
Производство стальных труб: основные методы
Стальные трубы производятся несколькими способами.
Наиболее распространенные варианты изготовления:
- электросварные с прямым швом;
- электросварные со спиральным швом;
- горячедеформированные без шва;
- холоднокатаный без шва.
Выбор подходящего метода обработки металла зависит от качества сырья и оборудования, доступного у производителя.
Водопроводные и газовые трубы регулируются отдельным стандартом. Однако это не потому, что для этого материала существует особый метод производства, а только в зависимости от области применения.
Ведь трубы этого типа – универсальное электросварное изделие с прямым швом. Обычно этот тип используется в системах связи с умеренным давлением.
Как изготавливаются изделия электросварной прямошовной сваркой?
Прокатный стальной лист (полоса) разматывается и разрезается на продольные полосы необходимой длины и ширины. Полученные фрагменты свариваются в бесконечное полотно, что обеспечивает непрерывность производства.
Затем полотно деформируется в рулоны, а заготовка превращается в изделие круглого поперечного сечения с открытыми краями. Соединительный шов сваривается дуговым методом, индукционными токами, плазмой, лазером или электронными лучами.
![]() Шов на стальной трубе, выполненный в среде инертного газа с вольфрамовым электродом (активным элементом электродуговой сварки), достаточно прочен и долговечен. Однако обработка занимает много времени. Сварка труб высокочастотными индукционными токами выполняется почти в 20 раз быстрее, поэтому цена на такую продукцию всегда намного ниже
Шов на стальной трубе, выполненный в среде инертного газа с вольфрамовым электродом (активным элементом электродуговой сварки), достаточно прочен и долговечен. Однако обработка занимает много времени. Сварка труб высокочастотными индукционными токами выполняется почти в 20 раз быстрее, поэтому цена на такую продукцию всегда намного ниже
После всех манипуляций круглая стальная труба калибруется в рулонах и проводится бережная неразрушающая проверка прочности и целостности шва с помощью ультразвука или вихревых токов. Если в ходе проверки ошибок не обнаружено, деталь разрезается на куски запланированной длины и отправляется на склад.
Производство видов электросварной спиральной сварки
Производство спиральных стальных труб осуществляется по тому же принципу, что и прямошовных труб, только для изготовления изделий используются более простые механизмы. Основное отличие состоит в том, что нарезанная стальная полоса раскатывается с помощью роликов не в трубу, а в спираль. Это обеспечивает высокую точность подключения на всех фазах.
![]() На трубах со спиральным стыком в случае аварии не образуется магистральная продольная трещина, признанная специалистами наиболее опасной деформацией любой коммуникационной системы
На трубах со спиральным стыком в случае аварии не образуется магистральная продольная трещина, признанная специалистами наиболее опасной деформацией любой коммуникационной системы
Спиральный шов считается более надежным и придает трубе большую прочность на разрыв. К недостаткам можно отнести увеличенную длину шва, что требует дополнительных затрат на сварочные материалы и больше времени на стыковку.
Производство бесшовных горячедеформированных изделий
Монолитная цилиндрическая заготовка используется в качестве заготовки для создания бесшовной (бесшовной) стальной трубы путем горячей деформации.
Его нагревают до высокой температуры в промышленной печи и пропускают через прошивной пресс. Устройство превращает продукт в рукав (полый цилиндр), а последующая обработка несколькими валками дает элементу желаемую толщину стенки и соответствующий диаметр.
![]() Толщина стенки горячекатаной стальной трубы достигает 75 мм. Трубы такого качества используются в сложных условиях эксплуатации и в системах связи, где прочность и надежность являются главным приоритетом
Толщина стенки горячекатаной стальной трубы достигает 75 мм. Трубы такого качества используются в сложных условиях эксплуатации и в системах связи, где прочность и надежность являются главным приоритетом
На последнем этапе горячая стальная труба охлаждается, разрезается по заданным параметрам и передается на склад готовой продукции.
Особенности производства холоднодеформированных труб
Первоначальный процесс холодной штамповки бесшовных стальных труб идентичен горячей штамповке. Однако после прохождения через буровую фрезу гильза сразу охлаждается, а все остальные операции выполняются в холодной среде.
Когда труба полностью сформирована, ее необходимо отжечь, сначала нагревая до температуры рекристаллизации стали, а затем снова охлаждая. После таких измерений вязкость конструкции увеличивается, а сам металл оставляет после себя внутренние напряжения, неизбежно возникающие при холодной деформации.
![]() Холодногнутые стальные трубы могут использоваться в качестве высоконадежной системы связи, в которой риск утечки сведен к минимуму
Холодногнутые стальные трубы могут использоваться в качестве высоконадежной системы связи, в которой риск утечки сведен к минимуму
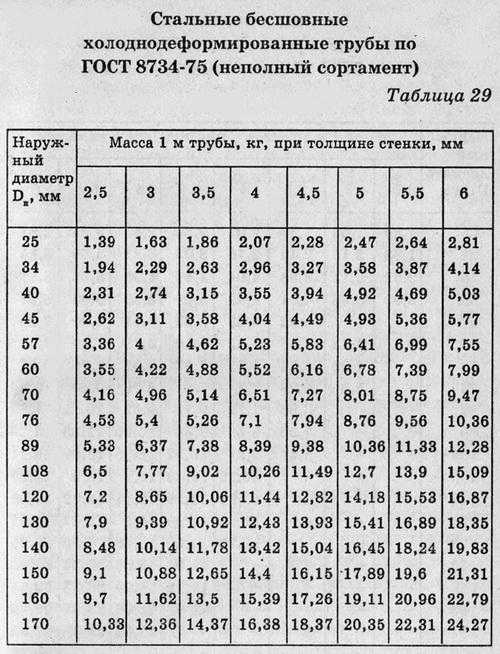
Сейчас на рынке представлены бесшовные холоднокатаные трубы с толщиной стенки от 0,3 до 24 мм и диаметром от 5 до 250 мм. К их достоинствам можно отнести высокий уровень герметичности и способность выдерживать высокое давление.
Правила приемки по ГОСТу 3262-75
Стальные трубы принимаются партиями. В каждую из них входят изделия одной марки и одного размера. Масса партии составляет не больше 60 т. Проверку размеров, поверхности и кривизны проходит каждая труба. Контроль внешнего диаметра проводится на расстоянии больше 1,5 см от торца изделия.
Для проверки параметров резьбы, испытаний на загиб, сплющивание, раздачу, остатки заусенцев, высоту грата внутри, угол фаски и прямой угол, а также механических свойств отбирается 1% труб, но не меньше 2-х от партии.
Каждое изделие испытывается гидравлическим давлением. Если производится 100%-й контроль качества сварного шва с использованием неразрушающих методов, то испытания гидравлическим давлением можно не проводить.
Оцинкованная труба проверяется на толщину цинкового покрытия в доступных местах внутри и на внешней стороне. При этом отбираются 2 изделия от партии.
Если результаты испытаний неудовлетворительные хотя бы по какому-то одному показателю, то по нему необходимо проведение повторной проверки на в 2 раза большей выборке. Повторные результаты распространяются на всю партию коммуникаций.
![]()
Проверка труб на соответствие параметров производится выборочно — исследуются два изделия из каждой партии
Марки стали для производства
При производстве стальных труб в промышленном производстве используются следующие виды сырья:
- углеродистая сталь ст 3, ст 10-20, ст17г1с-у – для электросварных универсальных труб общего назначения;
- сталь 20-10 – для изготовления бесшовных горячекатаных труб;
- сталь 20 – для холодной деформации трубного материала;
- нержавеющая сталь 12Х18Н12Т, 12Х18Н10Т, 08Х18Н10Т – для труб, востребованных в энергетической и химической промышленности.
Низколегированные стали обладают хорошими механическими свойствами и доступной ценой. Добавки в сплав положительно влияют на физические характеристики стали, улучшают ударную вязкость и пластичность, делают материал более прочным и устойчивым к высоким температурам и атмосферной коррозии.
Однако стоимость легированной стали немного выше, а трубы из нее всегда немного дороже. По уровню легирования сталь делится на три класса.
![]() Бесшовные трубы из легированной стали обеспечивают безупречную целостность трубопроводов, не требуют утомительного обслуживания и сводят к минимуму возможные утечки
Бесшовные трубы из легированной стали обеспечивают безупречную целостность трубопроводов, не требуют утомительного обслуживания и сводят к минимуму возможные утечки
Низколегированный материал в составе содержит не более 2,5% различных добавок. У среднелегированных пород этот показатель составляет от 2,5 до 10%. В высоколегированных марках количество компонентов, улучшающих основные свойства металла, колеблется от 10 до 50%.
Галерея изображенийФото из Несмотря на появление на рынке строительных материалов многочисленных предложений по монтажу «домашних» коммуникаций, внутренние трубопроводы продолжают строить из стальных труб. Правда, гораздо реже, чем раньше. В соответствии с нормативными требованиями системы питьевого водоснабжения приходилось собирать из оцинкованных труб. Но в домах старых домов и отопление, и газ, и водоснабжение были построены из черных труб. По сей день при ремонте систем в старых домах большинство сантехников предпочитают использовать стальные трубы. Ведь их все равно подключают к стоякам из аналогичного материала. Смысл устройства водопровода из нержавеющих или оцинкованных труб есть только в элитных частных домах с автономным водоснабжением. Там вода не будет загрязняться накипью и шламом при прохождении по общественным стоякам. Подключение газового котла со стальным теплообменником стальными трубами технически оправдано и целесообразно. В этом случае вероятность возникновения коррозии уменьшится, а тепловое воздействие увеличится. При строительстве трубопроводов из катаной стали используются резьбовые, фланцевые и сварные соединения. Работать с резьбой домашнему мастеру проще и удобнее.Для соединения тонкостенных стальных труб используются пресс-фитинги, которые устанавливаются с помощью клещей.Потребителю предлагаются стальные трубы как с резьбой, так и без нее. Резьбу можно нарезать прямо на месте с помощью матрицы и кранов. Система отопления со стальными трубами. Отводы в стальных трубах. Соединение труб с металлическими стояками. Подача питьевой воды из нержавеющей стали продажа

Всего существует 14 видов сплавов высоколегированной стали с различными характеристиками. Наиболее востребованными являются материалы, которые демонстрируют хорошую стойкость к различным явлениям коррозии и могут эффективно работать, не разрушая структуру при чрезвычайно высоких температурах.
Виды разрезов и покрытий
По типу поперечного сечения стальные трубчатые элементы делятся на круглые и профильные. Круглые прутки универсального типа, имеют самую широкую градацию диаметра отверстия и толщины стенок. Изготавливается только в промышленных условиях из стальных сплавов и различных добавок, улучшающих физические характеристики материала.
![]()
Спектр применения охватывает практически все промышленные и бытовые области. Круглые стальные трубы различного диаметра используются для транспортировки нефти и газа, для надежной изоляции коммуникационных систем любой сложности и размеров, для создания легких конструкций и различных элементов внешней и внутренней отделки.
Профильные трубы – это прогрессивный вид строительной металлической фольги с овальным, квадратным или прямоугольным поперечным сечением. Изготавливается из низколегированной и углеродистой стали, реже нержавеющей стали, путем холодной или горячей деформации сварных продольных заготовок круглого сечения.
Формование осуществляется путем пропускания заготовки через ролики, которые обеспечивают необходимое сечение.
![]()
Готовые стальные трубы проверяются на целостность сварных швов и подвергаются дополнительной термообработке для снятия внутренних механических напряжений. Затем вырежьте до нужного размера. Для улучшения физических свойств стальных труб на них наносят защитное покрытие.
Галерея изображенийФотографии из Трубы оцинкованные ВГП изготавливаются по ГОСТ 3262-75. Их нельзя использовать для прокладки труб отопления и газоснабжения, но отвод питьевой воды необходимо собирать оцинкованной трубой. Стальные трубы оцинкованы снаружи и изнутри. Такой вид покрытия значительно увеличивает срок службы трубопровода и обеспечивает его экологичность, но также увеличивает стоимость прокатки труб.Трубы бесшовные оцинкованные используются при устройстве газовых сетей высокого, среднего и низкого давления. Виды внутренних коммуникаций строятся из сварных оцинкованных труб, если позволяет строительный бюджет. Воздуховоды систем кондиционирования и отопления рекомендуется монтировать из оцинкованной трубы с любым типом шва Оцинкованные водогазопроводные трубы Стальные трубы со спиральным швом Трубы стальные оцинкованные для газовых сетей Строительство газопроводов воздух из оцинкованных труб
Самые популярные виды:
- цинк (холодный или горячий);
- многослойный или экструдированный полиэтилен;
- эпоксидно-битумный;
- цементно-песчаный.
Цинк защищает трубы от коррозии, полиэтилен создает на поверхности плотный и непроницаемый слой и предотвращает разрушение металлической конструкции, битумно-эпоксидная смола снижает влияние блуждающих токов, а цементный песок защищает внутреннюю поверхность от биологического разрастания.
Оцинкованные гидравлические прецизионные трубы
Холоднотянутые бесшовные оцинкованные гидравлические трубы изготавливаются в соответствии с EN 10305-4 (DIN 2391/C). Трубы применяются в области гидравлики и пневматики. Оцинковка происходит с последующим желтым хромированием или с последующим пассивированием без использования шестивалентного хрома. Все гидравлические трубы проходят испытание на герметичность вихревыми токами. Оцинкованные гидравлические трубы применяются в области гидравлики, пневматики и используются в качестве жестких трубопроводов в гидравлических системах для соединений с использованием врезных колец или развальцовки.
| Наименование для заказа | нар диам мм | Допуск нар. диам. мм | внутр. диам мм | Допуск внутр. диам. мм | стенка мм | Вес м.пог. кг | давл. стат. max бар | давл. динам. max бар | Разрывное давл. бар |
| труба DIN2391 6×1 | 6 | +/-0,10 | 4 | +/-0,25 | 1 | 0,123 | 762 | 509 | 1335 |
| труба DIN2391 6×1,5 | 6 | +/-0,10 | 3 | +/-0,30 | 1,5 | 0,166 | 1237 | 825 | 2250 |
| труба DIN2391 6×2 | 6 | +/-0,10 | 2 | +/-0,40 | 2 | 0,197 | 1800 | 1200 | 3273 |
| труба DIN2391 8×1 | 8 | +/-0,10 | 6 | +/-0,20 | 1 | 0,173 | 550 | 307 | 1000 |
| труба DIN2391 8×1,5 | 8 | +/-0,10 | 5 | +/-0,30 | 1,5 | 0,24 | 674 | 563 | 1589 |
| труба DIN2391 8×2 | 8 | +/-0,10 | 4 | +/-0,35 | 2 | 0,296 | 1213 | 825 | 2250 |
| труба DIN2391 8×2,5 | 8 | +/-0,10 | 3 | +/-0,40 | 2,5 | 0,339 | 1650 | 1100 | 3000 |
| труба DIN2391 10×1 | 10 | +/-0,10 | 8 | +/-0,20 | 1 | 0,222 | 430 | 287 | 761 |
| труба DIN2391 10×1,5 | 10 | +/-0,10 | 7 | +/-0,25 | 1,5 | 0,314 | 675 | 450 | 1229 |
| труба DIN2391 10×2 | 10 | +/-0,10 | 6 | +/-0,30 | 2 | 0,395 | 943 | 628 | 1714 |
| труба DIN2391 10×2,5 | 10 | +/-0,10 | 5 | +/-0,35 | 2,5 | 0,402 | 1237 | 825 | 2250 |
| труба DIN2391 12×1 | 12 | +/-0,08 | 10 | +/-0,15 | 1 | 0,271 | 354 | 230 | 643 |
| труба DIN2391 12×1,5 | 12 | +/-0,08 | 9 | +/-0,20 | 1,5 | 0,388 | 550 | 307 | 1000 |
| труба DIN2391 12×2 | 12 | +/-0,08 | 8 | +/-0,25 | 2 | 0,493 | 702 | 508 | 1385 |
| труба DIN2391 12×2,5 | 12 | +/-0,08 | 7 | +/-0,30 | 2,5 | 0,566 | 990 | 600 | 1800 |
| труба DIN2391 12×3 | 12 | +/-0,08 | 6 | +/-0,40 | 3 | 0,6 | 1237 | 825 | 2250 |
| труба DIN2391 14×1 | 14 | +/-0,08 | 12 | +/-0,08 | 1 | 0,321 | 300 | 200 | 545 |
| труба DIN2391 14×1,5 | 14 | +/-0,08 | 11 | +/-0,15 | 1,5 | 0,402 | 464 | 309 | 844 |
| труба DIN2391 14×2 | 14 | +/-0,08 | 10 | +/-0,20 | 2 | 0,592 | 639 | 420 | 1161 |
| труба DIN2391 14×2,5 | 14 | +/-0,08 | 9 | +/-0,25 | 2,5 | 0,709 | 625 | 550 | 1500 |
| труба DIN2391 14×3 | 14 | +/-0,08 | 8 | +/-0,30 | 3 | 0,814 | 1026 | 664 | 1865 |
| труба DIN2391 15×1 | 15 | +/-0,08 | 11 | +/-0,08 | 1 | 0,345 | 270 | 186 | 507 |
| труба DIN2391 15×1,5 | 15 | +/-0,08 | 12 | +/-0,15 | 1,5 | 0,499 | 430 | 267 | 783 |
| труба DIN2391 15×2 | 15 | +/-0,08 | 11 | +/-0,20 | 2 | 0,641 | 591 | 394 | 1075 |
| труба DIN2391 15×2,5 | 15 | +/-0,08 | 10 | +/-0,25 | 2,5 | 0,771 | 701 | 508 | 1385 |
| труба DIN2391 15×3 | 15 | +/-0,08 | 9 | +/-0,3 | 3 | 0,861 | 943 | 628 | 1714 |
| труба DIN2391 16×1 | 16 | +/-0,08 | 14 | +/-0,08 | 1 | 0,37 | 201 | 174 | 474 |
| труба DIN2391 16×1,15 | 16 | +/-0,08 | 13 | +/-0,08 | 1,15 | 0,53 | 402 | 268 | 730 |
| труба DIN2391 16×2 | 16 | +/-0,08 | 12 | +/-0,15 | 2 | 0,691 | 550 | 307 | 1000 |
| труба DIN2391 16×2,5 | 16 | +/-0,08 | 11 | +/-0,20 | 2,5 | 0,832 | 707 | 171 | 1286 |
| труба DIN2391 16×3 | 16 | +/-0,08 | 10 | +/-0,30 | 3 | 0,962 | 674 | 563 | 1589 |
| труба DIN2391 18×1 | 18 | +/-0,08 | 16 | +/-0,08 | 1 | 0,419 | 230 | 153 | 419 |
| труба DIN2391 18×1,5 | 18 | +/-0,08 | 15 | +/-0,08 | 1,5 | 0,61 | 354 | 230 | 641 |
| труба DIN2391 18×2 | 18 | +/-0,08 | 14 | +/-0,08 | 2 | 0,789 | 483 | 322 | 878 |
| труба DIN2391 18×2,5 | 18 | +/-0,08 | 13 | +/-0,20 | 2,5 | 0,956 | 619 | 412 | 1125 |
| труба DIN2391 18×3 | 18 | +/-0,08 | 12 | +/-0,20 | 3 | 1,11 | 761 | 508 | 1385 |
| труба DIN2391 20×1 | 20 | +/-0,08 | 18 | +/-0,08 | 1 | 0,469 | 206 | 137 | 375 |
| труба DIN2391 20×1,5 | 20 | +/-0,08 | 17 | +/-0,08 | 1,5 | 0,664 | 316 | 211 | 575 |
| труба DIN2391 20×2 | 20 | +/-0,08 | 16 | +/-0,08 | 2 | 0,888 | 432 | 288 | 731 |
| труба DIN2391 20×2,5 | 20 | +/-0,08 | 15 | +/-0,15 | 2,5 | 1,06 | 550 | 307 | 1000 |
| труба DIN2391 20×3 | 20 | +/-0,08 | 14 | +/-0,20 | 3 | 1,26 | 676 | 151 | 1229 |
| труба DIN2391 20×3,5 | 20 | +/-0,08 | 13 | +/-0,30 | 3,5 | 1,42 | 806 | 538 | 1466 |
| труба DIN2391 20×4 | 20 | +/-0,08 | 12 | +/-0,35 | 4 | 1,58 | 943 | 629 | 1714 |
| труба DIN2391 22×1 | 22 | +/-0,08 | 20 | +/-0,08 | 1 | 0,511 | 187 | 125 | 340 |
| труба DIN2391 22×1,5 | 22 | +/-0,08 | 19 | +/-0,08 | 1,5 | 0,758 | 286 | 191 | 519 |
| труба DIN2391 22×2 | 22 | +/-0,08 | 18 | +/-0,08 | 2 | 0,06 | 388 | 259 | 700 |
| труба DIN2391 22×2,5 | 22 | +/-0,08 | 17 | +/-0,15 | 2,5 | 1,2 | 495 | 330 | |
| труба DIN2391 22x | 22 | +/-0,08 | 16 | +/-0,15 | 1,41 | 606 | 404 | 1103 | |
| труба DIN2391 22×3,5 | 22 | +/-0,08 | 15 | +/-0,20 | 3,5 | 1 | 723 | 462 | 1314 |
| труба DIN2391 22×4 | 22 | +/-0,08 | 14 | +/-0,30 | 4 | 1,78 | 643 | 562 | 1512 |
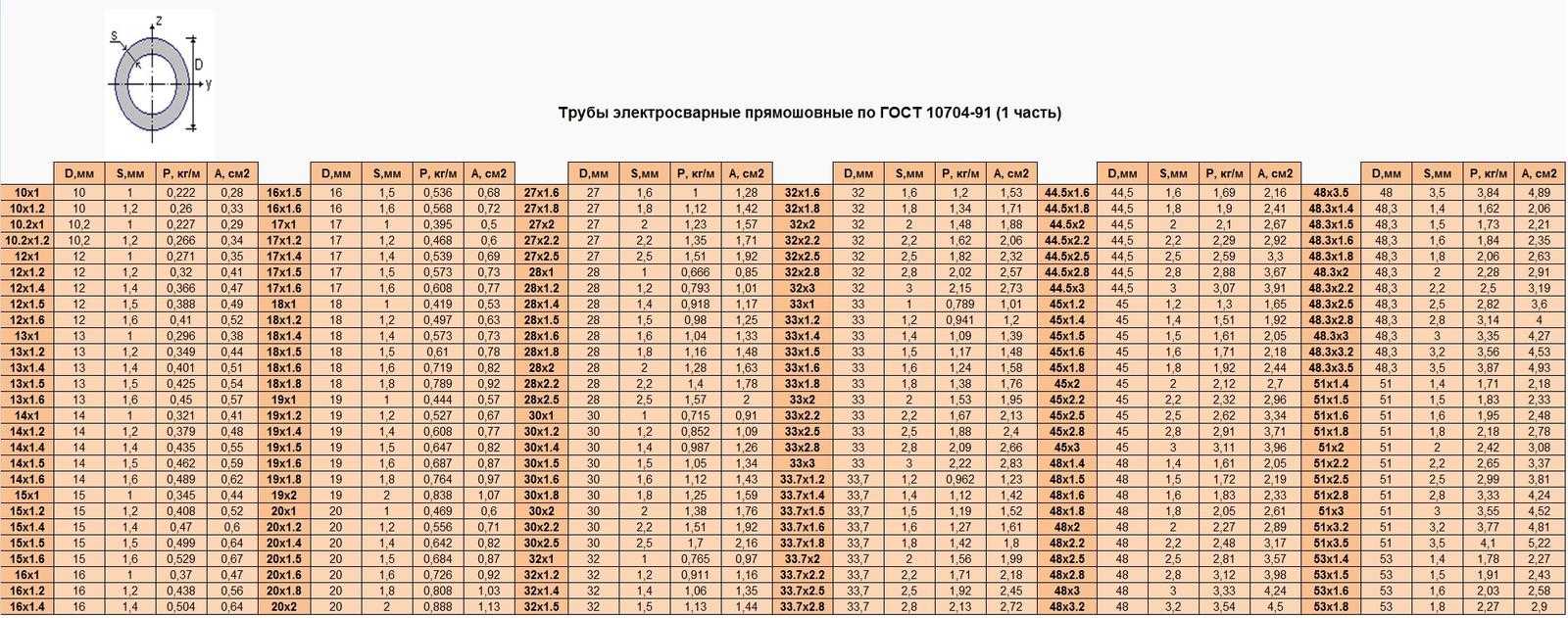
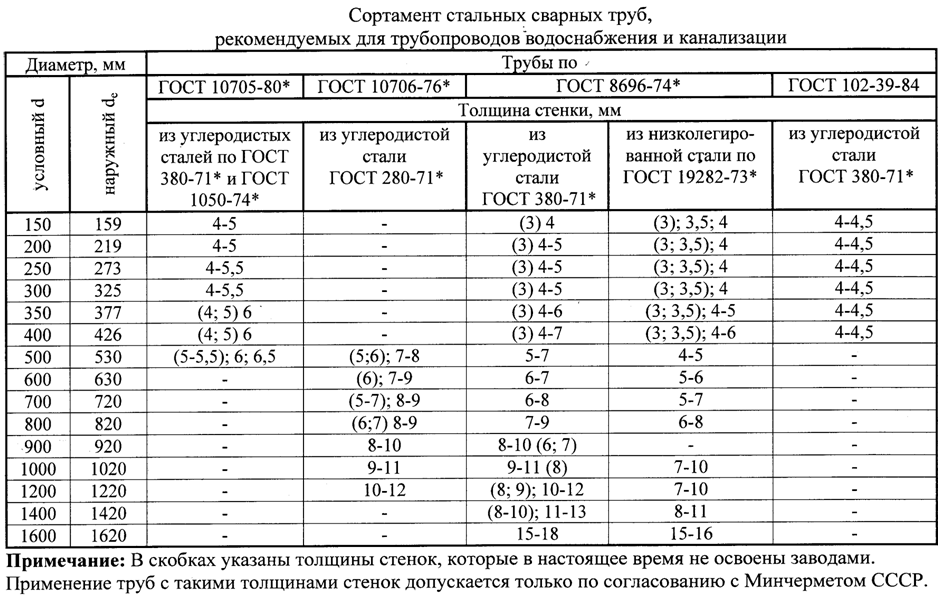
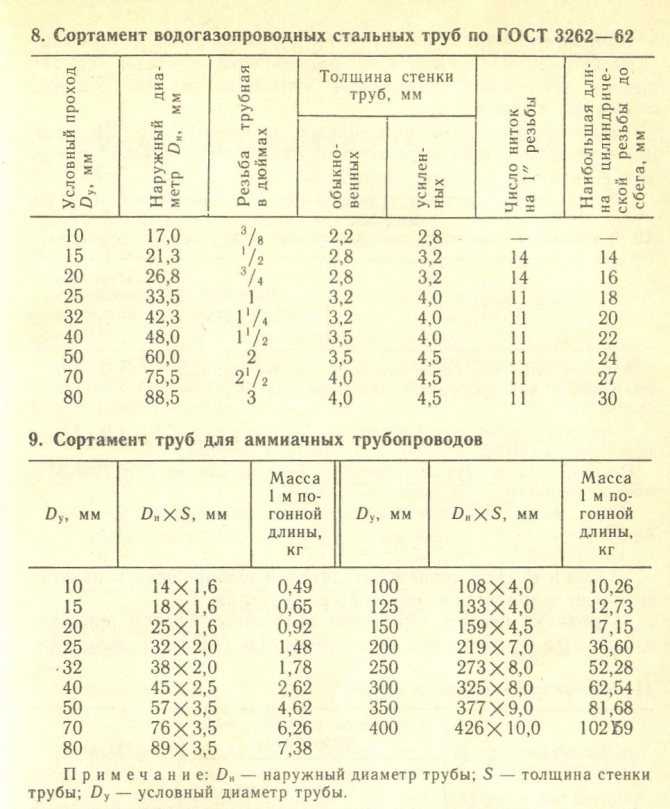
Сортамент труб. Диаметры, вес водопроводных, газовых труб ГОСТ 3262-75
Сортамент водогазопроводных труб ГОСТ 3262-75
Сортамент труб водогазопроводных часто нужен для онлайн расчета веса труб систем водогазопровода при строительстве, прокладке коммуникаций, при прокладке водопроводов, газопроводов. Полный сортамент труб применяют при монтаже систем отопления и выполнения деталей трубопроводов, в наружных сетях питьевого водоснабжения.
ГОСТ 3262-62 на водопроводные и газовые трубы допускает выпускать трубный прокат без резьбы на концах или с резьбой, при этом длина черных труб без резьбы колеблется от 4 до 12 м, а черных и оцинкованных с резьбой – от 4 до 8 м.
Стальные водопроводные трубы ГОСТ 3262-75 повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
Сортамент стальных труб водогазопроводных обычной точности допускает изготовление из сталей по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава. Наиболее ходовой сортамент труб – черный трубный прокат, применяют для водопроводов, газопроводов и систем отопления. Трубы ВГП повышенной точности изготовляют из сталей по ГОСТ 1050. Сортамент оцинкованных труб применяют для деталей водопроводных и газопроводных конструкций с высокими требованиями к долговечности и коррозионной стойкости.
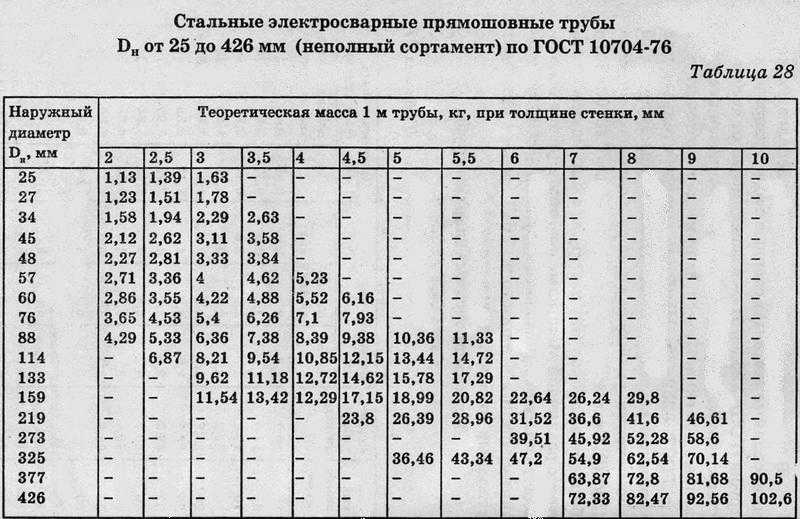
Круглая труба – это вид сортамента металлопроката, который производится методом электросварки. Технология производства трубного проката состоит в том, что стальные листовые заготовки из штрипса (лист стальной в рулонах) проходят процесс размотки и правки на валках, нарезаются в размер заданной длины и ширины, после чего обрабатываются края полос путем снятия фаски. Далее происходит сварка полос в стык, листовые заготовки поступают в накопитель для подачи материала на формовочный стан, где профилируются в круглую трубу требуемого размера диаметра. Толщина стенки трубы (тонкостенные, толстостенные) зависит от толщины листового штрипса. На следующем этапе происходит сварка продольного шва (либо по прямой линии, либо по спирали) путем оплавления кромок металла токами высокой частоты, их замыкание в неразъемное соединение для получения сплошного металла по всему сечению трубы круглой формы. На завершающей стадии технологического процесса снимается грат на готовом изделии и электросварная труба охлаждается, калибруется для соответствия диаметров ГОСТу в пределах допусков и нарезается в требуемый размер по длине.
![]()
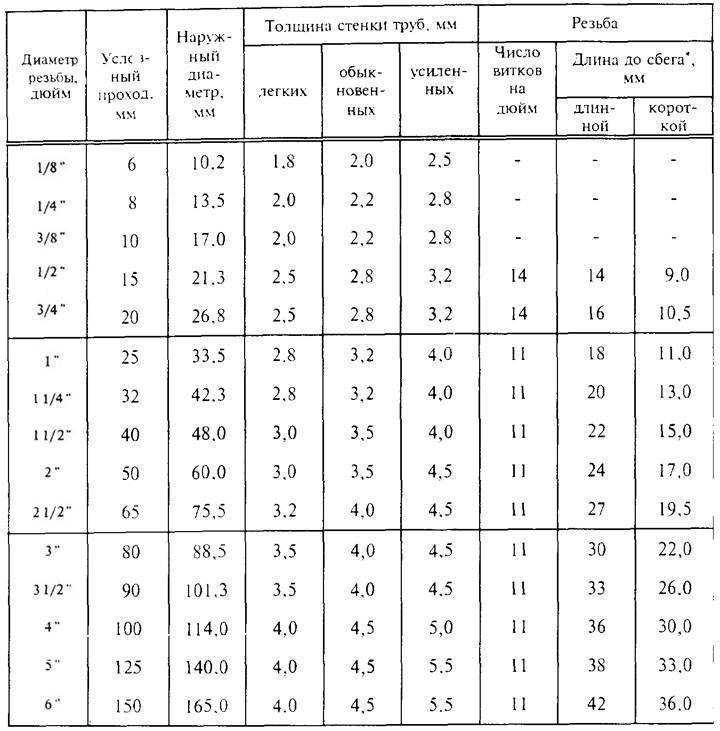
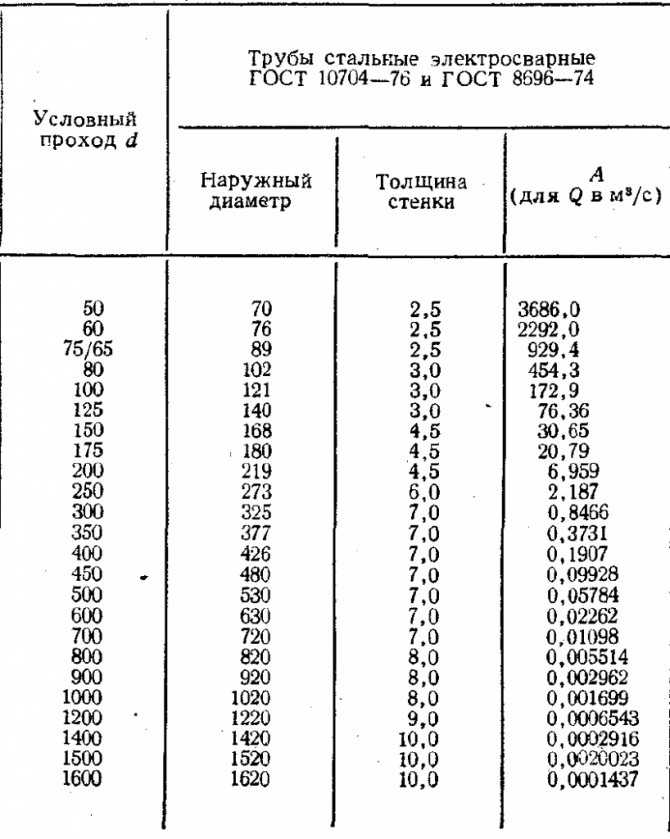
Соответствие дюймов диаметру условного прохода трубы Ду
Четверть дюйма – 8 мм; полдюйма – 15 мм; три четверти дюйма – 20 мм; дюйм – 25 мм; дюйм с четвертью – 32 мм; полтора дюйма – 40 мм; два дюйма – 50 мм; два с половиной дюйма – 65 мм; 4 дюйма – 100 мм.
Это соотношение между дюймами и миллиметрами значительно упрощает подбор трубопроводной арматуры импортного производства к украинским трубам, однако здесь важно понимать, что такие размеры подходят и для отечественных отводов, переходов, водопроводных кранов, газовых вентилей. Импортные муфты, краны, отводы, тройники, сгоны (а сейчас часто находит применение импортная нержавеющая трубопроводная арматура) имеют реальные дюймовые размеры, которые несколько отличаются от присоединительных размеров труб ВГП
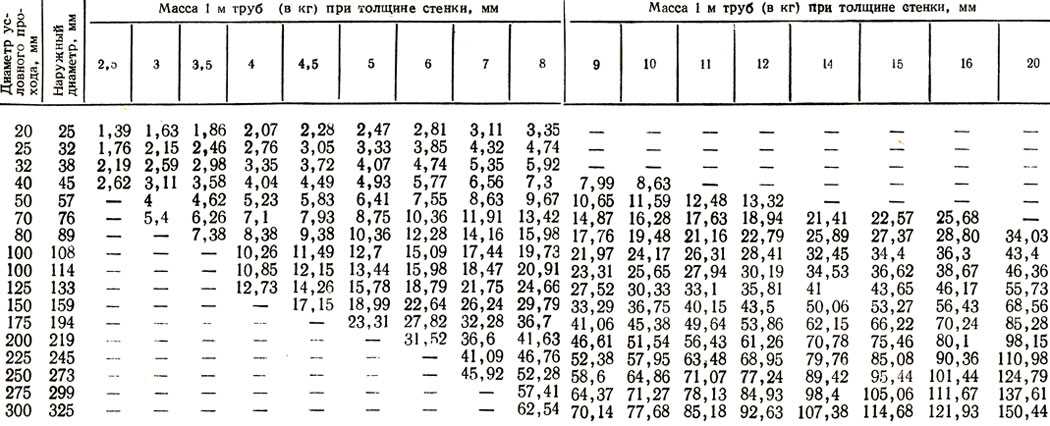
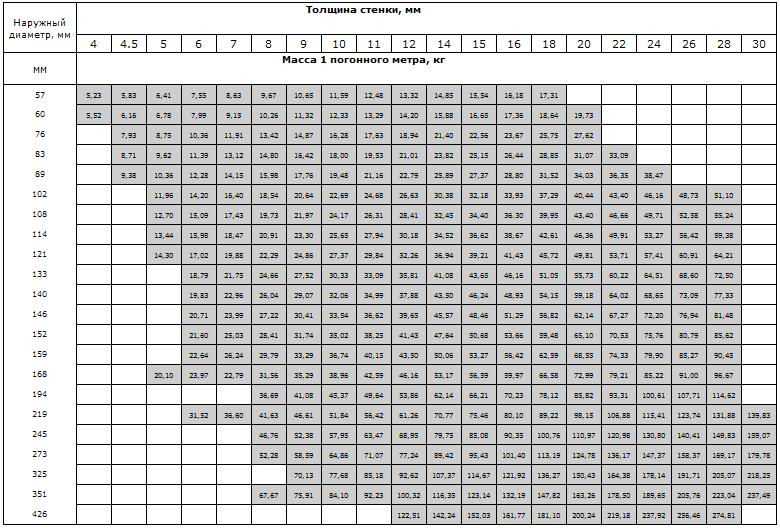
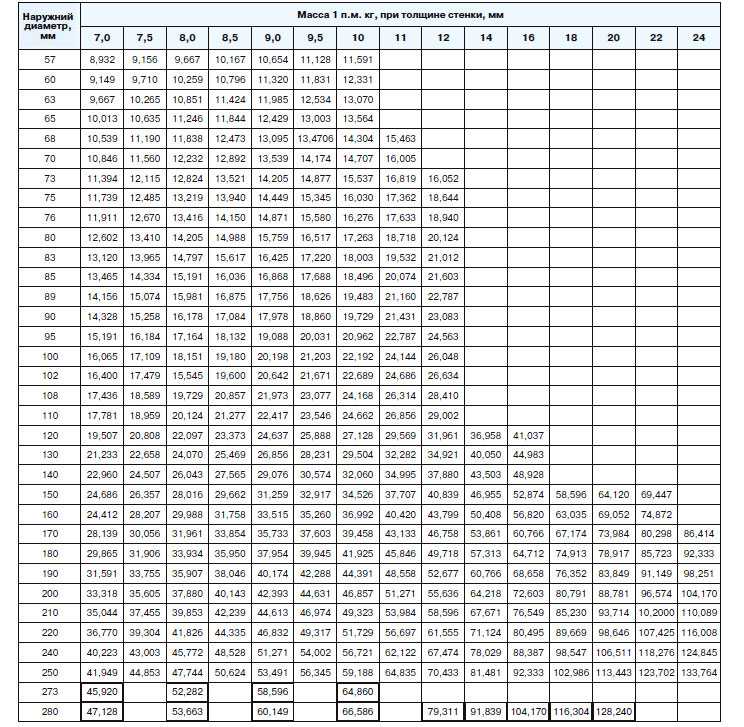
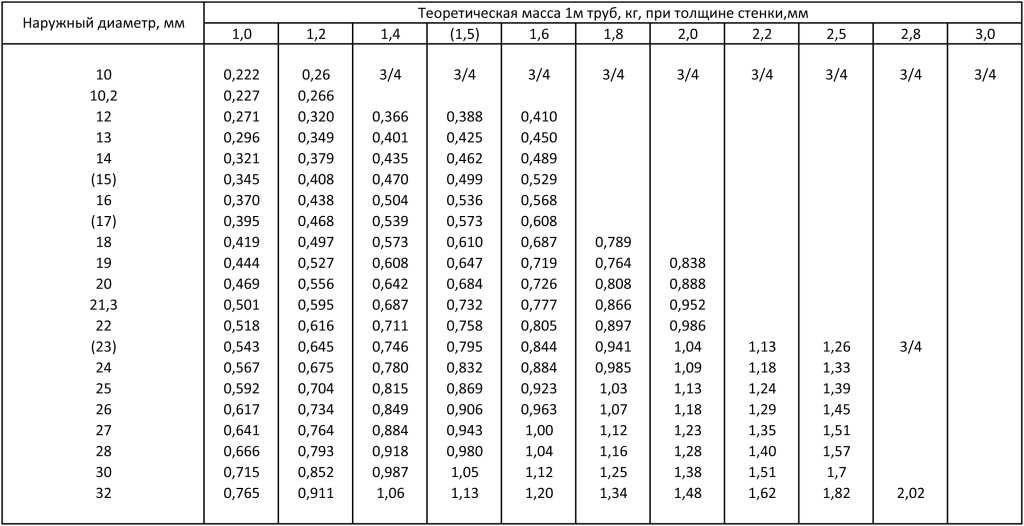
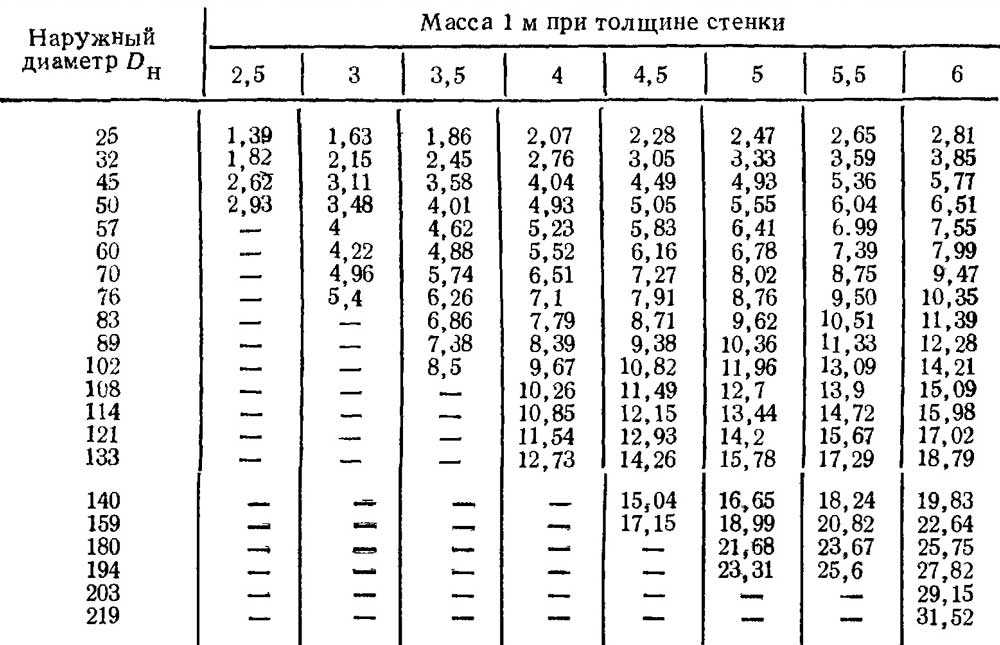
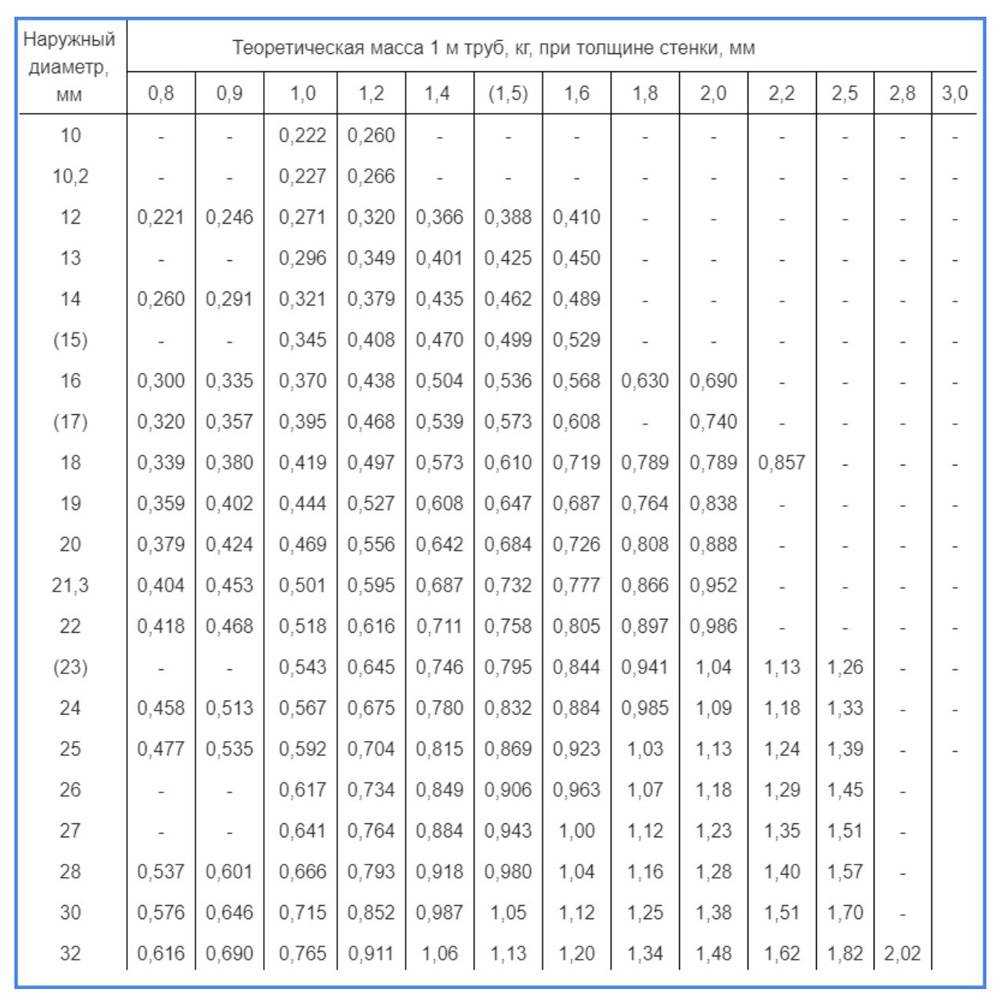
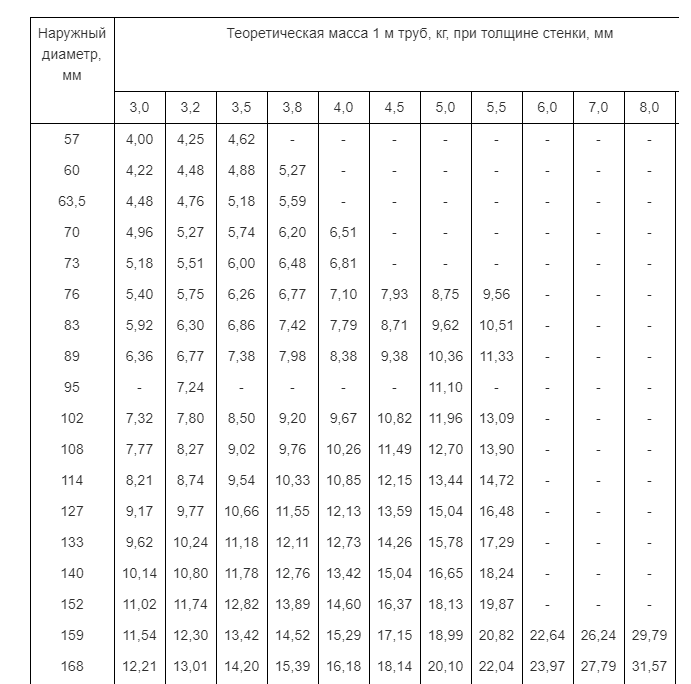
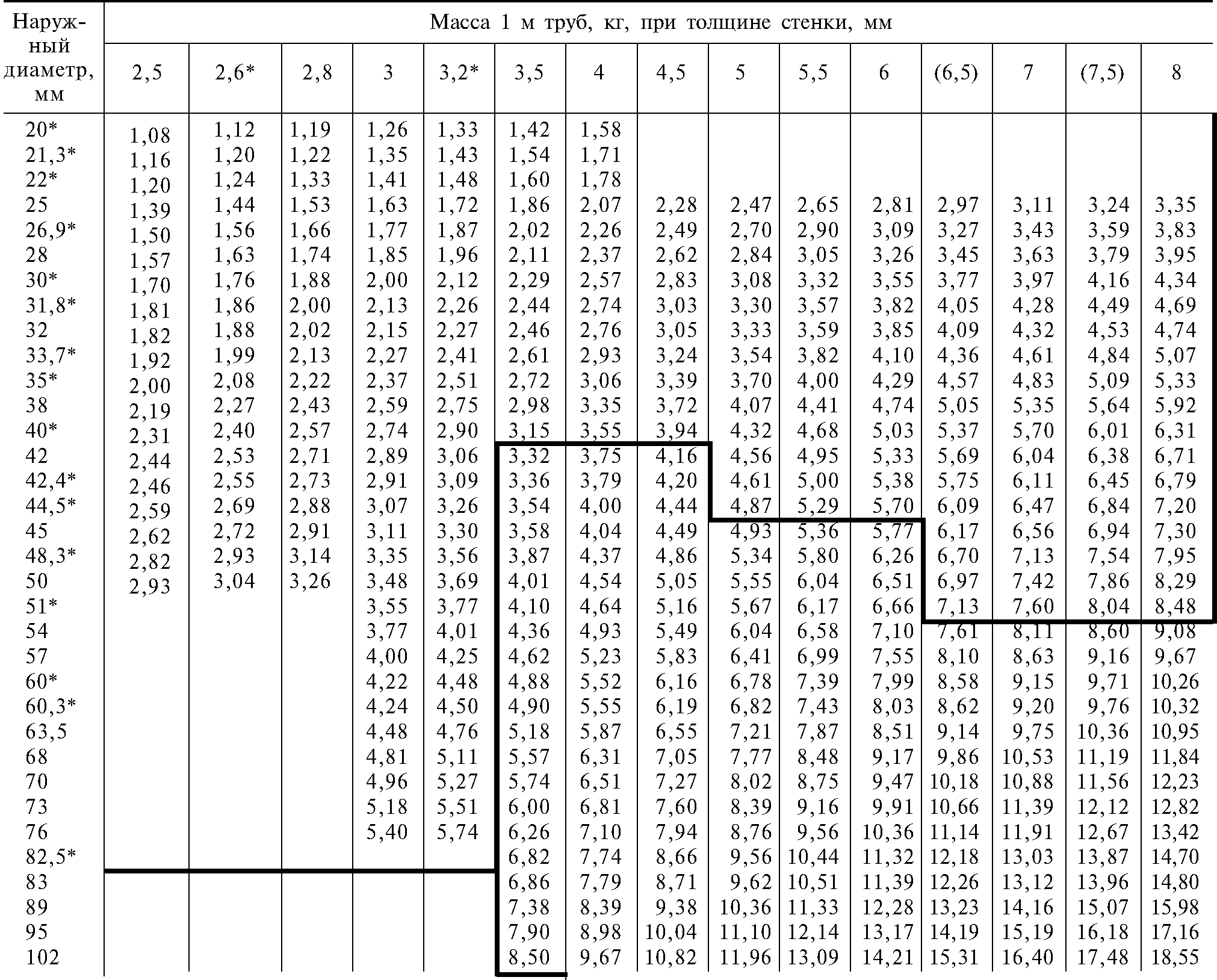
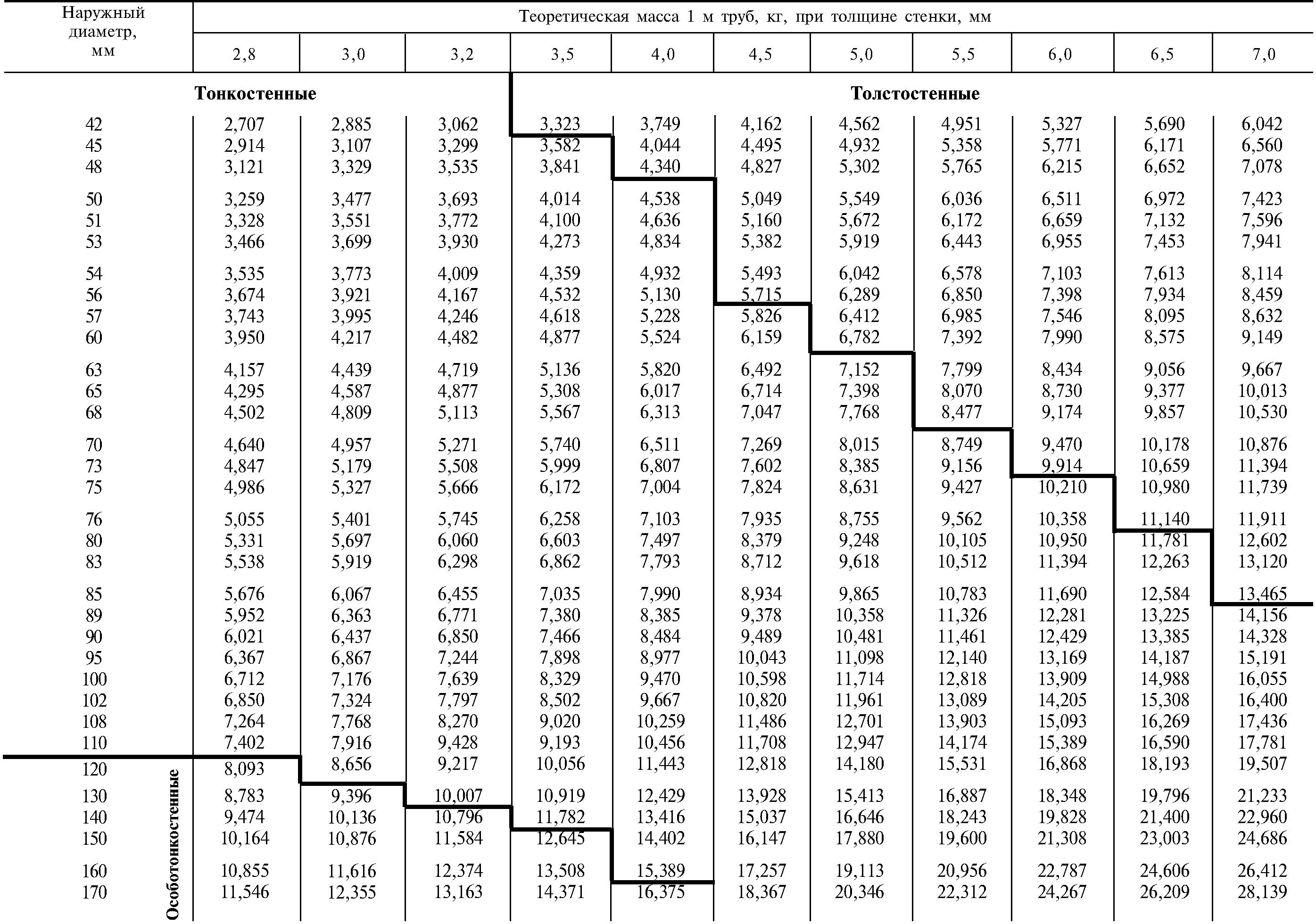
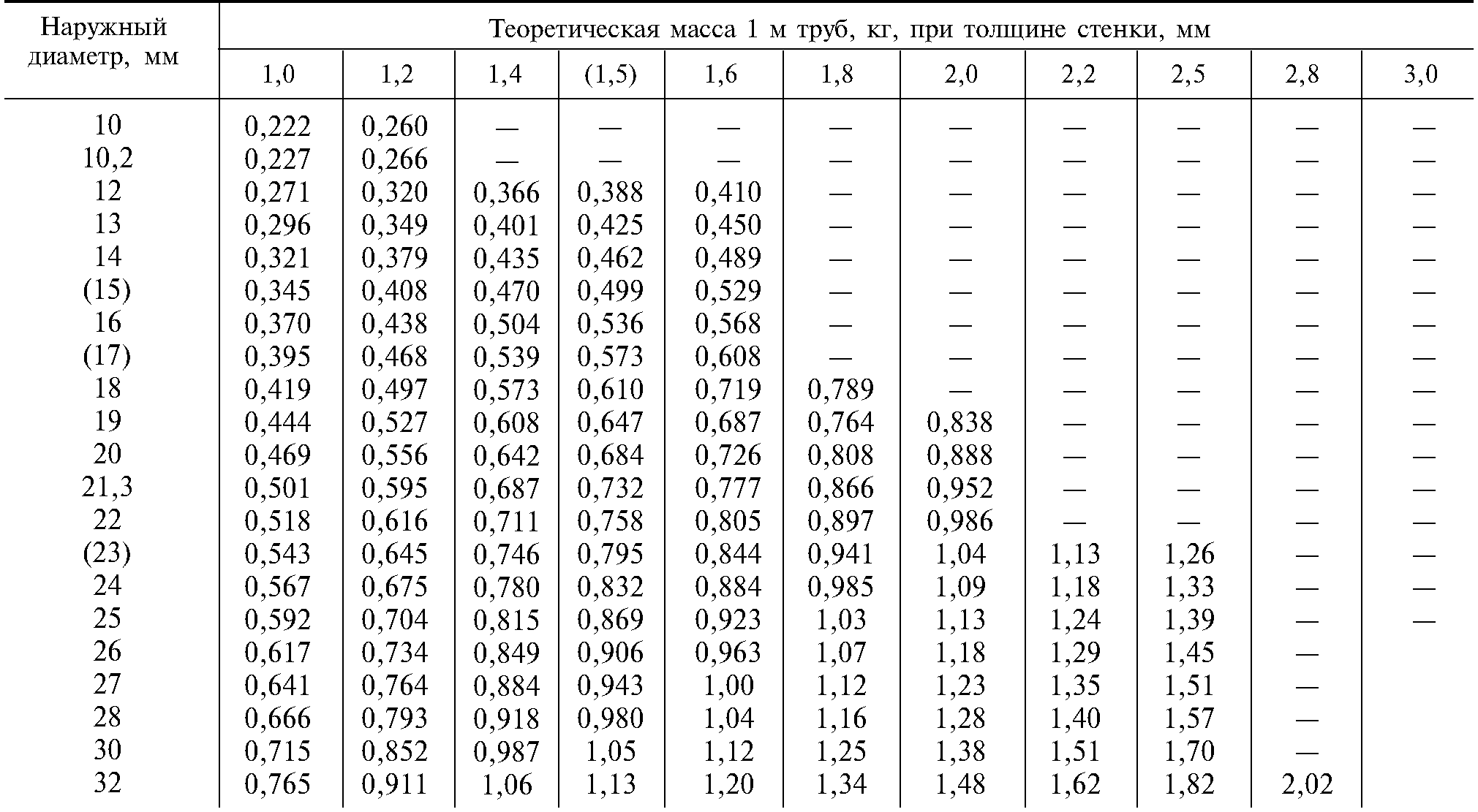
Таблица диаметров труб – Сколько килограммов (кг) в одном метре (м) трубы
Вес погонного метра стальной трубы в таблице – теоретическая масса. Фактическое значение может отличаться на 4-8%
Для перевода метров в килограммы трубы нужно умножить значение веса погонного метра в таблице сортамента на общую длину трубного проката.
Стандартное обозначение диаметра труб в сортаменте (см. таблицу):
- Внутренний диаметр – основная размерная характеристика труб и соединительных частей (фитингов) к ним.
- Наружный диаметр труб (в таблице – dn). Стальной трубный прокат классифицируются именно по наружному диаметру: малые размеры труб – 5-102 мм; средние размеры – 102 – 406 мм; большие размеры 426 мм и более.
- Условный диаметр трубы (в таблице – Dy, Ду) – это номинальный размер внутреннего диаметра в миллиметрах либо его округленное значение в дюймах.
- Диаметр номинальный (в таблице Dn, Дн)
- Толщина стенки, мм (в таблице S).
Предельные отклонения по массе труб в таблице диаметров и весовых данных не должны превышать +8%
Изготовление стальных труб: основные методы
Трубы из стали делают несколькими способами. Самыми распространенными вариантами изготовления являются:
- электросварный с прямым швом;
- электросварный со спиральным швом;
- горячедеформированный без шва;
- холоднокатаный без шва.
Выбор подходящего способа обработки металла зависит от качества сырья и оборудования, имеющегося в наличии у производителя.
Отдельным стандартом регламентируют водогазопроводные трубы. Однако это происходит не потому, что для этого материала существует особый способ изготовления, а только исходя из области применения. По сути, трубы такого типа представляют собой универсальное электросварное изделие с прямым швом. Обычно такой вид применяют в системах коммуникаций с умеренным давлением.
Как делают электросварные прямошовные изделия
Свернутый в плотный рулон стальной лист (штрипс) разматывают и режут на продольные полосы нужной длины и ширины. Полученные фрагменты сваривают в бесконечную ленту, обеспечивая таким образом непрерывность в производстве.
Затем ленту деформируют в вальцах и превращают заготовку в изделие круглого сечения с открытыми краями. Соединительный шов проваривают дуговым способом, индукционными токами, плазмой, лазером или пучками электронов.
Шов на стальной трубе, выполненный в среде инертного газа вольфрамовым электродом (действующий элемент электродуговой сварки), довольно прочен и долговечен. Однако обработка занимает длительное время. Сварка труб высокочастотными индукционными токами осуществляется почти в 20 раз быстрее, поэтому и цена на такие изделия всегда значительно меньше
После всех манипуляций круглую стальную трубу калибруют в вальцах и проводят деликатный неразрушающий контроль прочности и целостности шва ультразвуком или вихревыми токами. Если в процессе тестирования погрешности не обнаружены, заготовку раскраивают на фрагменты запланированной длины и отправляют в складское помещение.
Процесс создания электросварных спиральношовных труб
Производство стальных спиралешовных труб происходит по тому же принципу, что и прямошовных, только для изготовления продукции применяют более простые механизмы. Главная разница заключается в том, что раскроенную стальную ленту с помощью вальцов сворачивают не трубкой, а спиралью. Это обеспечивает высокую точность соединения на всех этапах.
На трубах со спиральным швом при возникновении аварийной ситуации не образуется магистральная продольная трещина, признанная специалистами наиболее опасной деформацией любой коммуникационной системы
Спиральный шов считается более надежным и наделяет трубу повышенной прочностью на разрыв. К недостаткам относится увеличенная длина шва, требующая дополнительных расходов на сварочные материалы и большего количества времени для соединения.
Изготовление горячедеформированных бесшовных изделий
В качестве заготовки для создания бесшовной (цельнотянутой) стальной трубы методом горячей деформации используют монолитную заготовку цилиндрической формы. Ее на высокой температуре раскаляют в промышленной печи и прогоняют через прошивной пресс. Агрегат превращает изделие в гильзу (полый цилиндр), а последующая обработка несколькими вальцами придает элементу нужную толщину стенок и подходящий диаметр.
Толщина стенки трубного материала из стали, изготовленного путем горячего деформирования, достигает 75 мм. Трубы такого качества используют в сложных эксплуатационных условиях и в коммуникационных системах, где прочность и надежность являются основным приоритетом
На последнем этапе горячую трубу из стали остужают, раскраивают по заданным параметрам и передают на склад готовой продукции.
Особенности производства холоднодеформированных труб
Начальный этап процесса изготовления бесшовных стальных труб методом холодного деформирования идентичен «горячему» варианту. Однако после прогонки через прошивной стан гильзу сразу же остужают и все остальные операции проводят в холодной среде.
Когда труба полностью сформирована, ее обязательно отжигают, сначала прогревая до температуры рекристаллизации стали, а потом снова остужая. После таких мероприятий повышается вязкость структуры, а сам металл покидают неизбежно возникающие во время холодной деформации внутренние напряжения.
Из стальных труб, произведенных методом холодного деформирования, можно проложить коммуникационную систему высокой надежности, в которой риск протечек будет сведен к минимуму
Сейчас на рынке представлены бесшовные холоднокатные трубы, имеющие стеночную толщину от 0,3 до 24 мм и диаметр 5 – 250 мм. К их достоинствам относятся высокий уровень герметичности и способность выдерживать высокое давление.
Стандартные диаметры стальных труб — таблица размеров и тонкости измерения
Знание стандартов и общепринятых норм существенно упрощает работу и облегчает выбор оптимального решения вопроса в любой сфере. Этому же способствует и систематизация каких-либо данных, сведение их в единую таблицу
Но прежде чем к ней перейти, следует акцентировать внимание читателя на некоторых моментах относительно диаметра трубы, независимо от ее материала и назначения
В заголовке название данного параметра указано во множественном числе. И это не только по причине значительного сортамента продукции. Специалисты различают несколько «видов» диаметров стальных труб , и прежде чем разбираться с их численными выражениями, следует уточнить, чем один отличается от другого. Именно незнание нюансов терминологии нередко является причиной неправильного выбора образцов, недопонимания между специалистом (например, прибывшим на вызов слесарем, менеджером в магазине) и рядовым потребителем, непрофессионалом в данной сфере.
Какие различают диаметры труб
- Dу – условного прохода. Его нужно знать, чтобы определить, обеспечит ли данная труба, к примеру, должный напор (для водоснабжения), приемлемую скорость теплоносителя (для отопительных контуров).
- Dн – наружный. Этот параметр свидетельствует об удобстве монтажа «нитки», крепления образцов на стене или иной основе, в некоторых случаях, о возможности (или целесообразности) прохода сквозь поверхности.
- G – резьбы.
Как видно из рисунка, это не одно и то же:
Разница величин определяется толщиной стенки.
В чем измеряют диаметры
Это еще один «барьер», мешающий достичь взаимопонимания между профессионалом и обычным, несведущим в подобных тонкостях человеком. Существуют 2 размерности, которые применяются для численного выражения сечений изделий с круглым профилем – см и дюймы. В сантиметрах понятно каждому из нас, а вот специалисты, особенно если речь идет о диаметрах стальных труб сравнительно небольших (например, по газу или воде), чаще оперируют именно дюймами (подробнее о маркировке труб читайте здесь).
В РФ сокращенного обозначения дюймов как такового нет. Если использовать по аналогии с «см» аббревиатуру «дм», то получится путаница – она применяется к дециметрам. Поэтому используется символ «″», который ставится после численного значения. Например, 1½″ (полтора дюйма).
Таблица значений
Ее нельзя считать абсолютно полной, но все то, что требуется для «дома и семьи», в ней отражено. Более детальную информацию несложно найти на специализированных сайтах и в соответствующих ГОСТ (кстати, их довольно много).
Для удобства читателей в правом столбце приведены сравнительные данные для пластиковых аналогов. Эти значения понадобятся, если придется стыковать изделия из разных материалов (сталь + пластик).
Как изготавливают стальные бесшовные трубы высокого давления
Еще по ГОСТу формируют диаметры для труб.
Бесшовную трубу из нержавейки изготавливают по конкретным методам.
- Ковка.
- Волочение.
- Прессование.
- Прокат.
![]()
Название говорит само за себя. Для любого бесшовного трубопроката характерно отсутствие каких-либо швов, соединяющих окружность. Из-за этого бесшовный метод производства достаточно сложен, нуждается в завышенных ресурсах. Что не может не сказаться на цене или себестоимости, если сравнить с изделиями выполненными по другой технологии.
Горячекатаная бесшовная. Выполняется за счет производственного станка из литой, кованной или горячекатаной заготовки. Их разогревают до + 1200 по Цельсию. Температурный режим связан с марками стали.
Благодаря вышеописанному процессу изготавливаются трубопрокаты с низким показателем точности, с большой толщиной стенки и низким качеством поверхности. Получается, что данное производство не предназначено для изготовления труб небольших диаметров и с тонкой стенкой.
Из основных этапов в производстве выделяют следующие.
- Заготовку отправляют в печь, где сталь разогревается чуть выше критической точки, означающей период рекристаллизации.
- Потом раскаленный заготовку направляют в прошивной пресс. Там прямоугольный брусок приобретают форму полого цилиндра. На языке металлурга – это называется “сделать гильзу”. Визуально раскаленная сталь уже является трубой, но не имеет необходимую геометрию и размера.
- После прошивного пресса деталь идет на несколько вальцов. Они выполняют процесс горячей деформации. Раскалённая деталь получает нужный диаметр и стенки. В процессе вальцевания заготовка еще и растягивается.
- После вальцевания заготовки необходимо остужать водой, а также подвергнуть контрольной калибровке.
- Процесс выполнен. Остается разрезать на части готовую продукцию и складировать.
Видео
Трубы для нефти и газа. Производство труб большого диаметра
- ГОСТ 8732-78
- Прописан диаметр: минимальный 20 мм, максимальный 550 мм.
- Толщина стенки от 2,5 мм до 75 мм.
- По длине: минимум 4 метра, максимум 12,5 метров. Некоторые производство предусматривают индивидуальный размер с припусками.
- По кривизне на каждые полтора метра допускается погрешность не более 20 миллиметров. Для стенок не более от 2 до 4 мм, зависимо от размера.
- Еще предусмотрено предельное отклонение от наружного диаметра.
![]()
Бесшовная холоднодеформированная. Производится за счёт волочения. В процессе используют горячекатаная гильза, которую пропускают через трубопрокатный станок.




Видео
ООО «Псковгеокабель». Трубопроводы гибкие высокого давления. Их применение
Способ холодной деформации аналогичен горячей, но есть два ключевых момента:
- Пройдя прошивной стан, стальная “гильза” должно охладиться в воде. Дальнейший процесс уже выполняется на пониженных температурах, где заготовка уже менее пластична. Получается, что название говорит само за себя. Хотя пониженные температуры в процессе выделяют достаточно тепла.
- До финальной калибровки холодная деформация предусматривает предварительный отжиг. По факту “гильзу” повторно разогревают до рекристаллизации и оставляют остывать. Для чего это нужно? Металлу придают свойства пластичности и вязкости, а еще так снимают внутренние напряжения.
- ГОСТ 8734-75
- Допускается незначительная овальность или разностенность трубы.
- По кривизне перевод участка для изделия погрешность на 1 метр не превышает 3 миллиметров для тонкостенных трубопрокатов. Погрешность для трубопрокатов средней толщины на 1 метр не более 2 миллиметров.
- При индивидуальной договоренности с заказчиком финальная термообработка не выполняется. Для стандарта термообработка обязательна.
Как классифицируют данную продукцию
Подобные виды трубопроката на практике классифицируют по методам производства и толщине стенок.
Видео
ДНЕВНИК СТРОЙКИ сборка, установка систем трубопроводов высокого давления
Из методов выделяют:
- Электросварной прямошовный.
- Электросварной со спиральным швом.
- Бесшовной горячедеформированный.
- Бесшовный холоднокатаный и теплодеформированный.
Последние два методы объединены в общий стандарт.
По толщине стенки:
- Особо толстостенная;
- Толстостенная;
- Тонкостенная;
- Особо тонкостенная.
Всё отличие связано с разницей наружных диаметров и толщинами стенок.
Антикоррозийное покрытие. Она либо обязательна, либо не предусмотрена совсем. Причем оцинковке подвергаются водогазопроводные и прямошовные электросварные трубы. Оцинковка допустима на любых стальных видах, изготовленных по любому способу производства.
1 Трубы стальные электросварные прямошовные – ГОСТ 10705–80
Указанный Государственный стандарт дает информацию о сортаменте и технологии изготовления прямошовных сварных трубных изделий, которые имеют диаметр от 10 до 530 миллиметров. Производят их из низколегированных и углеродистых сталей для эксплуатации в составе разнообразных строительных и иных конструкций, в качестве элементов трубопроводов и разных по своему назначению изделий.
Отметим, что ГОСТ 10705–80 «не подчиняются» трубы, используемые для выпуска электрических тепловых нагревателей. По качественным характеристикам труба стальная прямошовная (ГОСТ 10704–91 и 10705–80) причисляется к одной из четырех групп. Изделия группы «А» выпускаются по Госстандарту 380 из полуспокойной, спокойной и кипящей стали 1, 2, 3 и 4. Готовая продукция производится с нормированием механических параметров. Изделия группы «Б» изготавливают:
- по Государственному стандарту 9045 из стали 08Ю;
- по стандарту 380 из Ст1–Ст4;
- по стандарту 19281 из сталей с низким уровнем легирования, в которых углерода должно быть не более 0,46 процентов (таким образом делают трубы сечением более 114 мм);
- по Госстандарту 1050 из Ст10, 08, 20 и 15 (сп, кп, пс).
![]()
Также изделия группы «Б» (все они в обязательном порядке нормируются по своему химсоставу) изготавливают из стали 22ГЮ, которая имеет следующий химический состав (в процентах):
- от 1,2 до 1,4 – марганец;
- от 0,15 до 0,22 – углерод;
- 0,03 – титан;
- от 0,15 до 0,3 – кремний;
- от 0,02 до 0,05 – алюминий;
- до 0,02 – фосфор и кальций;
- до 0,4 – хром;
- до 0,01 – сера;
- до 0,012 – азот.
Трубы группы «В» нормируются уже и по химсоставу, и по механическим характеристикам.При этом их производство выполняется из сталей, которые используются для изготовления изделий группы «Б». Кроме того, прямошовные трубные конструкции могут быть и группы «Д». В этом случае они нормируются по показателям гидравлического испытательного давления.
![]()
ГОСТ говорит о том, что:
- трубы из сталей с малым количеством легирующих элементов могут выпускаться как без дополнительной термообработки , так и с ней (например, с рекристаллизационным отжигом), причем обработка осуществляется по всему сварному соединению либо по объему конструкции);
- также обрабатывается повышенными температурами и изделия из сталей углеродистого состава, но они могут быть еще и редуцированными по горячей технологии, а вот изделия из Ст1 никогда не проходят термообработку;
- комбинат, который выпускает электросварные конструкции, имеет право самостоятельно выбирать конкретный вариант термической обработки, допускается проводить ее даже в защитной среде, но по предварительному договору с покупателем готовой продукции.



