
Сварка пленки открытым пламенем ↑
- одно из возможных приспособлений с открытым огнем: газовая горелка, спиртовка, паяльная лампа, спичка, лучина;
- бруски из керамики или металла.
Сначала края пленки фиксируются брусками, чтобы в месте сварки была видна узкая полоска полиэтилена толщиной в несколько миллиметров. Бруски должны быть изготовлены из металла или керамики, но ни в коем случае не из дерева – ведь их функция не только сохранять неподвижность полиэтилена, но и отводить на себя часть тепла, чтобы соединяемые детали не сгорели.
После этого выбранным для сварки инструментом нужно провести условную линию вдоль края полиэтиленовых деталей. В результате на месте соприкосновения пленок с открытым огнем должен образоваться плотный соединяющий валик. Чтобы процесс сварки прошел успешно, желательно предварительно, опытным путем, подобрать оптимальную скорость движения инструмента. Зависит она и от используемого приспособления, и от марки полиэтилена.
На крыше лучше работать прибором
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.
Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».
Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
Фото — фитинги
Муфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Фото — стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки
Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.
Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Инструкция по сварке
Если вы выбрали полиэтиленовые трубы, поступили мудро, но теперь их еще нужно грамотно установить. Давайте учиться
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.
Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Электромуфтовое соединение
Такой вид сварки, называемый также терморезисторным, используют для крепления элементов разной толщины стенок и диаметра, а также для установки безнапорных трубопроводов – установок дренажа, самотечной канализации и т.д.
Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
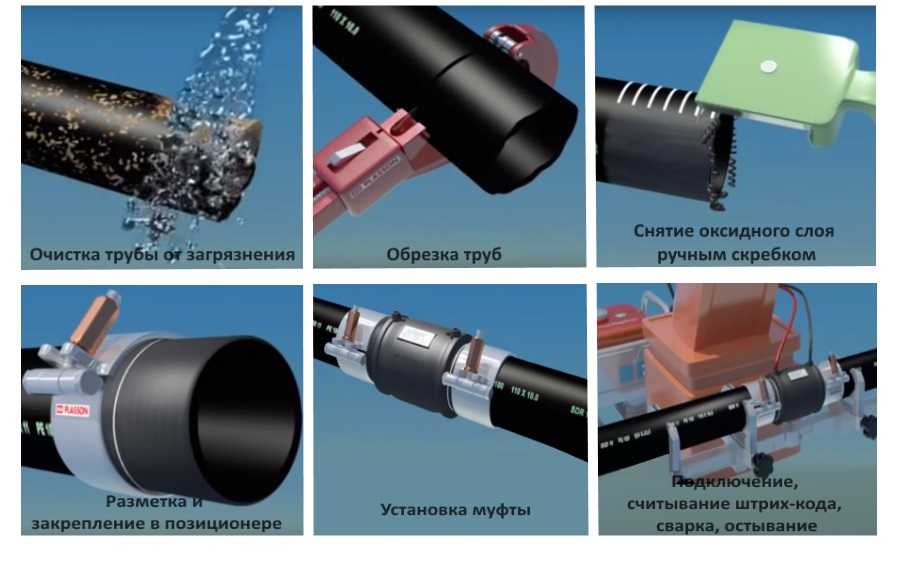
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.
Так выглядит установка для соединения встык
Стыковая сварка
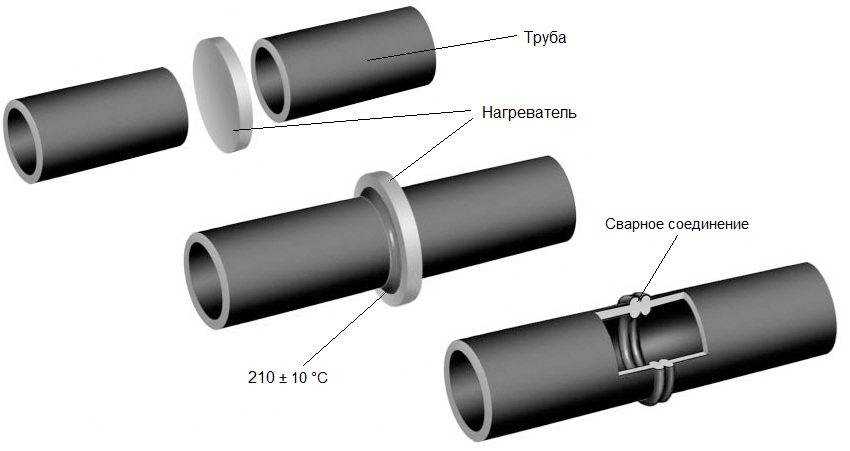
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.
При данном способе края изделий при помощи специального нагревательного прибора разогреваются, а затем расплавляются и в таком состоянии стыкуются, образуя одно целое и безупречный шов.
Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
Таблица для определения времени нагрева и охлаждения свариваемых элементов
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.
Стыковые швы правильные
О правильности всех инструкций по сварке можно судить по окончательному виду полиэтиленового шва. В случае образования неправильного шва и высокого риска протечек при дальнейших операциях лучше разрезать стык по краям и приварить новый.
При правильно сшитом шве размер пятки каблука должен соответствовать нормативным значениям.
![]() Стандартные параметры рассчитываются на основании лабораторных исследований. Их соблюдение обеспечивает высокую надежность стыка и долгий срок службы трубопровода
Стандартные параметры рассчитываются на основании лабораторных исследований. Их соблюдение обеспечивает высокую надежность стыка и долгий срок службы трубопровода
К параметрам ролика предъявляются дополнительные требования:
- Симметрия и однородность по всей окружности стыка.
- Смещение стенок труб в радиальной плоскости не должно превышать 10% их толщины.
- Цвет роликов должен быть идентичен цвету трубки.
- Полость между заусенцами не должна заходить глубже уровня наружной поверхности труб.
И, конечно же, полностью исключено наличие трещин и пор.
![]() 1. Обычная сварка. Валики правильного шва имеют округлые размеры и форму, не выходящие за установленные нормы. 2. Строчка с мелкими заусенцами. Небольшой заусенец свидетельствует о недостаточном времени нагрева или слабом сжатии труб во время осадки
1. Обычная сварка. Валики правильного шва имеют округлые размеры и форму, не выходящие за установленные нормы. 2. Строчка с мелкими заусенцами. Небольшой заусенец свидетельствует о недостаточном времени нагрева или слабом сжатии труб во время осадки![]() 3. Ролики негабаритных размеров. Расширение сварного шва может быть результатом перегрева или неисправности нагревательного оборудования. 4. Радиальное перемещение роликов. Радиальное смещение труб резко снижает сопротивление стыка и может привести к его поломке уже на этапе укладки
3. Ролики негабаритных размеров. Расширение сварного шва может быть результатом перегрева или неисправности нагревательного оборудования. 4. Радиальное перемещение роликов. Радиальное смещение труб резко снижает сопротивление стыка и может привести к его поломке уже на этапе укладки
Причиной асимметрии роликов по окружности может быть некачественное предварительное покрытие или расположение инструмента для нанесения покрытия под углом к трубе.
Производители ручных аппаратов для электромуфтовой сварки
На рынке сварочных аппаратов для пайки ПНД труб наибольшим спросом пользуются изделия следующих производителей:
- Rothenberger. Данная компания была основана в Германии в 1949 году. За все прошедшие годы компания смогла добиться очень больших успехов, став одним из ведущих производителей сварочных аппаратов. Продукция, выпущенная под брендом Rothenberger, отличается максимально возможным качеством и крайней степенью надежности.
- Ritmo. Итальянская компания Ritmo была образована в 1979 году. На сегодняшний день она относится к категории ведущих компаний, занимающихся обработкой полимеров и изделий из них. В своей деятельности Ritmo постоянно следует наиболее современным и строгим стандартам. Бизнес компании поставлен на очень высоком уровне, и то же самое можно сказать о продукции – изделия Ritmo отличаются разнообразием, универсальностью и высочайшим качеством.
- DYTRON. На фоне старших аналогов продукция чешской компании DYTRON, основанной в 1992 году, не кажется недостаточно качественной – с этим все в порядке. Ассортимент продукции необычайно широк – компания выпускает как ручное, так и автоматическое оборудование, позволяющее соединять ПНД трубы. Кроме того, модельные ряды постоянно расширяются и дополняются, поэтому подобрать хорошее оборудование на стендах этого бренда проблемы не составит. Также стоит отметить и соответствие выпущенных устройств самым современным требованиям.
![]()
Выбрав сварочный аппарат для пайки полиэтиленовых труб, на котором будет значиться логотип одной из описанных компаний, можно не переживать о качестве оборудования – оно будет ожидаемо высоким.
Подготовка к проведению монтажных работ
До того, как выполнять монтаж ПЭ трубопроводов необходимо:
- Рассчитать количество требуемых стройматериалов в зависимости от длины запроектированной коммуникации, количества поворотов и углов.
- Прежде, чем приступить к проведению работы, нужно отключить водяную подачу, приготовить стройматериалы в соответствии с проектом.
- Прокладывать полиэтиленовый трубопровод нужно от отопительного котла, если в доме обустраивается автономное теплоснабжение.
- После того, как стали известны размеры, приступают к соединению продукции из полиэтилена и спайке фитингов и металлических труб.
Научиться обращаться с паяльником будет несложно даже для начинающего домашнего умельца. Но при этом следует соблюдать немало технических моментов, имеющих отношение к процессу сборки полиэтиленовых трубопроводов.









Рекомендации специалистов
Спаивание труб обязано производиться в помещении с плюсовой температурой: чем холодней воздух, тем дольше необходимо прогревать детали
Для прочного и герметичного соединения необходимо обратить внимание на такие рекомендации:
- Оборудование для бытового применения используется для работы с трубами сечением до 35 мм, в других случаях нужно использовать профессиональный паяльный аппарат.
- Мощность инструмента для домашних условий обязана составлять 1500 Вт.
- Не нужно сильно прижимать детали друг с другом. Поскольку расплавленный материал вдавится внутрь и уменьшит проходное отверстие фитинга, это, в свою очередь, снизит рабочие характеристики системы.
Решая в первый раз выполнить работы своими руками, лучше всего приобрести материал с определенным запасом. Зная лишь теоретически, как правильно можно спаять трубы, прежде чем приступать к монтажу, нужно потренироваться. Если опыт вышел не совсем удачным, то лучше доверить установку трубопровода в доме специалистам.
Источник
Пайка проводов без паяльника при помощи паяльной ленты
Несмотря на то, что обычный паяльник встречается в наших домах куда чаще его аналога для пластиковых труб, его все равно может не оказаться под рукой в нужный момент, когда вам понадобилось соединить два провода. Конечно, можно попытаться скрутить их и замотать «синей изолентой», но такой вариант носит лишь временный характер. В то же время соединить провода «навечно» можно и без паяльника.
Поможет нам в этом специальная паяльная лента, которая позволяет создать вокруг провода прочный полимерный слой, обеспечивая полноценное соединение и изоляцию проблемного места. Этапы работы с данной лентой следующие:
- Зачистка проводов, которые мы будем соединять и их последующая скрутка;
- Снятие с ленты защитного слоя и оборачивание вокруг места скрутки;
- Нагрев ленты открытым пламенем до момента расплавления и равномерного покрытия проблемного места. Для этого подойдут обычные спички;
- После остывания ленты снимаем лишний флюс. Провод полноценно соединен и готов для дальнейшего использования.
https://youtube.com/watch?v=IQLJ7XxscJs
Способы сварки
Технология сварки полиэтиленовых труб проводится несколькими методами. Каждый из них имеет определенные особенности, требует применения разных видов инструментов, расходных материалов.
Раструбный
Для сварки ПЭ труб раструбным методом необходимо использовать специальные фитинги. Дополнительно понадобятся следующие инструменты:
- калибратор;
- труборез;
- сварочный аппарат для полимерных материалов;
- инструмент для снятия фаски;
- набор насадок для нагревания.
Пошаговая инструкция по проведению работ:
- Разрезать трубы по нужным размерам.
- Инструментом для снятия фаски обработать соединяемый край.
- Откалибровать отверстие, чтобы получилась идеальная окружность.
- Протереть стыкуемые поверхности от пыли, обезжирить.
- Выставить температуру нагрева сварочного аппарата на 210 градусов по Цельсию. После нагрева до этой температуры, на аппарате загорится индикатор.
- На две насадки, закрепленных на сварочном аппарате, установить подготовленную трубу, муфту.
- После нагрева, снять две детали, соединить их вместе.
Дождаться остывания шва.
Встык
Метод применяется для сваривания изделий, толщина стенок которых превышает 5 мм. Требуемое оборудование, инструменты:
- Механизм для обработки срезов — торцеватель.
- Приспособление для соосного выставления двух деталей относительно друг друга — центратор.
- Система управления для автоматизированных процессов.
- Сварочный аппарат, применяемый для торцевого соединения.
- Привод для соединения отдельных элементов.
- Редукционные вкладыши.
Процесс проведения работ:
- Закрепить два конца трубопровода в центровочной станине.
- Зачистить, снять фаску с соединяемых мест.
- Сварочное зеркало разогревает две части трубопровода одновременно.
- Под давлением две части удерживаются до остывания.
Чтобы сделать прочный шов, необходимо ознакомиться с таблицей сварки полиэтиленовых труб встык.
![]() Сварочный аппарат для полиэтиленовых труб
Сварочный аппарат для полиэтиленовых труб
Экструдером
Пайка трубы ПНД экструдером применяется на производстве при изготовлении трубопроводов сложной формы. Пошаговая инструкция по выполнению работ:
- Обрезать детали по нужным размерам, зачистить их от заусенцев.
- Очистить места среза от грязи, обезжирить их.
- Точечной сваркой скрепить детали между собой.
- Проварить стык экструдером.
Чтобы довести шов до приемлемого вида, нужно дождаться остывания пластмассы, зачистить его наждачной бумагой.
Электросварными фитингами
Сварка ПНД труб электромуфтами считается дорогим методом, которые требует покупки определенных расходников, инструментов. Электросварные фитинги — это детали из полимерных материалов, которые имеют несколько нагревательных элементов, вмонтированных внутри. При использовании фитингов нужно применять специальный сварочный аппарат, который не имеет нагревающегося сегмента.
Машины для сварки труб ПНД
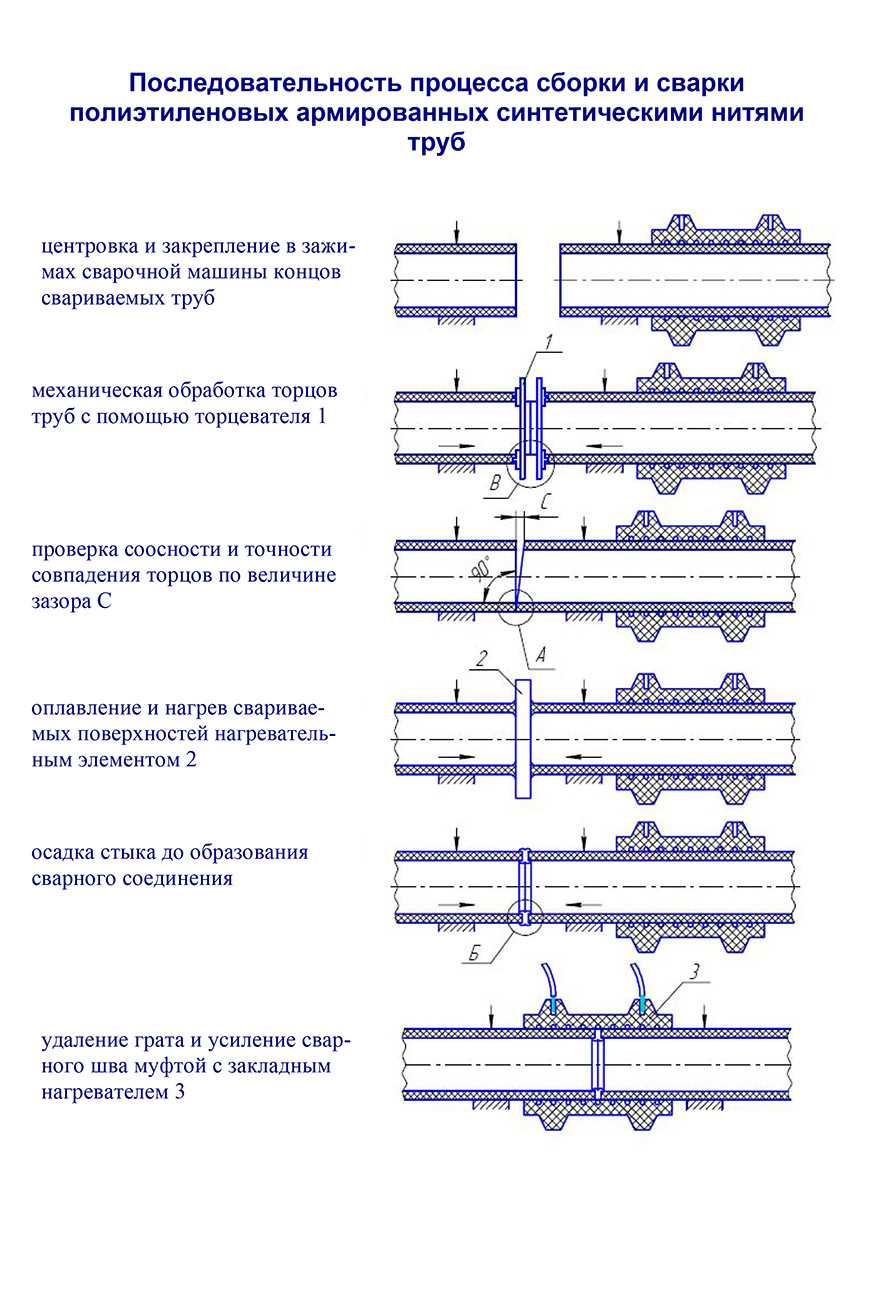
Машины для сварки труб ПНД широко используются в сфере строительства и прокладки трубопроводов напорного типа из полимерных материалов, требующих соблюдения основных стандартов ГОСТа и также полиэтиленовых фитингов для них: тройников, отводов, втулок и т.д. Базовым принципом проведения контактно-стыковых сварочных работ является соединение механическим способом с определенным усилием, или с помощью гидравлического привода, и охлаждение под давлением предварительно отшлифованных и подогнанных по диаметру торцов полиэтиленовых труб с дальнейшим нанесением номера стыковочного шва на корректно выполненном грате.
Принцип проведения стыковых сварочных работ достаточно прост и состоит из следующих базовых процедур:
- размещение труб в центраторе сварочной машины;
- торцевание и выравнивание торцов двух свариваемых труб;
- оплавление торцов нагревательным элементом;
- соединение и охлаждение под давлением;
- освобождение труб из зажимов центратора;
- нанесение номера шва.
Центрование по соосности, торцевание и выравнивание, нагревание и прижимание под давлением — это основные функции сварочных машин для сварки труб. В настоящее время в России построено два крупных завода по производству сварочного оборудования и их комплектующих. Современные производственные технологии и опыт ведущих российских и зарубежных инженеров позволяют производить оборудование не сложное по применению и высокое по производству качественного сварочного шва. Российское производство с позиции экономической выгоды держит Низкие Цены при высоком качестве.
Мы готовы предложить сварочные машины следующих производителей с бесплатной доставкой по всей России.
Сварочная машина бывает 3 типов:
- Ручная, или механическая;
- Полуавтоматическая;
- Автоматическая машина для контролируемой сварки и проведения протоколирования в онлайн режиме, а также возможностью дистанционного управления режима сварки.
Вы можете подобрать наиболее подходящий для Вас способ проведения сварочных работ и приобрести необходимое оборудование предварительно сделав выбор в пользу цены или автоматизации сварки.
Ниже мы описали вкратце процессы и преимущества каждого вида сварочного оборудования:
РУЧНАЯ, или МЕХАНИЧЕСКАЯ СВАРОЧНАЯ МАШИНА.
Наружный диаметр труб: от 32 до 315 мм.
Сварочный процесс: выставление параметров сварки производится вручную согласно таблиц, указанных в инструкциях по сварке. Весь процесс, начиная с позиционирования и заканчивая извлечением сваренных труб происходит вручную.
Преимущество: ЦЕНА, мобильность. Возможность использования в «полевых условиях».
ПОЛУАВТОМАТИЧЕСКАЯ СВАРОЧНАЯ МАШИНА.
Наружный диаметр труб: от 160 мм до 500 мм
Сварочный процесс: Конструкционной основой полуавтоматических сварочных машин является гидравлический привод центратора. Сварочные параметры задаются специалистами вручную, соединение свариваемых труб производится с помощью гидравлической системы центратора, что позволяет упростить процесс сварки и не требует приложения физической силы со стороны работников. При этом использовать данные аппараты можно при работе с трубами бОльшего диаметра, экономя на цене.
Преимущества: Цена достаточно низкая с учетом наличия гидравлического привода. Возможность использования в «полевых условиях».
АВТОМАТИЧЕСКАЯ СВАРОЧНАЯ МАШИНА.
Наружный диаметр труб: от 530 мм до 1600 мм
Сварочный процесс: полностью автоматизированная сварка, производимая под компьютерным управлением. После ввода специалистом в блок управления всех необходимых характеристик трубы (диаметров, материалов изготовления) режим для сваривания устанавливается и настраивается автоматически, позволяя избежать ошибочных настроек со стороны человеческого фактора. Сам процесс центрования, нагревания и сжимания труб производится самостоятельно, без человеческого вмешательства, с последующим выводом циклограммы сварки на протоколере с возможностью последующего переноса на ПК через USB. Более того, управлять процессом сварки возможно дистанционно.
Преимущество: ПРОФЕССИОНАЛЬНОЕ оборудование, позволяющим получать высокое качество и герметичность свариваемых швов. Качество грата во всегда получается без погрешностей и соответствует нормам. Используется для сварки трубопроводов напорного типа, в том числе питьевого водоснабжения, требующие полного соответствия нормам ГОСТа.
По вопросам приобретения оборудования для сварки полиэтиленовых труб звоните:
8.
Будем рады сотрудничать с Вами!
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:









Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты
После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления;
Далее, нужно отводы установить в муфту
Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза)
Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Предварительно прогретая насадка максимально быстро вдевается на коммуникацию, после чего в неё вставляется второй отвод;
Продвигать отрезки нужно очень осторожно, но быстро, иначе можно перегреть полиэтилен. Если все делается правильно, то из-под муфты начнет выходить жидкая пластмасса.
После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
Фото — фланец пнд
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.
Правила проведения работ
Прежде, чем приступить к сварке, необходимо убедиться в выполнении подготовительных работ:
необходимо очистить зону шва от механических загрязнений и обезжирить ее;
важно соблюдать климатические условия, оговоренные заводом-изготовителем: температуру и влажность;
соединяемы детали следует закрепить так, чтобы они не смещались друг относительно друга.
Встык
Рекомендуется такая последовательность действий:
- закрепить и отцентровать торцы в оправке, оснащенной гидроцилиндрами;
- торцы выравниваются, на них выполняется фаска;
- между торцами вкладывают пластину нагревателя, прижимают к ней торцы с помощью гидроцилиндров и нагревают пластик до оплавления;
- пластину извлекают и гидравликой сдавливают торцы вместе до образования симметричного стыкового буртика.
Типичные ошибки
Среди ошибок, возникающих при сварке, выделяем наиболее частые:
- Недостаточная предварительная очистка деталей. Это приводит к ослаблению стыка.
- Несоблюдение соосности трубы и фитинга. В 1-2 секунд можно исправить этот огрех, после застывания стыка делать это нельзя.
- Несоответствие материала свариваемых изделий. Получается ненадежное и недолговечное соединение.
- Нарушение технологии работ, несоблюдение температуры и времени нагрева.
Избежать ошибок можно, если учесть рекомендации специалистов, соблюдать требования по выполнению работ, не нарушать технологию сварочного процесса.
Такая работа вполне под силу технически грамотному человеку, способному работать руками.
Если раньше вы этого не делали, на первый этап можно пригласить сантехника и присмотреться к его действиям.
https://youtube.com/watch?v=VPU03nBCWYc
Выбор метода сварки
Условия проведения работ влияют на способ выполнения пайки во время соединения отдельных элементов трубопроводных систем из полиэтилена. Подходящий вариант выбирается с учетом плюсов и минусов конкретного метода
Принимаются во внимание также и другие факторы, которые имеют немалое значение
Так, при необходимости создать максимально гибкую трубопроводную систему выполняется сварка полиэтиленовых труб встык. Такой вариант позволит исключить формирование отдельных жестких участков. Этот способ также отличается экономичностью и наиболее простым исполнением.
Электромуфтовый метод – это самый дорогостоящий способ. Он хорошо подходит для труднодоступных мест, если вокруг трубопровода сильно ограничено пространство. Другим достоинством данного варианта является его высокая технологичность. Она обеспечивает требуемое качество соединения, которое никогда не приходится переделывать.
Электромуфтовый вариант сваркиИсточник smartsk.ru
Раструбный метод сварки, когда дополнительно используются простые муфты или другие фитинги для разветвления системы, подходит для тех случаев, если нужно соединить отдельные элементы коммуникации в труднодоступных местах. На этих участках невозможно будет реализовать стыковой способ. Во многих случаях в таких местах даже не поместится специальное оборудование. Кроме того, в этих точках системы практически всегда невозможно выполнить осевое смещение свариваемых деталей. Поэтому единственным вариантом остается использование специального паяльника.
Видео описание
Один из вариантов соединения полиэтиленовых труб при использовании специального паяльника, изначально предназначенного для пайки полипропилена, показан в этом видеоматериале:
https://youtube.com/watch?v=UYlAAAq8rJg
Коротко о главном
Сварка полиэтилена во время соединения отдельных элементов трубопроводных систем может быть выполнена при использовании паяльника для полипропилена. Однако он применяется для стыковки труб небольшого диаметра. Часто даже используется на неответственных участках.
Более качественная сварка выполняется оборудованием, позволяющим соединить трубы встык. Они размещаются в центраторе, выравниваются, закрепляются, нагреваются и стыкуются под давлением.
Еще более высокотехнологичным методам является применение электромуфт. Они отличаются наличием встроенных нагревательных элементов, расплавляющих полиэтилен после подключения к оборудованию.
Пайка армированных труб
В этом случае непременным условием является удаление защитного материала. Наличие армированного слоя в трубе нуждается в дополнительном нагреве
Но это не самое важное. Как правило, эти изделия имеют нестандартное сечение и не подходят к обычным насадкам сварочного устройства
Их нужно зачистить перед выполнением пайки. Исключение имеют только трубы, которые армированы стекловолокном, эти изделия соединяются стандартно. С учетом многообразия способов армирования труб используются разные варианты обработки перед соединением. Чаще всего для зачистки применяется швейер. Так называется специальное устройство в форме стальной втулки с ножами. На швейер насаживают конец трубы, которая подлежит спайке, и вращательными движениями удаляют слой армирования до появления пластика.
Если слой армирования находится в середине стенок трубы, то в этом случае для обработки лучше всего использовать другое оборудование, которое называется торцеватель.
Инструмент практически ничем не отличается от швейера, кроме месторасположения и конструкции ножей. После использования торцевателя концевая часть обрабатываемого элемента выравнивается по торцу, также на глубину 2 мм по окружности обрезается часть слоя армирования. Эта обработка дает возможность произвести спайку без дефектов.
О сварке труб из полиэтилена нагретым инструментом встык при единственном высоком давлении
Имеющееся на рынке оборудование для сварки труб по соответствующим технологическим режимам принципиально отличается по величине создаваемого сварочного давления. При этом стоит отметить, что только оборудование, предназначенное для работы при высоком давлении, пригодно для всех других вариантов сварки, указанных в ГОСТ Р 55276-2012. Исторически сложилось так, что в Европе в основном применяется процедура сварки при низком давлении, а в Северной Америке – при высоком. Это было обусловлено различием композиций ПЭ, используемых для изготовления напорных труб, и соответственно различием их поведения при переработке, в том числе при сварке. Одним из крупнейших производителей сварочных машин высокого давления является компания McElroy Manufacturing, Inc. (США), имеющая широкий модельный ряд трубного сварочного оборудования для различных областей применения.
В последнее время в связи с увеличением производства и применения напорных ПЭ-труб больших диаметров и толщин стенки, а также в связи с многообразием трубных композиций ПЭ и их разными реологическими характеристиками расплава, в России возник практический интерес к сварочному оборудованию высокого давления. Интерес к сварке НИ встык при высоком давлении возникает также в связи с уменьшением времени охлаждения трубы под давлением почти на 50 % (см. рисунок). Но не следует, конечно, думать, что в два раза повышается и производительность монтажных работ, поскольку много времени затрачивается на вспомогательные операции (установка трубы в сварочную машину, удаление из нее сваренных труб и др.).
![]()
| Фото 1. Сварочная машина модели Tracstar (все фото: McElroy) |
Увеличить производительность сварочно-монтажных работ и в полной мере реализовать достоинства сварки с применением высокого давления можно только при грамотной организации работ и с применением специального вспомогательного оборудования и приспособлений, в числе которых:
- подъемные ролики, установленные на сварочных машинах и позволяющие извлекать или приподнимать сваренные трубы из зажимов центратора, не прикладывая к сварному соединению механических нагрузок (фото 1);
- штабелеры, позволяющие перемещать трубы из накопителя в зону сварки центратора (фото 2 и 3);
- роликовые опоры и другие приспособления для осевого перемещения труб и сваренных трубных плетей.
|
|
| Фото 2. Сварочные работы с применением штабелеров модели PolyHorse (для труб диаметром 90 — 500 мм) и одной(а) или двух(б) сварочных машин |
Важным преимуществом использования сварки ПЭ-труб НИ встык при высоком давлении на соответствующем оборудовании, помимо повышенной производительности, является также возможность получения качественного соединения при сварке труб из композиций ПЭ с высокой вязкостью расплава и при монтаже в неблагоприятных и неудобных условиях. Кроме того, при определенных условиях сварка по процедуре высокого давления является единственно возможным методом соединения ПЭ-труб.









![]()
| Фото 3. Сварочные работы с применением штабелера модели Megamc PolyHorse (для труб диаметром 500 — 1200 мм) |
https://youtube.com/watch?v=6gNTrvCEfDo
https://youtube.com/watch?v=-ZWVQ3XR_ao
https://youtube.com/watch?v=FTZ_Rtu4a_w
Инструмент для создания ПЭ трубопровода
Чтобы выполнить монтаж полиэтиленовых труб своими руками, нужно подготовить такие инструменты:
- ножницы для нарезки изделий;
- паяльное оборудование;
- газовые ключи.
![]()
Паяльный прибор оснащен набором насадок, имеющих разный диаметр. Вместо ножниц можно задействовать лобзик. Но все же при нарезке труб удобнее пользоваться именно ножницами, поскольку с их помощью края получатся более ровными, не имеющими заусениц и зазубрин.
Монтаж трубопровода из полиэтиленовых труб осуществляют, применяя газовый ключ. Для обеспечения более надежного соединения используют льняной уплотнитель. Инструменты, предназначенные для прокладки полиэтиленовых трубопроводов, продаются в строительных магазинах. Обычно паяльник с насадками предлагаются покупателям в комплекте с ножницами.
Правильные стыковые сварные швы
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
В правильно выполненном шве размеры валика грата должны соответствовать нормативным значениям.
![]()
Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода
Существуют и дополнительные требования к параметрам валиков:
- Симметричность и равномерность по всей окружности стыка.
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины.
- Цвет валиков должен быть идентичен окрасу трубы.
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
И конечно, полностью исключается наличие трещин и пор.
![]()
1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке
![]()
3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.



