
Магнитный контроль сварных швов
![]()
Магнитные методы дефектоскопии основаны на создании магнитного поля, которое пронизывает тело сварного шва. Для этого используется специальный аппарат, в принцип работы которого вложено явления электромагнетизма.
Есть два способа, как определить дефект внутри соединения.
- С использованием ферромагнитного порошка, обычно это железо. Его можно использовать как в сухом виде, так и во влажном. Во втором случае железный порошок смешивают с маслом или керосином. Его посыпают на шов, а с другой стороны устанавливают магнит. В местах, где есть дефекты, порошок будет собираться.
- С помощью ферромагнитной ленты. Ее укладывают на шов, а с другой стороны устанавливают прибор. Все дефекты, которые оказываются в стыке двух металлических заготовок, будут отображаться на этой пленке.
Этот вариант дефектоскопии сварных соединений можно использовать для контроля только ферромагнитных стыков. Цветные металлы, стали с хромникелевым покрытием и другие таким способом не контролируются.
Ультразвуковая
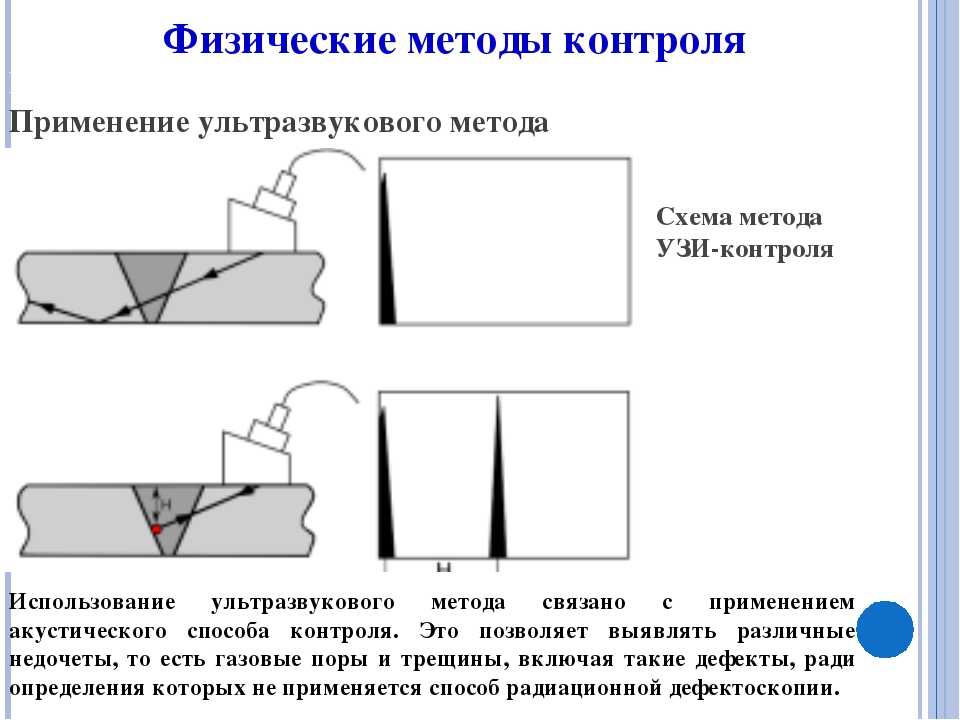
Относится к одному из методов акустического неразрушающего контроля, при котором используются механические колебания упругой среды с частотой от 0.5 до 10 МГц.
Принцип работы ультразвуковой дефектоскопии основан на использовании пьезоэлектрического эффекта, при котором с помощью пьезокристаллов происходит превращение электрических колебаний в механические.
Контроль ультразвуковой дефектоскопии осуществляется с помощью ультразвукового дефектоскопа. Это прибор для излучения ультразвуковых колебаний, приема отраженных сигналов и их регистрации и для определения координат выявленных дефектов. Эхо-сигналы регистрируют по экрану электронно-лучевой трубки.
![]() Примерная стоимость ультразвукового дефектоскопа на Яндекс.маркет
Примерная стоимость ультразвукового дефектоскопа на Яндекс.маркет
Технология
Передача ультразвуковых колебаний в исследуемый объект — сварной шов происходит с помощью щупов. Наклонные или призматические щупы применяются для исследования поперечными волнами, возбуждаемыми в спае методом превращения продольных колебаний, в момент их перехода через границу, разделяющую металл и материал щупа. С помощью поперечных волн обнаруживается брак более мелкого размера.
Показатель наличия непроваров и трещин – сохранение на трубке импульса при передвижении щупа по длине сварного шва. Если импульс быстро пропадает, это свидетельствует о наличии локализованного дефекта шва – шлаков сферической формы, газовых пор. Для выявления микроскопических отклонений в структуре металла требуются высокие частоты (6-8 Мгц), подаваемые на щуп. Для макроскопических – 1.5-3 Мгц.
Применение
Метод применяется для контроля сварных швов, выполненных всеми видами сварки плавлением. Например:
- соединений из низколегированных и низкоуглеродистых сталей толщиной до 700 мм (электрошлаковая сварка котлов, труб, корпусов доменных печей, корпусов судов);
- стальных соединений толщиной более 80 мм (выявление внутренних дефектов).
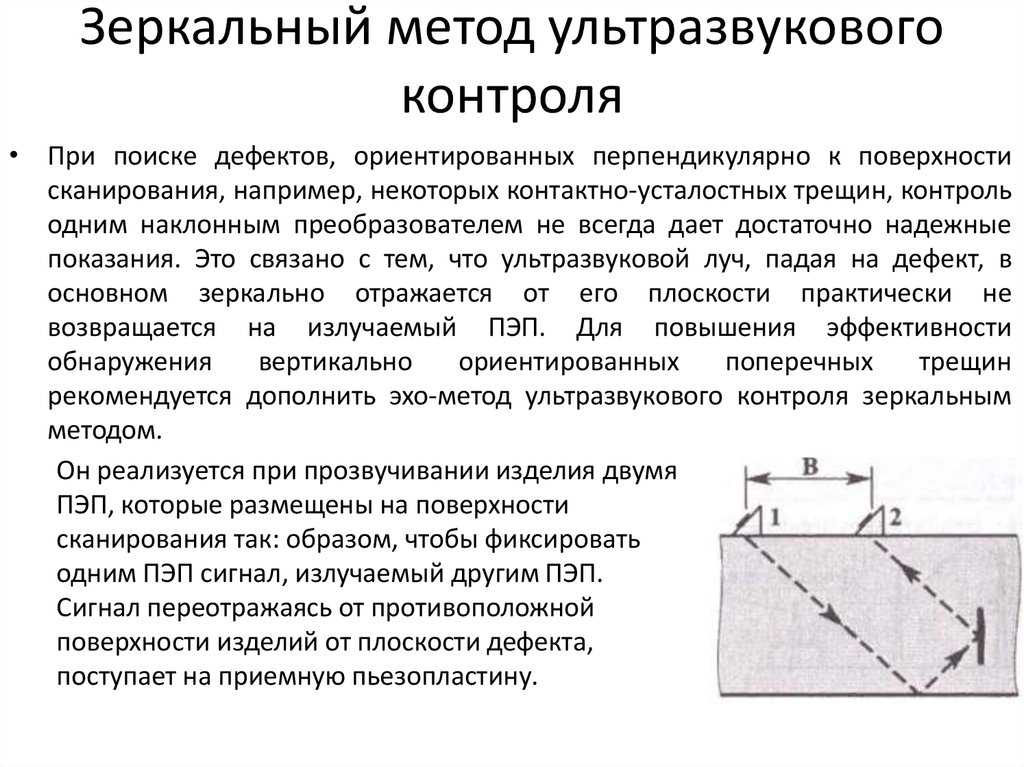
Ультразвуковой дефектоскопией сложно обнаружить поперечные трещины из-за слабой шероховатости их поверхности, отражение ультразвука от которой носит зеркальный характер.
Параметры оценки результатов
Качество оценки сварных соединений зависит от чувствительности прибора и его настроек. С помощью измерительного оборудования определяют количество дефектов. Эхо метод даёт возможность обнаружить изломы, расположенные близко друг к другу. Для этого анализируются следующие критерии:
- амплитуда ультразвукового колебания
- длина волны
- размер искажения
- форма дефекта.
Протяжённость волны определяет ширину изъяна. Его можно вычислить посредством перемещения прибора вдоль сварного шва. Высоту раскола прибор рассчитывает путём замера временного интервала между направленной волной и её поглощённым отражением. Форму дефекта определяют посредством визуальной формы зафиксированного отражённого сигнала.
Ультразвуковая дефектоскопия требует узкоспециализированных навыков. Точность исследований напрямую зависит от опыта и навыков специалиста.
Рамки применения данной методики при выявлении дефектов
Контроль сварочных швов, основанный на УЗД довольно четкий. И при правильно проведенной методике испытания шва дает полностью исчерпывающий ответ по поводу имеющегося дефекта. Но рамки применения УЗК так же имеет.
С помощью проведения УЗК возможно выявить следующие дефекты:
- Трещины в околошовной зоне;
- поры;
- непровары шва;
- расслоения наплавленного металла;
- несплошности и несплавления шва;
- дефекты свищеобразного характера;
- провисание металла в нижней зоне сварного шва;
- зоны, пораженные коррозией,
- участки с несоответствием химического состава,
- участки с искажением геометрического размера.
Подобную УЗД возможно осуществить в следующих металлах:
- чугун;
- медь;
- аустенитные стали;
- легированные стали;
- и в металлах, которые плохо проводят ультразвук.
УЗД проводится в геометрических рамках:
- На максимальной глубине залегания шва — до 10 метров.
- На минимальной глубине (толщина металла) — от 3 до 4 мм.
- Минимальная толщина шва (в зависимости от прибора) — от 8 до 10 мм.
- Максимальная толщина металла — от 500 до 800 мм.
Проверки подвергаются следующие виды швов:
- плоские швы;
- продольные швы;
- кольцевые швы;
- сварные стыки;
- тавровые соединения;
- сварные трубы.
Для фрезерной обработки металла, как правило, используются торцовые и цилиндрические фрезы.
Пескоструйная очистка поможет избавиться от многих загрязнений металла. Подробнее об этом читайте здесь.
Хотите открыть бизнес в сфере металлообработки и сварки? Пошагово о том, как это сделать, читайте по https://elsvarkin.ru/prakticheskoe-primenenie/kak-otkryt-biznes-v-sfere-okazaniya-uslug-po-metalloobrabotke-i-svarke/ ссылке.








Основные области использования данной методики
Не только в промышленных отраслях используют ультразвуковой метод контроля целостности швов. Данную услугу — УЗД заказывают и в частном порядке при строительстве или реконструкции домов.
УЗК чаще всего применяется:
- в области аналитической диагностики узлов и агрегатов;
- когда необходимо определить износ труб в магистральных трубопроводах;
- в тепловой и атомной энергетике;
- в машиностроении, в нефтегазовой и химической промышленности;
- в сварных соединениях изделий со сложной геометрией;
- в сварных соединениях металлов с крупнозернистой структурой;
- при установке (сварки соединений) котлов и узлов оборудования, которое поддается влиянию высоких температур и давления или влиянию различных агрессивных сред;
- в лабораторных и полевых условиях.
![]() Испытания в полевых условиях
Испытания в полевых условиях
К преимуществам ультразвукового контроля качества металлов и сварных швов относятся:
- Высокая точность и скорость исследования, а также его низкая стоимость.
- Безопасность для человека (в отличие, к примеру, от рентгеновской дефектоскопии).
- Возможность проведения выездной диагностики (благодаря наличию портативных ультразвуковых дефектоскопов).
- Во время проведения УЗК не требуется выведения контролируемой детали или всего объекта из эксплуатации.
- При проведении УЗД проверяемый объект не повреждается.
К основным недостаткам УЗК можно отнести:
- Ограниченность полученной информации о дефекте;
- Некоторые трудности при работе с металлами с крупнозернистой структурой, которые возникают из-за сильного рассеяния и затухания волн;
- Необходимость проведения предварительной подготовки поверхности шва.
Вихретоковый дефектоскоп Вектор 60Д
Универсальный вихретоковый дефектоскоп ВЕКТОР 60Д с поддержкой динамических (роторных) преобразователей предназначен для контроля ферромагнитных и неферромагнитных металлов и углепластиков на наличие дефектов типа поверхностных и подповерхностных трещин, нарушений сплошности и однородности. Дефектоскоп так же может использоваться для измерения толщины защитных покрытий, глубины поверхностных трещин, электропроводности цветных металлов и содержания ферритной фазы в нержавеющих хромоникелевых сталях аустенитного и перлитного классов. Чувствительность контроля определяется свойствами контролируемого материала, используемыми преобразователями, глубиной залегания, размерами, ориентацией и типом дефектов.
Терморегуляторы
Терморегуляторы являются элементом управления системы и бывают механическими и электронными. Механические терморегуляторы состоят из термической головки (чувствительного элемента) и клапана. Рабочее тело чувствительно элемента – жидкость, газ или упругий элемент, изменяющий свою форму в зависимости от температуры. При изменении температуры воздуха в обогреваемом помещении происходит изменение объема рабочего тела. Чувствительный элемент реагирует на это и перемещает шток клапана регулятора. Таким образом изменяется проходное сечение в канале.
Электронные терморегуляторы (ЭТ) . Это автоматический прибор, состоящий из нескольких устройств, которые обеспечивают поддержание заданной температуры в тепловых установках. В системе отопления они автоматически управляют режимами работы оборудования и исполнительных механизмов (котлы, смесители, насосы, клапаны и др.), при результатом их работы будет создание в помещении температурного режима, заданного пользователем.
Цифровые терморегуляторы бывают с «открытой» и с «закрытой логикой». Закрытая логика подразумевает под собой жесткие алгоритмы управления и определенный набор внешний устройств, подключаемых к системе (датчиков, приводов). Изменять можно только ограниченные параметры, программировать алгоритмы управления пользователь не может.
В больших системах применяют терморегуляторы с открытой логикой – это свободно программируемые контроллеры, имеющие большой диапазон настроек и функций. Их можно включить в централизованную систему управления зданием. Монтируются в щиты автоматизации. Установки и настройка таких терморегуляторов требует определенной квалификации.
Порядок проведения УЗК
Существует определенный стандарт, согласно которого должен проводится ультразвуковой контроль сварных соединений трубопроводов или других металлоконструкций. Порядок выполнения контрольных операций следующий:
- тщательное очищение стыковых соединений от ржавчины, лакокрасочных покрытий не менее чем на 50-70 мм с обеих сторон шва;
- поверхность стыка и металла возле него обрабатывается машинным, турбинным, трансформаторным маслом, глицерином или солидолом. Такая обработка необходима для получения более точных результатов проверки;
- проверочный прибор настраивается в соответствии характерных конкретному типу УЗК параметров. При толщине исследуемого материала до 2 см применяются стандартные настройки, АРД-диаграммы настраиваются если толщина превышает 2 см. Для проверки качества используются DGS или AVG-диаграммы;
- зигзагообразными движениями вдоль сварочного шва перемещается излучатель прибора, поворачиваясь на 10-15 вокруг собственной оси;
- искатель перемещается по материалу до того момента, пока не появится устойчивый, максимально четкий сигнал. После этого устройство разворачивается и осуществляется поиск сигнала наивысшей амплитуды.
Часто колебания отражения волн воспринимают за дефекты, поэтому этот момент необходимо тщательно проверить. Если действительно имеет место повреждение, то оно фиксируется с обозначением места локализации.
Проверка сварных швов ультразвуком должна осуществляться согласно установленных ГОСТом требований. Если с точностью определить характер дефекта с помощью УКЗ не получается, то в таких случаях проводят более детальные проверки с применением гамма-дефектоскопии или рентгенодефектоскопии.
Ультразвуковая дефектоскопия
![]()
Это еще один точный вариант обнаружения изъянов в сварочном шве. В его основе лежит свойство ультразвуковых волн отражаться от поверхности материалов или сред с разными плотностями. Если сварной шов не имеет внутри себя дефектов, то есть, его плотность однородна, то звуковые волны пройдут сквозь него без помех. Если внутри дефекты есть, а это полости, наполненные газом, то внутри получаются две разные среды: металл и газ.
Поэтому ультразвук будет отражаться от металлической плоскости поры или трещины, и вернется обратно, отображаясь на датчике. Необходимо отметить, что разные изъяны отражают волны по-разному. Поэтому можно итог дефектоскопии классифицировать.
Это самый удобный и быстрый способ контроля сварных соединений трубопроводов, сосудов и других конструкций. Единственный у него минус – сложность расшифровки полученных сигналов, поэтому с такими приборами работают только высококвалифицированные специалисты.
Плюсы и минусы диагностики ультразвуком
Главным достоинством метода является то, что он относится к неразрушающему контролю. Исследуемый объект не выводится из эксплуатации, не подвергается разборке, взятию образцов, не требует других дорогостоящих действий.
Другие преимущества УЗД:
- Метод доступен для работы с металлическими материалами и неметаллами.
- Точность в определении положения дефекта и оценке его размера и формы.
- Высокая скорость исследования.
- Низкая цена работ.
- Безопасность для здоровья (меньший вред в сравнении с работой рентгена).
- Мобильность, т.е. работа в полевых условиях.
![]()
Ультразвуковая дефектоскопия позволяет предотвратить возможные разрушения. Недостатки диагностики ультразвуком:
- Нужна предварительная подготовка поверхности.
- Не поддаются проверке грубые материалы, детали неправильной формы, слишком маленькие или тонкие.
- Невозможна работа с чугуном и крупнозернистыми материалами (из-за высокого уровня шума и низкого уровня звука).
- УЗД может не определить повреждения, ориентированные параллельно звуковому лучу.
Рамки применения метода УЗК
Проведение ультразвукового контроля сварных соединений обеспечивает достаточно точные результаты и при соблюдении технологии способен предоставить исчерпывающую информацию в отношении любых дефектов. Но здесь следует понимать, что существуют определенные границы применения методики.
Дефекты, которые можно обнаружить методикой УЗК следующие:
- поры;
- непроваренные участки;
- трещины в швах и возле них;
- несплавления соединений;
- расслоения наплавленного материала;
- наличие свищей;
- провисание металла в нижних участках стыка;
- коррозионные образования;
- участки, на которых нарушены геометрические размеры или присутствует несоответствие химического состава.
УЗК сварных соединений осуществлять можно на конструкциях из легированной и аустенитной стали, меди, чугуна и металлов, которые ультразвук проводят плохо.
Геометрические параметры проведения УЗ-дефектоскопии:
- не более 10 метров составляет наибольшая глубина залегания шва;
- при минимальной толщине металла 3-4 мм;
- в зависимости от прибора наименьшая толщина шва должна быть в пределах 8-10 мм;
- 500-800 мм — максимальная толщина металла.
Что касается видов соединений, то сварка под УЗК предполагает выполнение продольных, плоских, сварных, кольцевых, тавровых стыков. Также применяют методику для сварных труб.









Области использования дефектоскопии
Ультразвуковая проверка сварных швов активно применяется в промышленной, строительной и других сферах. Чаще всего контроль ультразвуком применяют:
- для аналитической диагностики агрегатов и узлов;
- дефектоскопия сварных швов трубопроводов проводится с целью определения их целостности и степени износа труб;
- в атомной и тепловой энергетике для контроля состояния сварных конструкций;
- в области машиностроения и химической промышленности;
- для проверки сварных стыков в изделиях со сложной конфигурацией;
- при необходимости проверить прочность соединений металлов с крупнозернистой структурой.
Применять УЗК можно как в лабораторных, так и в полевых условиях при нахождении стыков на высоте, в замкнутых пространствах и труднодоступных местах.
Преимущества и недостатки методики
Ультразвуковой контроль сварных швов трубопроводов иди других типов металлоизделий обладает рядом преимущественных особенностей:
- высокая чувствительность оборудования обеспечивает точность результатов и скорость проведения проверок;
- удобность использования благодаря компактности приборов;
- возможность проведения выездной дефектоскопии если для контроля использовать портативные измерительные устройства;
- минимальные затраты на осуществление контроля сварочных швов, что обусловлено невысокой стоимостью самих дефектоскопов;
- возможность проверять соединения с большой толщиной;
- УЗК не нарушает структуру шва и не повреждает исследуемый объект;
- практически все разновидности дефектов сварных швов можно установить посредством ультразвукового контроля;
- контролируемый объект не требуется выводить из эксплуатации, проверку сварочных соединений можно проводить непосредственно в процессе его работы;
- абсолютная безопасность для человека, что нельзя отнести, например, к рентгеновской дефектоскопии.
К недостаткам контроля сварочных швов ультразвуковым методом относят некоторые трудности при проверке металлов с крупнозернистой структурой, возникающие вследствие сильного затухания и рассеивания волн. Также в числе минусов отмечают необходимость предварительно перед установкой дефектоскопов очистить и подготовить поверхность шва и некую ограниченность информации, выдаваемой прибором об обнаруженном дефекте.
В заключение следует сказать о том, что УЗК сварочных соединений — это гарантия безопасной эксплуатации готовых металлоизделий и сооружений. Если соблюдать сроки проверок, то это позволит своевременно устранить повреждения, продлить периоды и увеличить эффективность работы конструкций.
Spotcheck SK3 (MAGNAFLUX)
![]()
Компания Magnaflux является крупнейшим производителем расходных материалов для капиллярного и магнитопорошкового контроля. Комплект Spotcheck SK3 – самое популярное решение от производителя для выявления поверхностных дефектов на изделиях из любых непористых материалов.
Особенности модели
Набор для капиллярного контроля Spotcheck SK3 применяется на следующем после визуального контроля этапе исследования поверхности металлических изделий, сварных швов. Это комплект расходного материала, в который входит очиститель, проникающая жидкость (пенетрант) и проявитель. Он позволяет выявить невидимые при обычных условиях микротрещины, не прибегая к использованию дорогостоящего оборудования.
Для использования такого НК требуется тщательная подготовка поверхности исследуемой детали, удаление ЛКМ, обезжиривание. Метод позволяет выявлять только наружные дефекты с шириной раскрытия 0,2-0,5 мкм. Технические характеристики Spotcheck SK3
| Параметр | Значение |
| Упаковка | пенетрант – аэрозоль 2х400 мл;проявитель – канистры 4х5 л;очиститель – аэрозоль 3х400 мл |
| Цвет | пенетрант – темно-красный;проявитель – белый;очиститель – прозрачный |
| Рабочая температура, °С | 5-50 |
Посмотрите рекламный ролик, в котором демонстрируется работа с комплектом для капиллярного контроля:
Инспекция жидких пенетрантов (ПТ)
Жидкостная инспекция улучшает визуальный контроль и используется для обнаружения поверхностных дефектов в непористых металлах. Первая версия этой техники использовалась в конце 1800-х годов для обнаружения трещин в деталях локомотива и включала тяжелую нефть, керосин и белый мел.
Проверка жидкостной проникающей способности требует очистки детали, чтобы краситель мог попасть в дефекты. Затем применяется пенетрант, избыток пенетранта удаляется, а затем наносится проявитель. Затем инспектор просматривает его при соответствующем освещении. После завершения проверки детали можно очистить, чтобы удалить проявитель и краситель.
- Относительно просто и недорого
- Очень портативный
- Высокая чувствительность к тонким, плотным разрывам
- Может использоваться со сложной геометрией
- Испытуемая поверхность должна быть очищена от грязи, масла, жира, краски, ржавчины и других загрязнений.
- Не может использоваться на пористых образцах и трудно использовать на очень шероховатых поверхностях.
- Удаление всех проникающих материалов после испытания – часто требуется.
- Трудно автоматизировать и записывать данные.
Оборудование УЗК: принцип работы
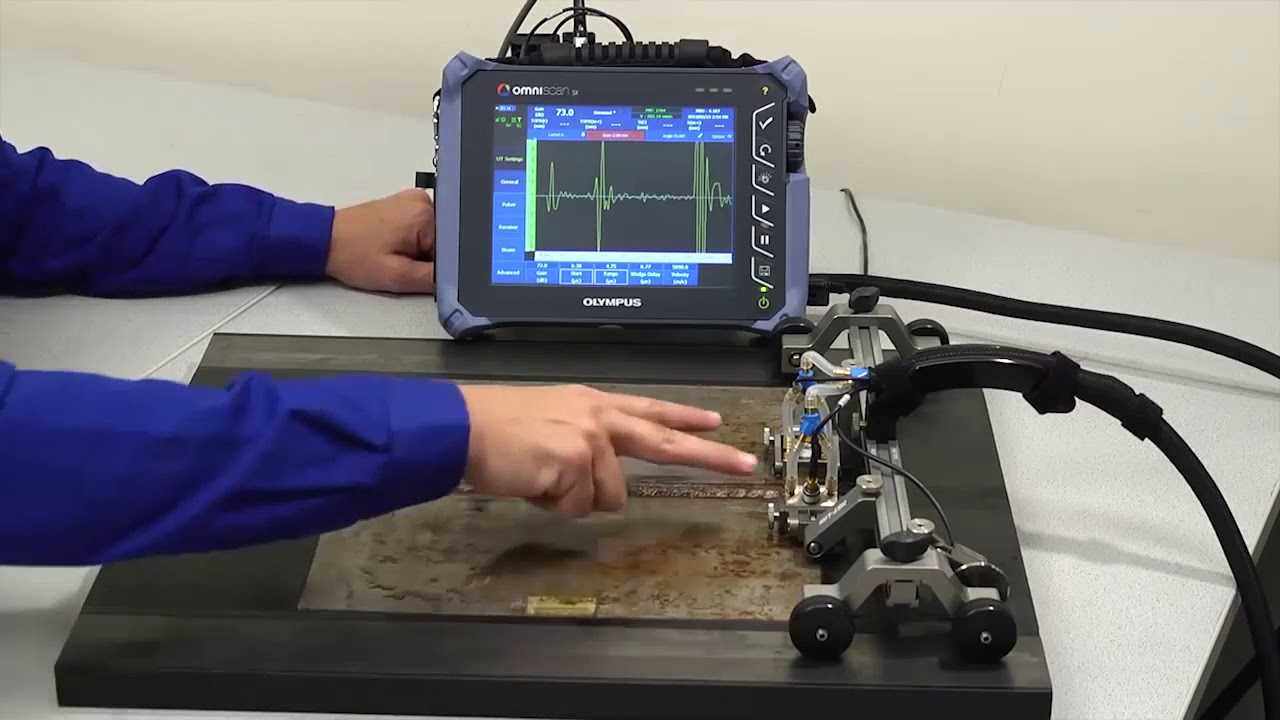
Приборы, которыми проводится ультразвуковой контроль труб и металлоконструкций, работают по схожему принципу. Главный рабочий элемент – пластина пьезодатчика, выполненная из титанита бария или кварца. Пьезодатчик находится в щупе – его располагают вдоль соединений и плавно перемещают возвратно-поступательными движениями. Пока происходит перемещение щупа, к пластине поступает высокочастотный ток, из-за этого она и излучает перпендикулярно своей длине ультразвуковые колебания.
Отраженные волны принимает такая же пластина с принимающим щупом. Она преобразует колебания в переменный ток, который сразу отклоняет волну на мониторе осциллографа. В итоге возникает промежуточный пик. При УЗ-диагностике датчик посылает короткие переменные импульсы упругих колебаний с разной длительностью, которые разделяются паузами. За счет этого определяется присутствие и глубина залегания дефекта.
Isonic 2010 (Sonotron NDT)
Израильская компания Sonotron NDT с 1993 года разрабатывает ультразвуковые приборы для неразрушающего контроля. Isonic 2010 является одной из флагманских моделей универсального типа. Универсальность достигается благодаря сочетанию технологии фазированных решеток и независимого канала для подключения обычных УЗ ПЭП.
Особенности модели
Прибор служит для обнаружения трещин, пор, нарушений сплошности и других дефектов в литых изделиях из пластика, металла, композитных материалов. В отличие от большинства приборов УЗ контроля, модель позволяет визуализировать процесс и точно измерить размеры и расположение отклонений.
Главная фишка этого устройства – использование датчиков с 32 каналами генератора-приемника, что обеспечивает высокую точность обнаружения дефектов, а также послойный контроль с использование фильтра отсечки по глубине. Технология Tru-To-Geometry-Imaging позволяет наблюдать реальное распространение УЗ в исследуемом объекте, а отраженные сигналы отображаются на дисплее в соответствии с фактическим нахождением лучей.
Прибор подходит для ручного и механизированного контроля любых конструкций. Обеспечивает полную запись А-скана независимо от того, в какой точке детали происходит контроль. С помощью Isonic 2010 можно определить геометрию сварного шва, оценить глубину залегания, ширину и протяженность дефектов.
Оборудован сенсорным 6,5” дисплеем с разрешением 650×480 пикселей. Поставляется в алюминиевом ударопрочном корпусе. Выполнен в соответствии со стандартом IP65. Максимальное время автономной работы от аккумулятора 14 часов. Технические характеристики* Isonic 2010
| Параметр | Значение |
| Число каналов | 1 или 2 |
| Рабочие частоты, МГц | 0,2-25 |
| Регулировка усиления, дБ | 0-100 с шагом 0,5 |
| Тип импульса | биполярный прямоугольный |
| Амплитуда импульса | 50-300В при нагрузке 50 Ом |
| Режимы сканирования и визуализации | Линейный B-Скан, секторное сканирование (S-Скан), тандем B-Скан,3D, TOFD, B-Скан профиля толщины, поперечного сечения, CB-Скан объекта контроля в плоскости |
| Размер экрана, дюймы | 6,5 |
| Размеры, мм | 265×156×130 |
| Масса, кг | 3,43 |
*полный перечень смотрите на официальном сайте.
В ролике ниже вы увидите пример работы с прибором:
Визуальный осмотр
С помощью внешнего осмотра можно выявить не только видимые дефекты швов, но и невидимые. К примеру, неравномерность шва по высоте и ширине говорит о том, что в процессе сварки были прерывания дуги. А это гарантия, что шов внутри имеет непровары.
Как правильно проводится осмотр.
- Шов очищается от окалин, шлака и капель металла.
- Затем его обрабатывают техническим спиртом.
- После еще одна обработка десятипроцентным раствором азотной кислоты. Она называется травление.
- Поверхность шва получается чистой и матовой. На ней хорошо видны самые мелкие трещинки и поры.
О лупе уже упоминалось. С помощью этого инструмента можно обнаружить мизерные изъяны в виде тонких трещин толщиною меньше волоса, пережоги, мелкие подрезы и прочие. К тому же при помощи лупы можно проконтролировать – растет ли трещина или нет.








При осмотре можно также пользоваться штангенциркулем, шаблонами, линейкой. Ими замеряют высоту и ширину шва, его ровное продольное месторасположение.
Сфера применения УЗК
Данный метод контроля применяют в промышленной отрасли, а также при реконструкции и строительстве домов. Часто УЗК используют:
- При аналитической диагностике агрегатов, узлов.
- Для определения износа труб в магистральном трубопроводе.
- В атомной или тепловой энергетике.
- В сфере машиностроения, нефтегазовой, химической отрасли.
- При проверке сварных швов конструкций со сложной конфигурацией.
- При диагностике соединений металлов, имеющих крупнозернистую структуру.
- При сварке соединений узлов и котлов оборудования, которые находятся под воздействием давления, высокой температуры, агрессивной среды.
Методика применяется и в полевых, и в лабораторных условиях.
Проверенный на дефекты шов – это гарантия того, что конструкция безопасна для эксплуатации, надежна и может использоваться по назначению. Без проведения контроля на соответствие нормативам, ввод сооружения в эксплуатацию невозможен. Аккредитованная строительная лаборатория IRONCON готова провести УЗ-диагностику сварных соединений на объекте заказчика в полном соответствии с действующими нормами контроля.
Дефектоскопия металлов – 4 основных метода
Капиллярный контроль, магнитные частицы, ультразвуковой и вихретоковый контроль.
Никто из нас не собирается производить плохие детали, но наше сырье, производственные потоки, оборудование и даже персонал не идеальны. Вот почему каждый из нас проверяет детали и внимательно следит за нашими производственными процессами поэтому нам и нужна дефектоскопия металлов.. Методы неразрушающего контроля использовались для выявления дефектов в металлах на протяжении десятилетий. Для разных деталей подходят разные методы, а некоторые лучше подходят для автономного тестирования партий, чем для непрерывной проверки на линии.
капиллярный метод контроля
![]()
Изображение 1 из 17
капиллярный метод контроля
https://youtube.com/watch?v=OOHfhEx4KAY
https://youtube.com/watch?v=2jLRP9Uq3Yo
Универсальный вихретоковый дефектоскоп Зонд ВД-96
Универсальный вихретоковый дефектоскоп Зонд ВД-96 предназначен для обнаружения, трещин, коррозии и несплошностей, а также выявления мест утонения на поверхности и в приповерхностном слое объектов контроля, выполненных из черных и цветных металлов.
Принцип действия прибора заключается в создании двух взаимно уравновешенных систем вторичных электромагнитных полей, воздействующих на систему измерительных катушек. При взаимодействии с поверхностными точечными дефектами считываются искажения вторичного электромагнитного поля под влиянием деформации контуров вихревого тока, которые затухают на расстоянии Z = (5…10)*h, где h — глубина дефекта. При взаимодействии с длинными поверхностными трещинами или с объемными подповерхностными — происходит смещение контуров вихревых токов, что приводит к нарушению равновесия их электромагнитного взаимодействия с измерительной системой вихретокового преобразователя.



