
Параметры оценки результатов
Качество оценки сварных соединений зависит от чувствительности прибора и его настроек. С помощью измерительного оборудования определяют количество дефектов. Эхо метод даёт возможность обнаружить изломы, расположенные близко друг к другу. Для этого анализируются следующие критерии:
- амплитуда ультразвукового колебания
- длина волны
- размер искажения
- форма дефекта.
Протяжённость волны определяет ширину изъяна. Его можно вычислить посредством перемещения прибора вдоль сварного шва. Высоту раскола прибор рассчитывает путём замера временного интервала между направленной волной и её поглощённым отражением. Форму дефекта определяют посредством визуальной формы зафиксированного отражённого сигнала.
Ультразвуковая дефектоскопия требует узкоспециализированных навыков. Точность исследований напрямую зависит от опыта и навыков специалиста.
Магнитопорошковая
Относится к электромагнитным методам контроля. Принцип магнитопорошковой дефектологии строится на обнаружении магнитных полей рассеяния, образованных неоднородностями структуры или дефектами в исследуемом намагниченном образце.
Для магнитопорошковой дефектоскопии применяют универсальные магнитные дефектоскопы с намагничиванием в постоянном или переменном магнитном поле.
Технология
Методика магнитопорошковой дефектологии сварного соединения включает последовательные действия:
- Подготовка поверхности (очистка от окалины, загрязнений, следов шлака).
- Намагничивание изделия.
- Нанесение на поверхность намагниченного шва сухого ферромагнитного порошка или суспензии с мыльным раствором, маслом, керосином.
- Осмотр поверхности спая. Обнаружение мест с отложениями магнитного порошка.
- Размагничивание контрольного образца.
https://youtube.com/watch?v=OOHfhEx4KAY
Применение
При соблюдении технологии магнитопорошковая дефектоскопия обладает чувствительностью к выявлению мелких и тонких трещин. Использование способа позволяет обнаружить дефекты как поверхностные, так и подповерхностные, с высотой (глубиной) дефекта от 0.05 мм и раскрытием от 0.01 мм.
Изъяны, имеющие округлую форму, выявляются хуже. Внутренние дефекты крупного размера , залегающие на глубине до 6 мм от верхней плоскости сварного шва, также выявляются. Их обнаружение требует применения магнитного порошка более крупной фракции.
Способ применяется для дефектоскопии продольных соединений труб, выполненных стыковым электроконтактным способом, и обнаружения трещин и стянутых (узких) непроваров в швах трубопроводов, сваренных электродуговым способом встык.
Рамки применения метода УЗК
Проведение ультразвукового контроля сварных соединений обеспечивает достаточно точные результаты и при соблюдении технологии способен предоставить исчерпывающую информацию в отношении любых дефектов. Но здесь следует понимать, что существуют определенные границы применения методики.
Дефекты, которые можно обнаружить методикой УЗК следующие:
- поры;
- непроваренные участки;
- трещины в швах и возле них;
- несплавления соединений;
- расслоения наплавленного материала;
- наличие свищей;
- провисание металла в нижних участках стыка;
- коррозионные образования;
- участки, на которых нарушены геометрические размеры или присутствует несоответствие химического состава.
УЗК сварных соединений осуществлять можно на конструкциях из легированной и аустенитной стали, меди, чугуна и металлов, которые ультразвук проводят плохо.
Геометрические параметры проведения УЗ-дефектоскопии:
- не более 10 метров составляет наибольшая глубина залегания шва;
- при минимальной толщине металла 3-4 мм;
- в зависимости от прибора наименьшая толщина шва должна быть в пределах 8-10 мм;
- 500-800 мм — максимальная толщина металла.
Что касается видов соединений, то сварка под УЗК предполагает выполнение продольных, плоских, сварных, кольцевых, тавровых стыков. Также применяют методику для сварных труб.
Области использования дефектоскопии
Ультразвуковая проверка сварных швов активно применяется в промышленной, строительной и других сферах. Чаще всего контроль ультразвуком применяют:
- для аналитической диагностики агрегатов и узлов;
- дефектоскопия сварных швов трубопроводов проводится с целью определения их целостности и степени износа труб;
- в атомной и тепловой энергетике для контроля состояния сварных конструкций;
- в области машиностроения и химической промышленности;
- для проверки сварных стыков в изделиях со сложной конфигурацией;
- при необходимости проверить прочность соединений металлов с крупнозернистой структурой.
Применять УЗК можно как в лабораторных, так и в полевых условиях при нахождении стыков на высоте, в замкнутых пространствах и труднодоступных местах.
Преимущества и недостатки методики
Ультразвуковой контроль сварных швов трубопроводов иди других типов металлоизделий обладает рядом преимущественных особенностей:
- высокая чувствительность оборудования обеспечивает точность результатов и скорость проведения проверок;
- удобность использования благодаря компактности приборов;
- возможность проведения выездной дефектоскопии если для контроля использовать портативные измерительные устройства;
- минимальные затраты на осуществление контроля сварочных швов, что обусловлено невысокой стоимостью самих дефектоскопов;
- возможность проверять соединения с большой толщиной;
- УЗК не нарушает структуру шва и не повреждает исследуемый объект;
- практически все разновидности дефектов сварных швов можно установить посредством ультразвукового контроля;
- контролируемый объект не требуется выводить из эксплуатации, проверку сварочных соединений можно проводить непосредственно в процессе его работы;
- абсолютная безопасность для человека, что нельзя отнести, например, к рентгеновской дефектоскопии.
К недостаткам контроля сварочных швов ультразвуковым методом относят некоторые трудности при проверке металлов с крупнозернистой структурой, возникающие вследствие сильного затухания и рассеивания волн. Также в числе минусов отмечают необходимость предварительно перед установкой дефектоскопов очистить и подготовить поверхность шва и некую ограниченность информации, выдаваемой прибором об обнаруженном дефекте.
В заключение следует сказать о том, что УЗК сварочных соединений — это гарантия безопасной эксплуатации готовых металлоизделий и сооружений. Если соблюдать сроки проверок, то это позволит своевременно устранить повреждения, продлить периоды и увеличить эффективность работы конструкций.
Методы неразрушающего контроля качества сварных соединений
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 «Контроль неразрушающий. Методы оптического вида» устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
Радиографический контроль
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 «Контроль неразрушающий. Сварные соединения. Радиографический метод».
Схема просвечивания рентгеновскими лучами:
1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
Метод ультразвуковой дефектоскопии
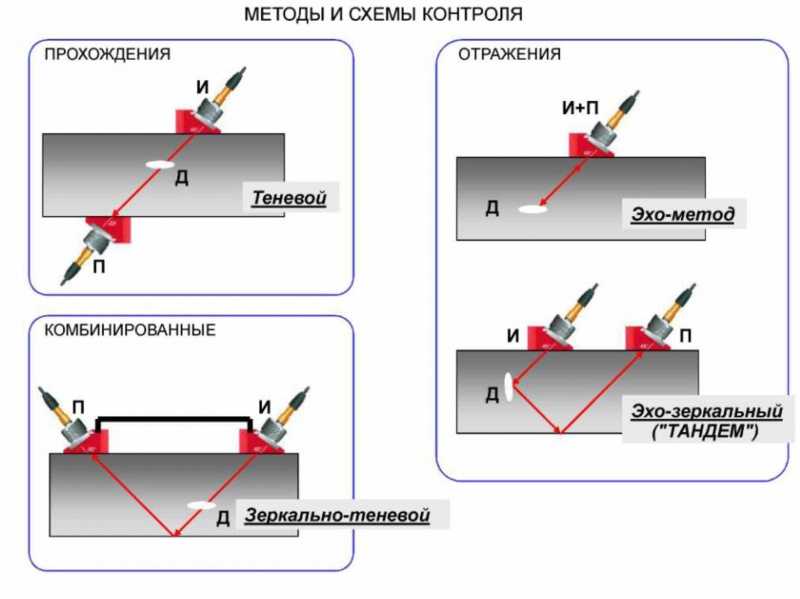
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.
Магнитные методы контроля
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
Прохождение магнитного силового потока по сварочному шву:
а – без дефекта; б – с дефектом
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).








Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.
Когда проводится
Визуально измерительный контроль может проводиться на различных этапах работы. Это относится к обследованию входящих деталей под сварку. Проверяется соответствие маркировки самому материалу, а также целостность металла (отсутствие брака при литье и прокате).
На следующей стадии контролируется сборка деталей под сварку, правильность очистки поверхности от мусора, коррозии и масла
Обращается внимание на выполнение разделки кромок, которая должна соответствовать толщине металла и сварочному току, а также виду соединения.. После окончания сварочных работ исследуются швы на все виды дефектов, которые возможно выявить визуально: раковины, подрезы, непровары, поры, трещины и т. д
Если работа заключается в наплавке нескольких слоев на изношенную конструкцию, то освидетельствование производится после выполнения каждого слоя. После окончания всех работ происходит итоговая сдача изделия с актом проверки.
После окончания сварочных работ исследуются швы на все виды дефектов, которые возможно выявить визуально: раковины, подрезы, непровары, поры, трещины и т. д. Если работа заключается в наплавке нескольких слоев на изношенную конструкцию, то освидетельствование производится после выполнения каждого слоя. После окончания всех работ происходит итоговая сдача изделия с актом проверки.
Визуальный измерительный метод может быть применен и на уже введенной в эксплуатацию конструкции, если срок службы сварных швов подходит к концу. При любом подозрении на ухудшение качества соединений, во избежание поломок или травм, заказывается экспертиза контролера.
Вихретоковые методы неразрушающего контроля
Вихретоковые
МНК основаны на исследовании взаимодействия электромагнитного поля
вихретокового преобразователя с наводимым в объекте контроля электромагнитным полем вихревых токов,
имеющих частоту до 1 млн Гц.
На практике
данный метод используют для контроля объектов, которые изготовлены из
электропроводящих материалов. С его помощью получают информацию о химическом
составе и геометрическом размере изделия, о структуре материала, из которого объект
изготовлен и обнаруживают дефекты, залегающие на поверхности и в
подповерхностном слое (на глубине 2-3 мм). Типичный прибор используемый этим методом — вихретоковый дефектоскоп.
Принцип
контроля заключается в следующем. С помощью катушки индуктивности 1 в объекте
контроля 3 возбуждаются вихревые токи 2,
регистрируемые приёмным измерителем, в роли которого выступает та же
самая или другая катушка. По интенсивности распределения токов в контролируемом
объекте можно судить о размерах изделия, свойствах материала, наличии
несплошностей.
Рис.3 – Вихретоковый МНК (прохождения)
На рисунке
3 изображен вихретоковый метод прохождения (возбуждающая катушка и приёмник
расположены по двум сторонам объекта). К основным методам вихретокового
контроля также относят
- метод рассеянного излучения
(регистрация рассеянных волн или частиц, отраженных от дефекта); - эхо-метод или метод
отраженного излучения (регистрируются отраженные от дефекта поля и волны).
Насколько важно проводить контроль качества?
Во время проведения сварочных работ на трубопроводе появляются различные дефекты. Неисправности портят внешний вид сварочных стыков, снижается уровень технических характеристик, также понижается надежность всей системы.
Повреждения бывают:
-когда формируют швы.
-дефекты, вызванные во время металлургических работ.
Нарушение строения швов появляется во время нагревания и охлаждения металла. Повреждения другой группы появляются, при несоблюдении правил, когда ведутся монтажные работы.
Этапы, на которых осуществляется контроль. Трубы водопроводных систем и канализации требуют постоянного контроля за соблюдением качества работы, чтобы обеспечить их безопасную эксплуатацию.
Осуществлять контроль трубопроводных систем можно отдельными действиями либо сразу несколькими.
К сведению! На каждом этапе проводят многоуровневую проверку. К примеру, чтобы проверить изоляцию трубопровода, ведут контроль во время сварочных работ, далее на этапе функционирования системы проверяют целостность, сплошность, также толщину изоляционного покрытия. Работы ведут с применением специальных приборов типа толщинометров для покрытия, электроискровых дефектоскопов либо адгезиметров.
Контроль за состоянием сварных швов. Сварные швы конструкции тоже требуют периодического контроля, дефекты нарушают герметичность, сплошность трубопроводов. Различают несколько типов дефектов:
1.дефекты снаружи конструкции включают дефекты, которые лежат на поверхности детали и под поверхностью на расстоянии около двух миллиметров.
2.дефекты внутри детали, по – другому глубинные, которых не видно на поверхности.
https://youtube.com/watch?v=5lS8ShZ1QUM
Разновидность наружных дефектов:
- 1.Трещины считаются самым опасным видом повреждения, потому что может мгновенно разрушить соединение труб, выполненное с помощью сварки. Различают дефекты, которые появились во время сварочных работ и после них.
- 2.Наплывы представляют собой нахождение одного расплавленного металла на другой, но не образующие единый шов, обеспечивающий герметичность.
- 3.Подрезы находятся на участках, где сварной шов переходит к металлу трубы. Дефект считается частым явлением на стыках элементов, он уменьшает общую площадь швов. Во время нагрузки на трубопровод в этих местах образуется напряженность выше нормы, способная разорвать соединение.
- 4.Кратеры представляют собой небольшие углубления, возникающие, когда обрывается сварочная дуга. В результате уменьшается площадь сечения, что приводит к снижению прочности. В кратеры попадают различные вещества, способные разрушить соединения.
Разновидность внутренних дефектов:
1.Непровары относятся к внутренним дефектам, представляют собой небольшие участки, в которых не сплавился металл, значит, шва в не проваренном месте нет. Общая площадь шва уменьшается и образует повышенное напряжение во время нагрузки, что может повлечь разрыв.
2.Пористость поверхности выглядит, как участок шва, в котором скопились газы. Металлу свойственно образовывать газы, когда его сплавляют.
3.Скопление посторонних частиц происходит, если участок для сварки плохо очистили. Вокруг мусора появляются пустотные места, далее из них образуются трещины, поры, либо свищи, либо разрывы шва.
Разновидности сквозных повреждений:
1.Сквозные трещины, которые требуют срочного усиления места происхождения.








2.Дефект в виде прожога образуется, когда жидкий сплав проплавляется и вытекает сквозь дырку в соединении. На обратной стороне прожога можно наблюдать натек.
Методы контроля. Чтобы выявить дефекты трубопровода и его соединений применяют разные методы контроля.
Выделяют два способа: -при котором не нарушается целостность соединений. -при котором нарушается. Внимание! Для проверки качества работы и состояния трубопровода и его соединений применяют неразрушающий контроль, который принято проводить во время монтажа системы и после
Магнитная дефектоскопия
Методы контроля качества сварных соединений включают в себя такой неразрушающий вид как магнитная дефектоскопия. Этот метод применяется для контроля изделий, имеющих ферромагнитный состав. Он поможет обнаружить неглубокие, но скрытые трещинки, а также инородные включения.
Когда нарушается целостность конструкции внутри нее, то появляется своеобразная «зона рассеяния». При этом на краях образуются полюса. На внешней поверхности сварного изделия напротив внутренней зоны рассеяния происходит ее фиксация. Магнитные линии начинают огибать эту зону, и происходит ее четкое выделение. В этом месте происходит изменение плотности магнитного поля.
Магнитный контроль сварных швов основан на образовании магнитного поля, которое при проверке пронизывает сварное соединение. Для этого применяется особое оборудование. С помощью дефектоскопов имеется возможность обнаружения микроскопических трещин с размером их толщины до 0,001 мм. Суть метода состоит в том, что магнитный поток, путешествуя вдоль сварочного шва, при появлении на его пути дефекта обходит его. Это является следствием того, что магнитная проницаемость в этом месте гораздо меньше, чем магнитная проницаемость самого металла.
Для обнаружения продольных трещин применяется циркулярный вид намагничивания, для поперечных трещин — продольный. Также имеется комбинированный способ.
Контроль сварочных швов методом магнитной металлографии может осуществляться несколькими способами.
Магнитопорошковый
Проверка сварки производится с помощью магнитного порошка, который представляет собой совокупность мельчайших частичек намагниченного металла. В результате воздействия рассеяния магнитного поля эти частички меняют свое положение в пространстве.
Таким методом можно осуществлять контроль качества сварных соединений трубопроводов.
Как правило, ферромагнитный порошок представляет собой железо. Он может использоваться в следующих видах:
- сухой;
- водная эмульсия;
- маслянистая суспензия.
Процесс проверки заключается в том, что частицы порошка, на которые оказывают действие электромагнитные поля, перемещаются равномерно по поверхности. Когда они встречают на своем пути дефект, частицы порошка начинают скапливаться, образуя в таких местах своеобразные валики. Их форма и размер позволяют судить о соответствующих параметрах найденного дефекта.
Технологические операции для выполнения магнитопорошкового метода:
- Подготовка поверхности. Очищение ее от грязи, шлака, окалин, следов брызг, наплывов.
- Нанесение на поверхность проверяемого соединения порошка, эмульсии или суспензии.
- Осмотр и выявление участков, в которых имеются дефекты.
- Размагничивание поверхности.
Наиболее достоверные результаты можно получить при использовании сухого порошка. Чтобы правильно оценить чувствительность порошка пользуются контрольными образцами. Допускается использование различных видов дефектоскопов: стационарных, мобильных, переносных, передвижных.
Магнитографический
Магнитная дефектоскопия относится к неразрушающим видам проверки сварочных швов. Суть метода заключается в том, что происходит выявление магнитных потоков, которые появились в намагниченных изделиях при наличии дефектов.
Для осуществления этого метода производится намагничивание исследуемой поверхности вместе с прижатым к ней с помощью эластичной ленты магнитоносителем. Одновременно осуществляется запись процесса на магнитную ленту. Информация о магнитном рельефе с ленты считывается специальными устройствами, являющимися составными частями дефектоскопов.
Наиболее часто этот метод находит применение для контроля сварных соединений трубопроводов. Главное преимущество этого метода по сравнению с магнитопорошковым способом — более высокая производительность.
Индукционный контроль
Отличие этого метода от предыдущих — наличие индукционных катушек, с помощью которых происходит образование электродвижущей силы. Для фиксации сигнала индукционную катушку необходимо соединить с аппаратом, осуществляющим регистрацию. В качестве него могут использоваться гальванометр или сигнальная лампа.
Контроль осуществляется при перемещении сварного соединения вдоль индукционной катушки. Передвижение может быть также осуществлено движением дефектометра вдоль соединения. Когда наступит момент пересечения индукционной катушки с местом, в котором находится дефект, то вследствие изменения в этом месте магнитного потока появляется электродвижущая сила. Индукционный ток поступает на регистрационный прибор.
Этапы проведения контроля
Визуальное освидетельствование производится в несколько этапов, каждый из которых направлен на выявление определенных дефектов. Первое, что делает каждый контролер — это осматривает шов невооруженным глазом. Так можно обнаружить поры, трещины, подрезы, которые ослабляют место соединения. Легко находятся непроваренные участки и раковины. Если сварщик не выполнил «замок» и оставил кратер от сварочной ванны, то это тоже не сложно заметить. Грубая чешуя, наплывы металла, и слишком зауженный шов, будут свидетельствовать о нарушении технологии. Если обследуется уже эксплуатируемое соединение, то визуально легко заметна коррозия.
После такого обследования выполняется второй этап контроля — изучение шва с оптическими приборами. Это помогает детализировать участок и уточнить параметры дефекта. Используются лупы, микроскопы, бороскопы. Например, если при визуальном осмотре были выявлены риски, но непонятна их глубина, изучение места под микроскопом поможет определить степень серьезности дефекта и необходимость в других методах освидетельствования.
Третьим этапом контроля является измерение параметров сварного соединения инструментальными средствами. Меряется длина шва и сопоставляется с необходимым стандартом для данного участка с его нагрузками. Выводится катет наплавленного металла. Штангенциркулем определяется высота шва и ширина. Все это сопоставляется с толщиной стенки основного металла. Угольником меряется правильность установки сторон и отсутствие смещений при эксплуатации.
После всех этапов осмотра составляется акт, куда заносятся все найденные дефекты, описывается состояние соединения, и рекомендации по привлечению других методов контроля.
Визуальное изучение качества шва позволяет быстро получить информацию о его состоянии. Задействование несложного оборудования делает метод доступным во многих условиях. А своевременное проведение этого метода контроля позволит долго функционировать сварочным конструкциям.
Акустические методы неразрушающего контроля
Акустические
МНК основаны на регистрации и анализе параметров упругих волн, которые
возбуждаются и/или возникают в объекте
контроля. При использовании волн ультразвукового диапазона допустима замена
названия группы методов на «ультразвуковые».










Упругие
волны, вернее, их параметры, тесно связаны с некоторыми свойствами материалов
(анизотропией, плотностью, упругостью и др.), а если принять во внимание тот
факт, что акустические свойства твёрдых объектов и воздуха значительно
разнятся, становится понятным, почему с помощью акустических МНК возможно
выявить наличие малейших дефектов (их ширина может не превышать 10-6 мм),
определить качество шлифовки и толщину поверхности. Сфера
использования акустических методов достаточно широка, например ультразвуковые дефектоскопы
Они могут применяться ко
всем проводящим акустические волны материалам
Сфера
использования акустических методов достаточно широка, например ультразвуковые дефектоскопы. Они могут применяться ко
всем проводящим акустические волны материалам.
В
зависимости от характера взаимодействия с контролируемым объектом, различают
пассивные и активные методы контроля. В первом случае регистрируются волны,
возникающие в самом объекте (по шумам работающего устройства вполне можно
судить о его исправности, неисправности и даже её характере). К активным же относятся
методы, основанные на измерении интенсивности пропускаемого или отражаемого
объектом акустического сигнала. Результаты применения активного акустического
МНК представлены на рисунке 8.
В левой
части рисунка (а) изображен объект, не
имеющий дефектов и соответствующий его проверке график, на котором отображены
информативные параметры акустической волны (в данном случае время прохождения
через объект). Справа (б) изображен график, соответствующий наличию дефекта.
Рис.8 – Результат применения активного акустического МНК
(отражения)
Процесс проведения ультразвуковой дефектоскопии и обработка результатов
Перед проверкой качества сварных швов ультразвуком, необходима тщательная подготовка поверхности обследуемого металла:
- С поверхности удаляются отслаивающиеся материалы, брызги металла, загрязнения. Для проведения УЗК металла в продольных сварных швах в изделиях с толщиной стенки до 10 мм включительно требуется полная зачистка наружного валика усиления, и сканирование проводится по сварному шву. Если стенка больше 10 мм, то по околошовной зоне.
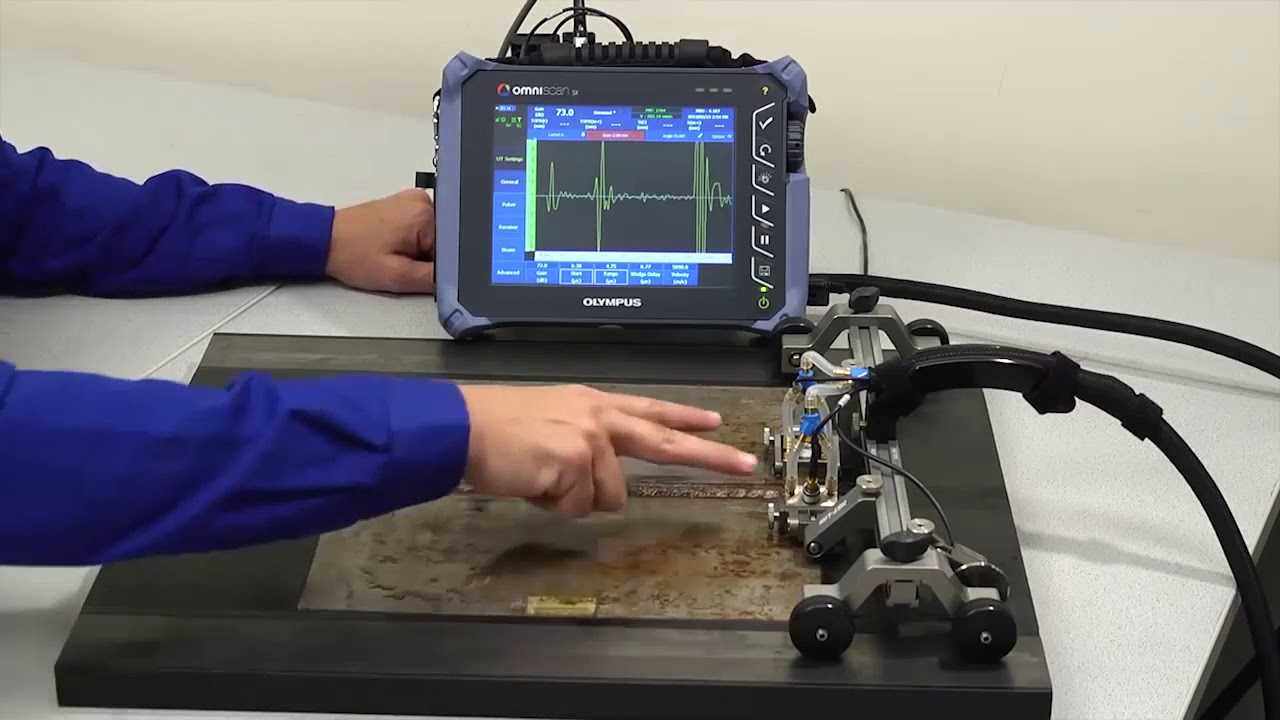
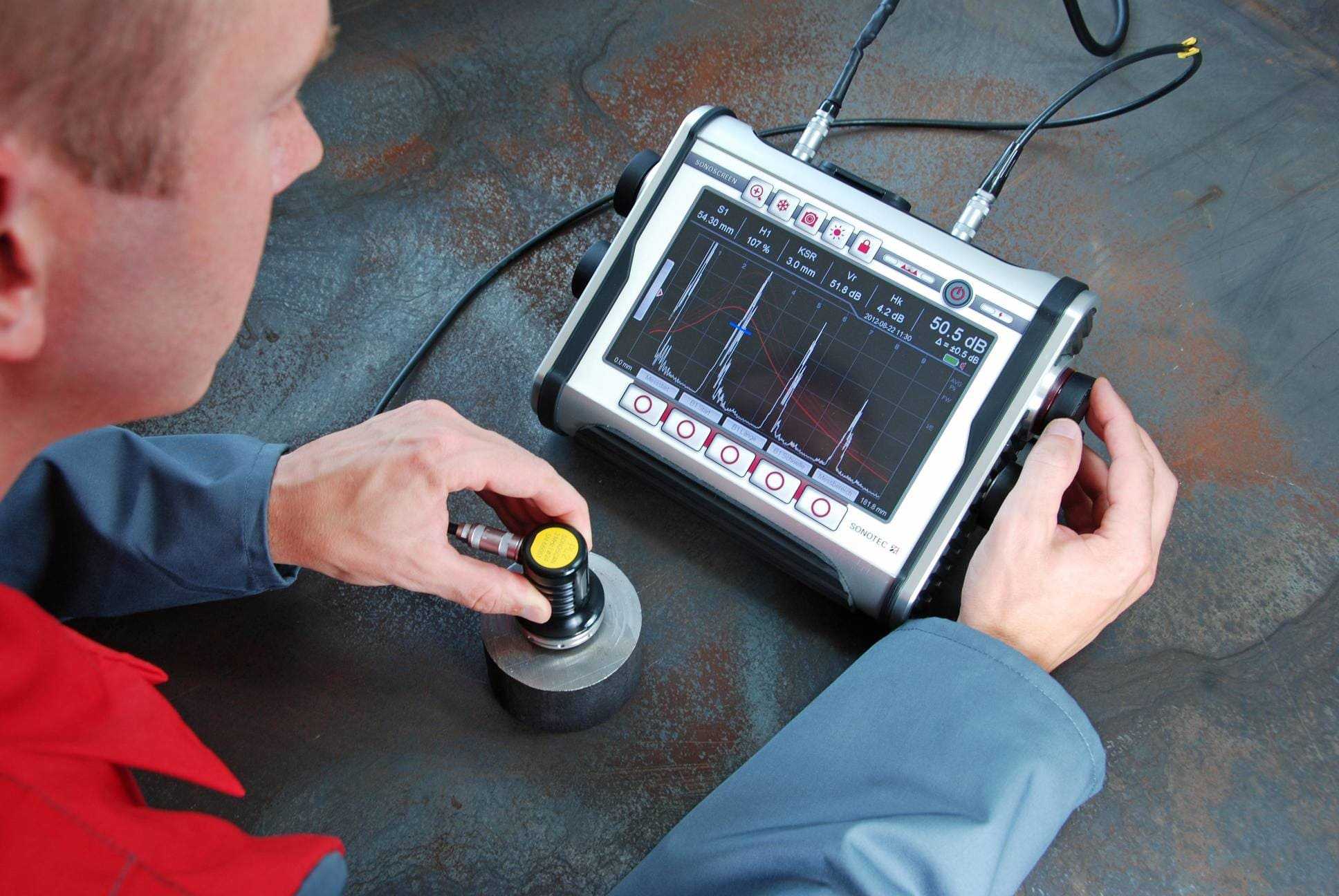
- Далее производится само сканирование – прозвучивание всего объема металла. Поверхность смачивают контактной жидкостью и преобразователь ставят на поверхность, начинают перемещать его назад и вперед постепенно перемещая в поперечном направлении (продольно-поперечное сканирование).
- Измерение параметров дефектов.
- Принятие решения о годности изделия.
Результат обследования оценивается путем сравнения эталонной детали с проверяемой. Оценка осуществляется путем сравнения трех показателей: амплитуды звуковой волны, формы недостатка и его параметров, условной протяженности. Полученные параметры сравниваются с эталоном, если они соответствуют эталонной детали, то изделие проходит проверку и его можно эксплуатировать, в противном случае изделие бракуется.
Оформление результатов контроля
В процессе УЗК сварных швов полученные данные должны записываться в журнал ультразвукового контроля. Рекомендовано делать эскиз изделия и обозначать на нем контуры несплошности (нарушение однородности материала) и условных размеров.
При необходимости, контуры обнаруженных дефектов отмечают маркером или мелом на поверхности изделия.
Вихретоковый метод неразрушающего контроля
Способ основан на наведении в исследуемом объекте вихревых (приповерхностных) токов малой интенсивности и частотой до нескольких мегагерц помещения его в электромагнитное поле, создаваемое вихретоковым преобразователями измерения. Применяется для металлов и других электропроводящих материалов. На основании неоднородностей приповерхностного вихревого поля можно судить о наличии неоднородностей и других дефектов в наружном слое металла (до глубины в несколько миллиметров). Измерения с высокой точностью определяют также дефекты лакокрасочных и защитных покрытий, нанесенных на металлическую деталь. В роли вихретокового преобразователя служить мощная катушка индуктивности, генерирующая высокочастотное электромагнитное поле. Вихревые токи, наводимые этим полем в приповерхностном слое металла, измеряют этой же катушкой (совмещенная схема) или отдельной (разнесенная схема). По пространственной картине распределения интенсивности измеренных токов определяют места неоднородностей, вносящих искажение в поле.
![]()
Вихретоковый метод неразрушающего контроля
На применении вихревых токов основано большое количество различных конструкций дефектоскопов, специализирующихся на определении толщины и однородности листов металлопроката и покрытий на конструкциях, непрерывного измерения диаметра проволоки и пруткового проката во время их производства. Применяются вихретоковые устройства, наряду с ультразвуковыми, и для определения состояния лопаток турбин и других ответственных высоконагруженных узлов.



