
Горелки для пайки меди, латуни, красной бронзы
Горелки могут быть мобильными и стационарными. Мобильные инструменты отлично подойдут для непрофессионального использования в домашних условиях, а стационарные (электрические или газокислородные) – для тех, кто специализируется на ремонте или монтаже систем водоснабжения на основе труб из цветных металлов.
Мобильные горелки со сменными одноразовыми баллонами, наполненными газовой смесью, очень просты в эксплуатации – достаточно только зажечь ее и навести на то место, которое необходимо спаять. Применяются с твердыми и мягкими припоями. Немаловажная их особенность в том, что они могут использоваться для бытовых нужд.
Газосварочные посты относятся к специальному оборудованию и находят применение при монтаже водопроводных труб или других аналогичных конструкций. Они мобильны и рассчитаны на продолжительное использование. В качестве газа используется стандартный пропан-бутан или ацетилен.
Подобрать и купить все необходимое оборудование, инструменты и материалы для пайки и сварки, расходники для пайки труб из цветных металлов можно в нашей компании. Все инструменты для пайки медных труб имеют фирменную гарантию. Мы же в свою очередь гарантируем высокое качество всей продукции, демократичную стоимость и возможность доставки как на объект заказчика так и в любой регион РФ.
Виды медных труб
Перед изготовлением трубопровода нужно выбрать детали. Среди покупных деталей выделяют два вида:
- Неотожженные — высокопрочные элементы с низким показателем пластичности. Они не проходят дополнительную термическую обработку после изготовления.
- Отожженные — элементы, которые проходят дополнительную термическую обработку. Они выдерживаются при температуре около 700 градусов по Цельсию. Материал обретает высокий показатель пластичности. Благодаря дополнительной термической обработке, они становятся более устойчивыми к воздействию критических температур.
Медные трубы различаются по толщине стенок и размеру бухт, в которых они продаются. По ГОСТу они должны изготавливаться из чистой меди.
Разновидности по типу топлива
Используемая газовая смесь влияет на конструктивные особенности оборудования. Для пайки медных деталей применяется пропан, газокислородное вещество и MAPP-газ. Существует также мультитопливо, но оно не применяется в приборах для пайки медных сегментов трубопроводов.
Пропановые горелки
Приспособление, использующее пропан, позволяет эффективно разогревать, плавить, паять медь. Инструмент применяют при работе с металлом, у которого толщина от 2 до 9 мм. Корпус изделия создается из латуни. Для изготовления сопла применяется высокотемпературный металл. Чаще всего — это нержавейка.
![]()
Пропановая горелка для пайки медных труб
В пропановых горелках регулировка пламени в большинстве случаев выполняется ручным методом. Для этого используется редуктор. Он расположен на патрубке рядом с соплом.
Пламя пропанового инструмента имеет температуру минимум 1300°C. Поэтому паяльное приспособление широко применяется на практике.
Газокислородные горелки
Такие аппараты используют в качестве топлива смесь кислорода с газообразным веществом. И оснащаются специальным редуктором, позволяющим подавать отдельные компоненты газокислородного вещества, у которых одинаковое давление.
Конструктивные особенности газокислородного оборудования позволяют работать с помощью стабильного и прямонаправленного пламени. Поэтому швы между элементами из меди получаются высокого качества.
![]()
Горелка для пайки медных труб твердым припоем
Приборы работают с разными видами газообразного топлива. Благодаря такой особенности можно использовать в работе пламя с разной температурой. Пайка с помощью ацетилена позволяет нагреть деталь до 3260°C.
Если же применить бутан, значение температуры составит 2760°C. При использовании водорода и пропана рабочий параметр будет равен соответственно 2680°C и 2640°C.
Под МАПП газ для пайки медных труб
Этот тип оборудования отличается повышенной тепловой мощностью. Поэтому газовые горелки с питанием МАПП газом широко применяются для обработки разных металлов, включая медь. С помощью пламени, образующегося из смеси, в состав которой входит несколько компонентов, можно выполнять следующие операции:
- прогрев;
- плавку;
- отжиг;
- пайку.
![]()
Горелка для МАПП газа Газовое топливо под названием «Метилацетилен-Пропадиен-Пропан» формирует высокотемпературное пламя с хорошей интенсивностью и формой.
МАП газовые горелки для пайки медных труб создают тепловой поток, у которого температура составляет 2400°C. Поэтому температурная эффективность лучше, чем у пропанового аппарата.
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
МЕХАНИЧЕСКИЙ
![]()
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.










ОБЖИМНОЙ
![]()
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K минус 30 / плюс 80 для L |
| Накатная канавка, D = 50,8 – 101,2 мм, D = 50,8 – 203,2 мм тип M | 0 — 1725 | минус 35 / плюс 120 |
| 0 — 1375 | минус 30 / плюс 80 |
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
ДЛЯ МЕДНЫХ
![]()
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Механические разъёмные соединения медных труб
Сантехническая и другая практика отмечается использованием целого ряда способов создания разъёмных соединений, которые по надёжности и прочности не уступают паяным. При эксплуатации водопроводных и прочих систем, где используются медные трубы, встречаются монтажные фрагменты, где пайка меди невозможна в принципе. Для таких ситуаций как раз и применимы разъёмные механические соединения:
- Конической развальцовкой.
- Накатными канавками.
- Связывающим обжимом.
- Вставкой нажимом.
Рассмотрим технологические моменты каждого способа на случай применения для строительства систем медных трубопроводов.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае









При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Особенности соединения медных труб
Медный трубопровод влетит в «копеечку», ведь материал стоит отнюдь не мало, потому советуем следовать четким правилам при выборе составляющих:
- Они должны быть однородными (это увеличит срок эксплуатации всего трубопровода);
- Нельзя соединять нелегированные виды стали с медью. От электрохимических процессов между этими элементами бывают печальные последствия. Стальные детали и даже оцинкованная сталь начнет ржаветь;
- Если невозможно избежать разнородного соединения, трубы из стали монтируют перед медными, по направлению потока;
- Канализационные ПВХ трубы все чаще вытесняют аналоги из металла, потому что стоят дешевле, не уступают по долговечности и прочности, просты в монтаже;
- Трубы из меди неплохо сочетаются с поливинилхлоридными деталями, в данном случае никаких отрицательных последствий не будет;
Монтаж медных труб для водопровода
Прежде, чем приступить к работе, нужно составить схему будущей сантехнической конструкции и на её основе выполнить расчёт метража трубного проката и количества соединительных элементов(пресс-муфт, тройников, отводов, переходников и др.).
Необходимые инструменты и материалы
Для выполнения монтажа трубного проката из сплава меди нужно подготовить комплект инструментов, состоящий из:
- Ножовки по металлу или трубореза.
- Пассатижей.
- Ручного калибратора.
- Гаечных ключей или газовой горелки (для прогрева участка труб при соединении деталей пайкой).
- Напильника.
Для стыковки отрезков труб в зависимости от выбранного способа соединения, потребуются следующие материалы:
- Фитинги.
- ФУМ — лента для герметизации стыков разъёмных фитингов.
- Припой и флюс (в случае пайки изделий).
Меры предосторожности
Пайка медных изделий осуществляется при их нагреве до высоких температур, поэтому при работе необходимо надевать защитную спецодежду и использовать огнезащитный экран. С соединяемых деталей в зоне контакта необходимо удалить резиновые или пластмассовые оплётки. У устанавливаемых кранов должен быть выкручен вентиль, чтобы не расплавились уплотнительные кольца.
![]()
При проведении пайки медных изделий в уже смонтированной трубопроводной системе, следует открыть все запорную арматуру, чтобы уровень давления в трубах не превысил допустимых значений из-за нагрева некоторых участков.
Ход работ
Стыковку отрезков труб с помощью фитингов выполняют в следующей последовательности:
- Отрезать секции труб необходимого размера.
- Если водопровод собирается из медных труб с ПВХ — изоляцией, то на концах изделий этот слой следует снять.
- Линию среза зачистить с помощью напильника от заусениц.
- Снять фаску.
- Надеть на подготовленную деталь поочерёдно накидную гайку и обжимное кольцо.
- Состыковать фитинг с гайкой и затянуть резьбу сначала рукой, а затем с помощью ключа.
- В местах, где выполняется установка переходного фитинга с медной трубы на стальную, герметичность стыков обеспечивают применением ФУМ — ленты.
При соединении труб пайкой своими руками нужно соблюдать меры предосторожности, описанные выше, и обладать определёнными навыками. Процесс подготовки и сама пайка включает в себя следующие действия:
- Резка необходимых отрезков труб с помощью трубореза или ножовки по металлу.
- Удаление на их концах теплоизоляционного слоя (если имеется) и образовавшихся заусениц.
- Удаление в зоне пайки оксидной пленки мелкой абразивной шкуркой.
- Ошкуривание фитинга.
- Промазка флюсом наружной поверхности деталей.
- Вставка конца трубы в фитинг таким образом, чтобы между деталями оставался зазор не более 0,4 мм.
- Прогрев зоны контакта элементов газовой горелки(на фото ниже).
- Вставка припоя в зазор между фитингом и концом медной трубы.
- Пайка шва.
- Промывка системы от частичек флюса.
Процесс пайки медного трубного проката можно посмотреть на видео:
Особенности монтажа
Монтаж с помощью пайки образует неразъёмные соединения, которые не нуждаются в обслуживании и считаются наиболее надёжными в эксплуатации. Но, чтобы паять медный водопровод необходимо обладать достаточным опытом такого вида работ и соответствующими знаниями. Начинающие мастера могут воспользоваться следующими рекомендациями:
- Очистку медных изделий нельзя выполнять с помощью, абразивных чистящих средств, крупнозернистой наждачной бумаги или металлической щётки, так как они царапают медь. Глубокие царапины на поверхности мешают выполнению паяного соединения.
- Флюс является достаточно агрессивным веществом, обладающим высокой химической активностью. Наносить его нужно тонким слоем, используя кисточку. Если не поверхности появились излишки, по окончании процесса стыковки деталей, то их нужно тут же удалить.
- Прогревать зону контакта следует достаточно, но не чрезмерно, так чтобы не допустить плавление металла. Сам припой не должен подлежать прогреву. Его следует приложить к нагретой поверхности детали — если он начал плавиться, то можно начинать пайку.
- Сгибать трубы нужно так, чтобы не допустить заломов и перекручивания.
- Монтаж медных изделий должен осуществляться впереди алюминиевых или стальных участков по направлению потока воды, чтобы предотвратить быструю коррозию последних.
- Для перехода с медных труб на секции из других металлов рекомендуется использовать фитинги из латуни, бронзы или нержавеющей стали.
Основные ошибки, допускаемые при пайке
Процесс пайки труб из меди достаточно прост, но требует определенного опыта. Новички часто допускают ошибки в работе.
Рассмотрим основные из них:
- Наличие дефектов на поверхности соединяемых деталей. Такие изъяны могут появиться в процессе разрезания трубы. Если пайка проведена поверх дефекта, шов будет непрочным.
- Загрязнения на участке соединения элементов. Детали после нарезки и чистки обязательно нужно обезжирить.
- Недостаточная ширина монтажного зазора. По правилам, для деталей сечением от 6 до 108 мм размеры зазора должны составлять от 7 до 50 мм.
- Недостаточный разогрев деталей. В этом случае припой не сможет должным образом сплавиться с основанием. Такой шов легко разрушится даже при небольшой нагрузке.
- Флюс покрывает не всю поверхность трубы. Окиси остаются на поверхности детали, что негативно влияет на качество шва.
- Перегрев участка соединения. Приводит к сгоранию флюса и образованию окиси и окалины. В результате качество соединения резко ухудшается.
- Проверка неостывшего соединения. Прежде чем проверять качество шва, нужно убедиться в том, что труба остыла. Иначе соединение неизбежно деформируется и утратит прочность.
- Игнорирование правил безопасности. Пайка проводится при высоких температурах и с использованием агрессивных химически веществ. Защитная одежда, маска и перчатки обязательны.
Возможно, начинающему мастеру сложно будет самостоятельно определить степень разогрева деталей, тогда стоит пригласить профессионала и сделать первые соединения под его руководством.
С методами сооружения отопительных контуров из медных труб ознакомит следующая статья, с которой мы рекомендуем ознакомиться.
Капиллярная методика соединения медных труб
Пайку медных труб, которую по праву считают самым надежным и прочным методом соединения медных деталей, выполняют, опираясь на принципы капиллярной технологии. В соответствии с данным эффектом, который основан на законах физики, жидкость может подниматься по капилляру, преодолевая силу тяжести, если между нижней и верхней точкой ее подъема имеется определенная дистанция.






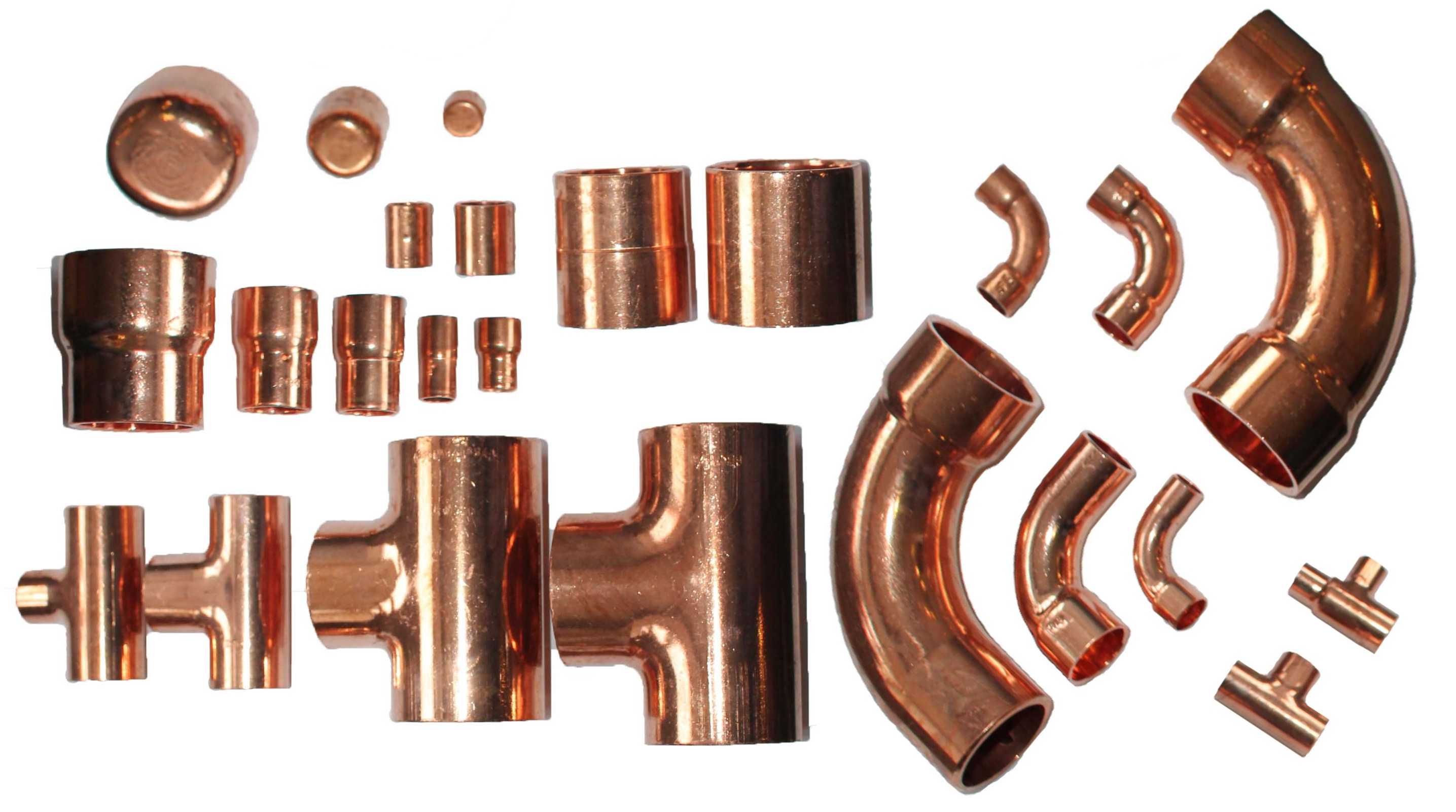
Фитинги под пайку
Данный физический эффект позволяет паять медные трубы таким образом, чтобы расплавленный газовой горелкой припой равномерно распределялся по всей области создаваемого соединения. Для того чтобы эффективно выполнять такую пайку, можно располагать трубы в любом пространственном положении, главное, чтобы расплавленный припой подавался с нижней части формируемого соединения.
Более подробно процесс выполнения капиллярной пайки выглядит следующим образом:
- используя газовую горелку, место будущего соединения тщательно прогревают;
- в зазор между торцами соединяемых труб или между трубой и используемым фитингом подается расплавленный припой, который его полностью заполняет за счет капиллярного эффекта;
- полученному соединению дают полностью остыть;
- после полного остывания сформированного соединения его элементы тщательно зачищают, используя специальный чистящий состав.
При помощи пайки, основанной на капиллярном эффекте, соединяют элементы трубопроводов не только из меди, но и из черных металлов. В том случае, если в качестве соединительного элемента для медных труб используется стальной фитинг, то на место будущего соединения наносится слой специального флюса. В качестве припоя при выполнении пайки по капиллярной технологии применяется очень токая проволока, которая может быть изготовлена из олова, меди, а в отдельных случаях даже из серебра.
https://youtube.com/watch?v=bVM-Gh3j32Q



