным по традиционной технологии, но этот недостаток устраняется использованием пустотных конструкций и лёгких заполнителей.
https://youtube.com/watch?v=HEZnWfyEwAI
Оглавление
Предисловие
1 Область применения и основные положения
2 Арматурные стали
3 Формы
4 Заготовка арматуры
5 Механический способ натяжения арматуры
6 Натяжение арматуры электротермическим способом
7 Контроль величины предварительного натяжения арматуры
8 Бетоны и материалы для его изготовления
9 Особенности формования предварительно напряженных конструкций
10 Тепловая обработка преднапряженных конструкций
11 Передача усилий обжатия на бетон
12 Контроль качества предварительно напряженных конструкций
13 Требования к складированию и отгрузке предварительно напряженных конструкций
14 Техника безопасности
15 Технико-экономическая оценка способов производства преднапряженных конструкций
Приложение 1 Типовые технологические линии в унифицированных пролетах УТП-1, разработанные институтом Гипростроммаш
Приложение 2 Указания по упрочнению горячекатанной стержневой арматурной стали класса А-III вытяжкой
Приложение 3 Расчетные и нормативные сопротивления арматурной стали
Приложение 4 Требования к механическим свойствам ненапрягаемой арматуры
Приложение 5 Примеры расчета деформаций арматуры с учетом неупругих свойств стали
Приложение 6 Технологические линии заготовки проволочной, прядевой и стержневой арматуры
Приложение 7 Приспособления для закрепления напрягаемой арматуры и ее стыковки
Приложение 8 Стыковые соединения проволоки и прядей
Приложение 9 Рекомендации по приварке коротышей к арматуре классов Ат-IV — Ат-VI
Приложение 10 Оборудование для механического натяжения арматуры
Приложение 11 Определение потерь натяжения арматуры последовательно натягиваемых арматурных стержней на форму от ее деформации
Приложение 12 Оборудование для электротермического натяжения арматуры
Приложение 13 Расчет электрических параметров установок для нагрева арматуры
Приложение 14 Примеры расчетов при электротермическом натяжении арматуры
Приложение 15 Тарировка приборов для контроля натяжения арматуры
Приложение 16 Выбор приборов и обработка результатов контроля натяжения арматуры
Приложение 17 Изготовление преднапряженных многопустотных настилов из горячих бетонных смесей (пароразогрев)
Приложение 18 Электротермообработка предварительно напряженных железобетонных опор ЛЭП в электромагнитном поле тока промышленной частоты
Приложение 19 Тепловая обработка плит перекрытия в электротермоформах
Приложение 20 Рекомендуемые способы отпуска натяжения арматуры и контроль надежности ее заанкеривания в бетоне
Приложение 21 Рекомендация по проведению испытаний (опытных перевозок)
Приложение 22 Ориентировочные технико-экономические показатели для экономической оценки технологических схем или отдельных процессов производства преднапряженных конструкций
Приложение 23 Основные государственные стандарты, технические условия и руководства по технологии изготовления предварительно напряженных железобетонных конструкций
Преимущества и недостатки
Среди основных преимуществ выделяют следующие:
- Высокие показатели растяжения и трещиностойкости, предохранение металла от образования коррозии. Это свойство необходимо для конструкции находящихся в постоянном контакте с водой, например, плотин, труб.
- Уменьшение сечений и веса таких элементов до 30%, как следствие, меньший расход материала.
- Лучшее сопротивление динамическим нагрузкам. Задействуют для строений, в которых типичные ЖБИ применять не рационально, например, за счет облегченной массы и объема, упрощения в сборке (подкрановые балки, плиты).
- Сборно-монолитные блоки конструкции. С помощью таких блоков достигается более длительная эксплуатация. При возведении таких конструкций все отдельные части соединяют так, что в процессе эксплуатации они объединяются в целое и выполняют свои функции в одном направлении.
- Уменьшение расхода арматуры до 40% вследствие более качественному применению свойств металла, помещенного в напряженное состояние.
![]()
Производство позволяет тратить гораздо меньше арматуры на данный материал. Предварительно напряженный железобетон имеет и свои минусы:
- Трудоемкость процесса изготовления.
- Трудно проводимый контроль по проверке армирования изготовленного элемента.
- Значительный вес ЖБИ. Только применяя легкие заполнители или пустотные конструкции с тонкими стенами достигают значительного уменьшения массы.
- Необходимость привлечения высококвалифицированных специалистов.
Преимущества
Бетон предварительного напряжения по сравнению с аналогичными материалами обладает определенными преимуществами:
![]()
- Железобетонные балки хорошо работают на сжатие и прогиб относительно центра тяжести. Они характеризуются высоким уровнем прочности по всей длине, что предоставляет возможность увеличения длины перекрываемых пролетов. Это обеспечивает уменьшение размеров поперечного сечения, а также сокращение веса и размеров комплектующих.
- Бетон является химически нейтральным материалом, что исключает возможность коррозии и деформаций арматуры.
- Арматура обжимает бетон сборочных единиц, что исключает сопротивление сцепления и позволяет сократить расход металла на стыке.
- Железобетонные конструкции могут состоять из стыкуемых частей и иметь одинаковое поперечное сечение, что обеспечивает стойкость к внешней нагрузке. Конструкции характеризуются повышенной выносливостью, что обеспечивается компенсацией повторяющихся динамических воздействий.
- Призменная прочность дает возможность демпфирирования изменений в арматуре и бетоне, которые появляются при колебаниях внешней нагрузке.
- При использовании стройматериала исключается возможность деформаций бетона и арматуры, что гарантирует повышенную сейсмическую стойкость здания.
Предварительно напряженный вид конструкции является безопасным. Благодаря запредельному прогибу, который сигнализирует об исчерпании прочности, она не разрушается.




О ТЕХНОЛОГИИ
Преднапряженный бетон – строительный материал способный выдержать высокие нагрузки на прогиб. Достигаются эти уникальные свойства путем натяжения части или всех задействованных в работе арматурных канатов во время изготовления железобетонной конструкции.
Существует два основных способа создания предварительного напряжения.
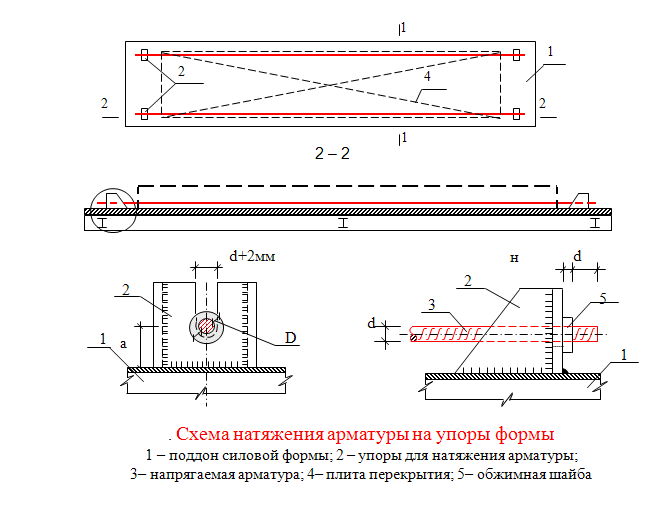
Первый способ называется «на упоры»: напрягаемая арматура натягивается и фиксируется на специальной несущей раме, имеющей большую жесткость. После бетонирования и набора бетоном необходимой прочности происходит обрезка или расклинка натянутой арматуры. Этот способ характерен для изготовления сборных железобетонных элементов на ЖБИ заводах, с которых транспортируется на строительную площадку.
Компания «ПСК-Строитель» использует второй, более современных способ, применяемый в монолитном строительстве, который называется «на бетон». При таком способе существенно экономятся расходы на транспортировку, так как железобетонная конструкция формируется на строительной площадке, на объект доставляются только материалы и элементы систем. В качестве основных напрягаемых элементов мы предлагаем использовать канатную и/или стержневую арматуру.
Процесс производства
Существует несколько способов натяжения арматуры:
Производство материала может выполняться по электротермической методике.
- механический (домкраты винтового или гидравлического типа);
- электротермический (стального пруток удлиняется до нужных значений с применением электротока;
- электротермомеханический (комбинация первого и второго метода).
Напряженный бетон изготавливается с помощью прокладки металлических составляющих с высокой прочностью на растяжение, растягивая ее специальным аппаратом и сверху производят заливку бетона. Когда смесь затвердевает напряженность стальной проволоки переходит к бетону вокруг арматуры, что частично или целиком позволяет убрать напряжение от эксплуатационной нагрузки конструкции.
Инструменты и материалы
К материалам ЖБИ с преднапряжением применяют требования согласно существующим нормативным документам:
- ГОСТ 5781–82;
- СП 52—102—2004.
Посмотреть «ГОСТ 5781-82» или cкачать в PDF (462.7 KB)
Армируют ЖБИ конструкции преднапряженного типа следующими материалами:
- арматура периодического профиля класса А-Шв горячекатаная с вытяжкой в ее холодном состоянии;
- листовая сталь горячего катания класса Ат-V;
- арматурные проволочные пряди из свитых проволок.
Для осуществления процесса необходимо подготовить следующие материалы и инструменты:
Для такой работы понадобятся монтажные прутки.
- прутки (монтажные, распределительные);
- вязальная проволока;
- инструмент для нарезания прутков;
- щиты для опалубки при заливки бетонной смесью.
Преднапряжение и этапы работ
Обжатие может происходить 2 методами: с натяжением стали на упоры и на бетон. При первом методе арматура растягивается на торцах и бетонируется, после освобождая элемент. Второй метод заключается в изготовлении формы с пазами. После заливки и набирания прочности вводится арматура в подготовленные пазы натягивая и заанкеривая ее. Далее заполняют каналы смесью. Этот процесс могут проводить специальные навивочные строительные аппараты.
При данном способе производства подготовленную арматуру нужно растянуть на торцах.
Материалы для конструкций
Железобетон относится к категории многокомпонентных строительных материалов. Он состоит из бетона и стальной арматуры. Во время проектирования железобетона определяются параметры качества материалов в соответствии со стандартами ГОСТ.
Бетон
Для обеспечения предварительного напряжения и сопротивления бетона используются только тяжелые составы, плотность которых составляет 220-2500 килограмм на квадратный метр.
Смесь настаивается не менее 28 дней, что позволит получить предварительное напряжение материала. На начальном этапе эксплуатации может наблюдаться частичная утрата напряженного качества бетоном, что объясняется снижением напряженности стальных элементов. Определение нормального сечения железобетонного элемента осуществляется в соответствии с проектом и требованиями дальнейшей эксплуатации.
![]()
Арматура
Стальная арматура должна быть напряженной и стойкой к растяжению в процессе всего срока эксплуатации. Она способна выдерживать нагрузки длительное время, что исключит возможность раскрытия трещин на бетоне. Для производства стройматериала применяют высокопрочную сталь, которая имеет незначительную текучесть. Расчетные характеристики стали должны полностью соответствовать ползучести бетона.
Для того чтобы компенсировать эксплуатационную потерю определенной величины преднапряжения, во время производства устанавливается величина чуть выше, чем указана в проектной документации и требованиях к готовому материалу.
Изготовление железобетонных конструкций проводится с использованием арматурной проволоки:
- Пакетов;
- Прядей;
- Пучков.
Железобетонные конструкции изготавливаются с использованием холоднодеформированной, горячекатаной упрочненной арматуры, сварных каркасов, канатов. Площадь сечения арматуры напрямую зависит от размеров готового железобетонного изделия. Проволока и канаты имеют серповидное и кольцевое сечение, а арматура – гладкое и периодическое. Сталь должна иметь соответствующую поперечную силу. Текучесть металла по отношению к удлинению должна составлять 0,2 процента.
В соответствии с параметрами растянутого волокна класс прочности арматуры должен быть 0,95 и больше. Она должна характеризоваться холодостойкостью и пластичностью. Оптимальное усилие в напрягаемой арматуре обеспечивается благодаря формированию сложной пространственной поверхности. Именно поэтому материал должен поддаваться свариванию.
Напряжение арматуры во время производства обеспечивается механическими или электротермическими способами. В первом случае это достигается с применением грузов, домкратов и рычагов. Электротермический способ требует заготовить стержни нужной длины, на концах которых располагаются анкера. Их нагревают до 400 градусов, что приводит к их удлинению. В таком состоянии проводится закрепление арматуры на опорах. При охлаждении стержни укорачиваются, но анкера не дают это сделать, что приводит к появлению напряжения.
Процесс заготовки ненапряженной арматуры
На предприятиях сборного железобетона арматурные стержни, сетки и каркасы изготавливают в специальных цехах, а натяжение стержней предварительно напряженных конструкций, а иногда и их заготовку осуществляют в формовочных цехах.
Доставка, разгрузка, сортировка и хранение арматурной стали. В зависимости от расстояния и наличия дорог арматурную сталь доставляют железнодорожным, автомобильным и водным транспортом. Выгрузку арматурной стали, поставляемой в бунтах и пачками (стержней), производят с помощью кранов, кран-балок, тельферов и погрузчиков, оборудованных специальными захватными приспособлениями (стропами с крюками, магнитными подъемниками). Разгруженную сталь сортируют по видам, маркам и размерам.
| Технологические линии | |
| Заготовка арматуры из стали, поставляемой в бухтах | Заготовка арматуры из стальных стержней |
| Доставка арматурной стали | |
| Железнодорожный. автомобильный и водный транспорт | |
| Разгрузка, складирование и хранение стали | |
| Закрытые склады и навесы, оборудованные кранами, тельферами и погрузчиками | |
| Упрочнение стали | |
| Установки для волочения, силовой калибровки, вытяжки и электротермической обработки | |
| Выпрямление и очистка от ржавчины и окалины | Очистка от ржавчины и окалины |
| Правильные автоматы | Станки для чистки |
| Резка стержней по длине | Выпрямление стержней |
| Шестеренчатые ножницы правильных автоматов и приводные ножницы | Правильные станки |
| Гнутье стержней | Стыкование стержней по длине |
| Гибочные станки | Сварочные стыковые машины |
| Сварка сеток и каркасов | Резка плетей по длине |
| Одно- и многоточечные машины | Приводные ножницы |
| Изгибание сеток | Изгибание стержней |
| Гибочные станки | Гибочные станки |
| Сварка плоских и пространственных каркасов | |
| Точечная и дуговая электросварка | |
| Сборка сложных пространственных каркасов | |
| Точечная и дуговая электросварка | |
| Нанесение антикоррозийной обмазки | |
| Кисти, краскопульт, специальные установки (только в производстве изделий из ячеистых бетонов) | |
| Контроль качества маркировка и паспортизация | |
| Оборудование для испытаний, измерительный инструмент | |
| Складирование и хранение готовой продукции | |
| Закрытые склады и навесы, оборудованные кранами, тельферами и электрокарами |
- Бетоноведение
- Технология изготовления сборных железобетонных конструкций и деталей
- Общие вопросы производства сборного железобетона
- Приготовление бетонных смесей
- Производство растворных смесей
- Транспортирование бетонной смеси
- Заготовка арматуры Классификация и свойства арматурной стали
- Виды арматуры и требования к ней
- Процесс заготовки ненапряженной арматуры
- Упрочнение стали
- Выпрямление, очистка и резка арматуры
- Гнутьё стержней
- Сварка арматуры
- Гнутьё сеток
- Контроль качества и правила приемки арматуры
- Организация производства арматуры
- Опалубка
- Подготовка форм, формование бетона и твердение изделий
- Армирование и формование предварительно напряженных изделий
- Особенности производства различных видов бетонных и железобетонных изделий
- Бетонирование различных конструкций
- Бетонные работы в зимних условиях
- Производство сборных конструкций и деталей из легких бетонов
- Производство сборных изделий из плотных силикатных бетонов и бетонов на бесклинкерном вяжущем
- Производство бетонных и железобетонных изделий на полигонах
- Общие правила техники безопасности и противопожарные мероприятия на строительной площадке
Последующее натяжение арматуры
Последующее натяжение арматуры применяется при составных и цельных конструкциях типа балок, ферм и т. д. Составные элементы изготовляются на заводах или полигонах, а укрупнительная сборка самих конструкций и последующее натяжение арматуры производятся на месте монтажа. При изготовлении элементов конструкций в теле бетона устраиваются каналы круглого сечения для пропуска пучков или стержней арматурной стали. Такие каналы образуются путем укладки в форму перед бетонированием стальных или резиновых труб, которые вовлекаются из бетона через 1,5—2 часа после уплотнения бетонной смеси.
![]()
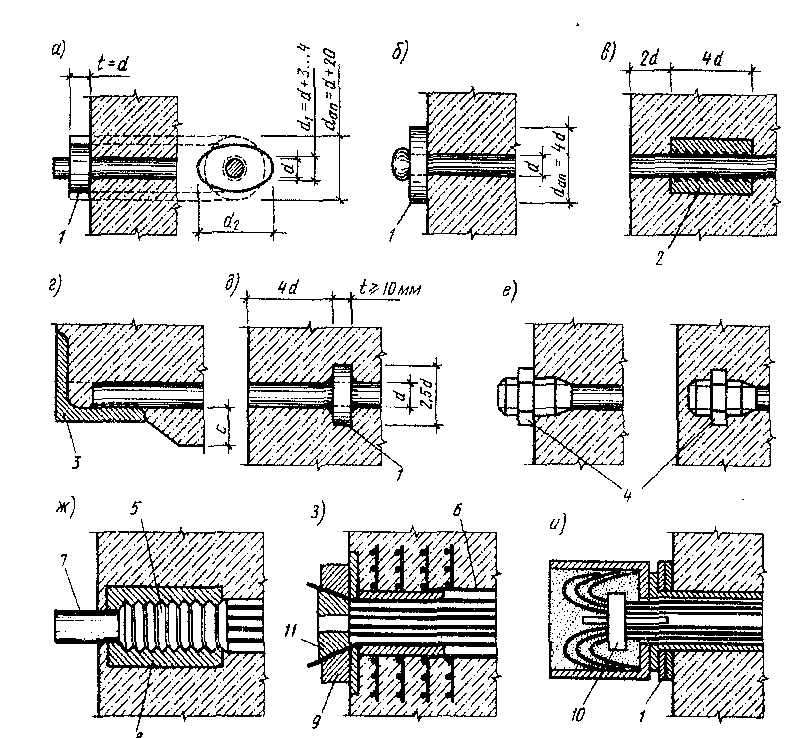
Рис. 71. Схема установки для натяжения арматурных стержней электротермическим методом:
После натяжения арматуры каналы заполняются цементным раствором. Раствор нагнетается растворонасосом через патрубки из тонкой листовой или кровельной стали, которые закладываются одновременно с трубами для образования каналов через 2—3 м протяженности канала. После укрупнительной сборки в каналы, строго совмещенные по длине, с помощью специального наконечника-челнока и ручной лебедки протягиваются пучки рабочей арматуры или отдельные стержни. По окончании протяжки, выверки и сборки производят заделку стыков цементным раствором и, когда раствор приобретет прочность не менее 150 кг/см2, с помощью передвижных домкратов натягивается арматура. Натяжение контролируют показаниями манометра. Арматурные стержни, применяемые для последующего натяжения, предварительно подвергаются силовой калибровке.
Армирование конструктивных элементов струнобетонными брусками и досками целесообразно при массовом изготовлении однотипных изделий. При этом по относительно сложной технологии с предварительным натяжением изготовляется только незначительная часть конструкций (4—12%). Это позволяет намного упростить изготовление предварительно напряженных конструкций и снизить трудоемкость.
Конструкции и детали, армируемые струнобетонными элементами, можно изготовлять на заводах и полигонах по обычной технологии.