
Основные виды герметиков для ванной комнаты
Основные разновидности герметиков
Дальше мы опишем, какой лучше герметик применять для работы в ванной комнате и заделки стыковых швов. Конечно, наилучшим вариантом будет влагостойкий герметик, к которым относится:
- силиконовый;
- акриловый;
- акрил-силиконовый;
- полиуретановый.
Каждый из указанных материалов имеет свои особенности и подходит для разных случаев, так что какой герметик выбрать решать вам исходя из обстоятельств.
Силиконовый герметик
Виды санитарных герметиков для ванной
Силиконовый – это герметик для плитки в ванной, который применяется в основном для заделки швов между плитками и имеет отменные водоотталкивающие характеристики. Этот материал может выдерживать резкие температурные перепады и при этом не теряет заложенных в него физических свойств. Этот вид ещё называется санитарный герметик, поскольку он обладает инертностью к воздействию большинства химических препаратов. Его можно использовать в помещениях с постоянной температурой от -50 до 180 градусов Цельсия.
Кислотный состав имеет характерный резкий запах, похожий на запах уксуса и стоит значительно дешевле нейтрального. Однако этот состав, при взаимодействии с металлами вызывает окисление, поэтому их можно применять на металлической поверхности с защитным покрытием или нержавейке. Нейтральный герметик в ванную на основе силикона стоит немного дороже своего аналога, но у него нет такой реакции с металлами как у кислотного и он не имеет резкого запаха. Этот состав часто применяется как герметик для акриловой ванны.
Акриловый герметик
Акриловый состав обладает антигрибковыми свойствами
Этот состав не имеет резких запахов, иногда и вовсе без запаха. Его стоимость ниже силиконовых аналогов, но этот акриловый герметик для ванной нельзя использовать в тех местах, которые в процессе эксплуатации могут подвергаться незначительному механическому воздействию или деформациям. Это связано с тем, что при застывании этот материал не имеет эластичности и при деформации начинает трескаться.
Акрил-силиконовые герметики
Акрил-силиконовые герметики могут быть разных цветов
Этот водостойкий герметик для ванной собрал в себе лучшие качества двух описанных выше материалов, так как он одновременно обеспечивает защиту от влаги, выдерживает большой перепад температур и при застывании сохраняет эластичность, что позволяет выдерживать герметичность при небольших деформационных нагрузках. По своему цвету это чаще всего белый герметик и может применяться как для заделки плиточных швов, так и для герметизации стыка между ванной и стенкой.
Полиуретановые герметики
Полимерный герметик для многоразового шприца
Полиуретановый герметик для ванной по своим физическим свойствам напоминает силиконовый, но он имеет высокие клеевые качества и может применятся для приклеивания декоративных уголков. Это прозрачный герметик и его очень часто применяют в качестве ремонтного материала для плиточных швов, а так же стыковых соединений, которые до этого были заполнены силиконовым герметиками.
Полипропиленовые трубы: гост, снип и проверка качества. Правила монтажа полипропиленовых трубопроводов Снип по монтажу полипропиленовых труб отопления
![]()
«ГИДРОПЛАСТ» — Ваш надёжный партнёр в области инженерных систем! Обладая многолетним опытом решения задач по комплектации и строительству объектов, предлагаем Вам ознакомиться в нашем каталоге с ценами на трубы из полипропилена и дополнительную продукцию из полипропилена .
Монтаж полипропиленовых труб в России регламентируется положениями ГОСТ Р 52134-2003 «Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления», СНиП 41-01-2003 «Отопление, вентиляция и кондиционирование», СНИП 3.05.01-85 «Внутренние санитарно-технические системы», СНиП 2.04.01-85 «Внутренний водопровод и канализация зданий» и СП 40-101-96 «Свод правил по проектированию и монтажу трубопроводов из полипропилена «Рандом сополимер»». В Евросоюзе требования к монтажу полипропиленовых труб устанавливают ряд технических регламентов – стандартов, подробный перечень которых приведен в этом материале .
Основной целью монтажа полипропиленовых труб вне зависимости от исходного материала (гомополимер полипропилена РР-Н, блоксополимер полипропилена РР-В, рандомсополимер полипропилена PPRC) и его модификаций (Polypropylen-Homopolymer PP-H-s огнестойкий, Polypropylen-Randomcopolymer PP-R-el электропроводный, Polypropylen-Randomcopolymer PP-R-s-el электропроводный и огнестойкий) (см. подробнее ), а также армирования алюминиевой фольгой или стекловолокном является обеспечение эксплуатационных условий, при которых давление и температура транспортируемой жидкости, и температура окружающей среды не вызовут в трубопроводе и его отдельных узлах внутренних напряжений, способных привести к нарушению целостности или остаточных деформаций в трубах, фитингах и соединениях. Первоочередной задачей монтажа полипропиленовых труб остается компенсация линейных температурных изменений в трубопроводе за счет изменения направления трассы и без использования специальных компенсаторов.
В отличие от труб из оцинкованной или нержавеющей стали (см. ) все трубы из термопластов-полимеров (см. этот материал) имеют высокий коэффициент линейного температурного расширения, особенно значительный в системах горячего водоснабжения и отопления.
![]()
Для решения этой проблемы трассу трубопровода условно разбивают неподвижными опорами на участки, автономно реагирующие на изменение температуры (или давления) в трубопроводе. Неподвижные опоры (НО) направляют удлинение по оси на скользящие опоры (СО), устанавливаемые в местах изменения направления трассы, которые, по сути, и являются компенсирующими устройствами.
Относительное температурное удлинение участка трубопровода, ограниченного неподвижными опорами для полипропиленовых труб рассчитывают по формуле Δl = 0.15*l*Δt , где:
- Δl – изменение линейного размера участка трубопровода по оси трассы, мм;
- l – длина участка трубопровода, ограниченного неподвижными опорами, м;
- Δt – разность температур трубопровода при эксплуатации и во время монтажа полипропиленовых труб, °С;
- 0.15 – коэффициент линейного температурного расширения труб из полипропилена, мм/м °С.
Важно: Полипропиленовые трубы, армированные алюминиевой фольгой, имеют температурное линейное расширение, на 2/3 меньшее, чем трубы из полипропилена без армирования. Полипропиленовые трубы, армированные стекловолокном, имеют температурное линейное расширение, на 3/5 меньшее, чем трубы из полипропилена без армирования
Линейное температурное расширение труб PN 10,16,20 из рандомсополимера полипропилена и армированных алюминиевой фольгой полипропиленовых труб PP-R для систем горячего водоснабжения и отопления в зависимости от температуры транспортируемой среды можно определить по номограммам (см. ниже).
![]() Рис.Рис.
Рис.Рис.
Скользящие опоры при монтаже полипропиленовых труб, как правило, выполняют из клипсов, одинарных или двойных, соответствующих диаметром DN номинальному диаметру полипропиленовой трубы.
![]() Рис.
Рис.
СП 40-101-96 категорически запрещает жесткую фиксацию трубопровода при монтаже полипропиленовых труб путем сжатия трубопровода. Поэтому неподвижные опоры могут быть выполнены на базе скользящих опор с ограничением осевого перемещения двумя муфтами или муфтой и тройником.
![]() Рис.
Рис.
Наиболее часто при монтаже полипропиленовых труб используют компенсирующие изменения направления трассы:
Возможности петлевых компенсирующих элементов в зависимости от номинального диаметра полипропиленовых труб представлены в таблице ниже.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.
Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов
При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.








Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.
Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Несколько полезных рекомендаций
Для того чтобы узнать, как спаять полипропиленовые изделия, необходимо понять, что в данном процессе самое основное – действовать уверенно и быстро и соблюдать соотношение элементов при пайке. Если спайка труб выполняется впервые, то лучше всего сделать ряд пробных соединений. Чтобы контролировать качество проделанной пайки, контрольный образец режется вдоль.
При выполнении работ, большое внимание уделяют углам, кранам и тройникам. Ручки кранов обязаны свободно передвигаться в любое положение и не входить в трубу
Также надо соблюдать технику безопасности, потому что работы происходят при повышенных температурах, с помощью пластикового материала, а он во время нагрева выделяет токсичные пары для здоровья.
Убирание фаски с пайки непременное условие, также ее надо убирать и с внутренней стороны фитинга. В противном случае размягченная пластмасса при пайке будет задранной.
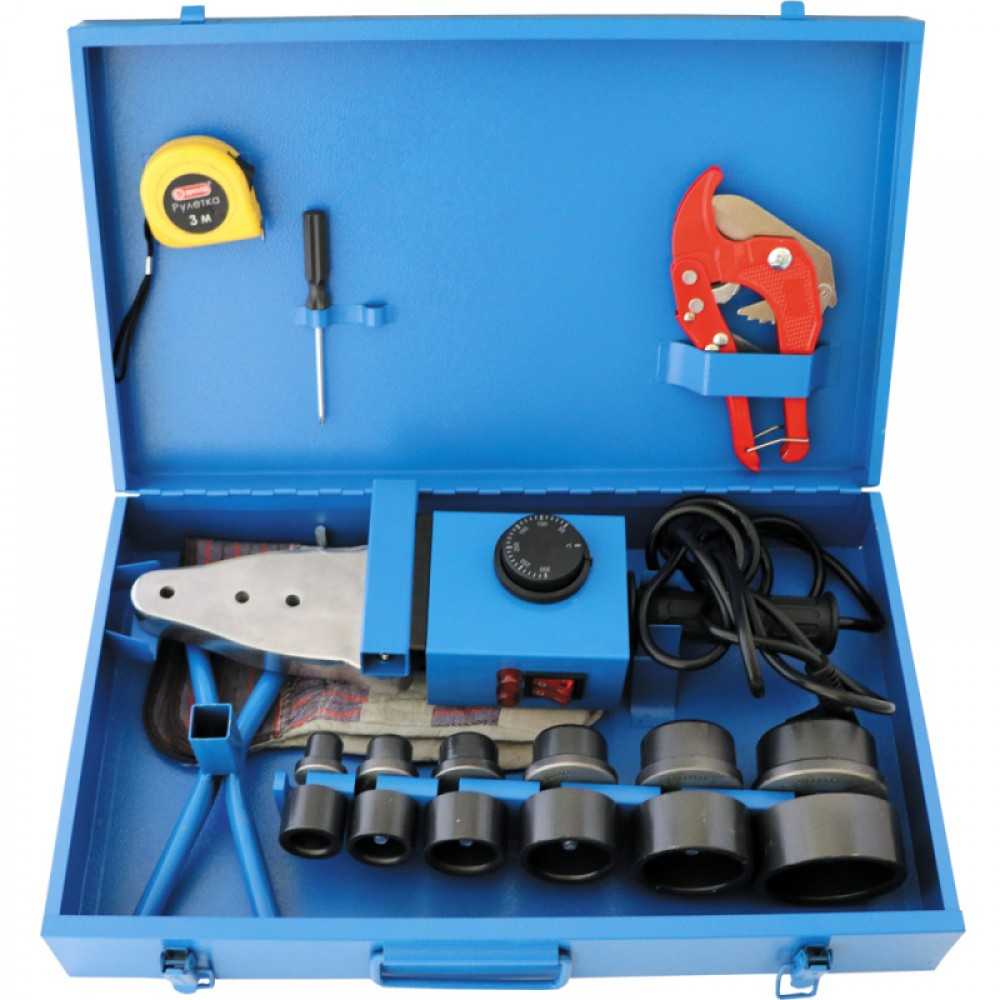
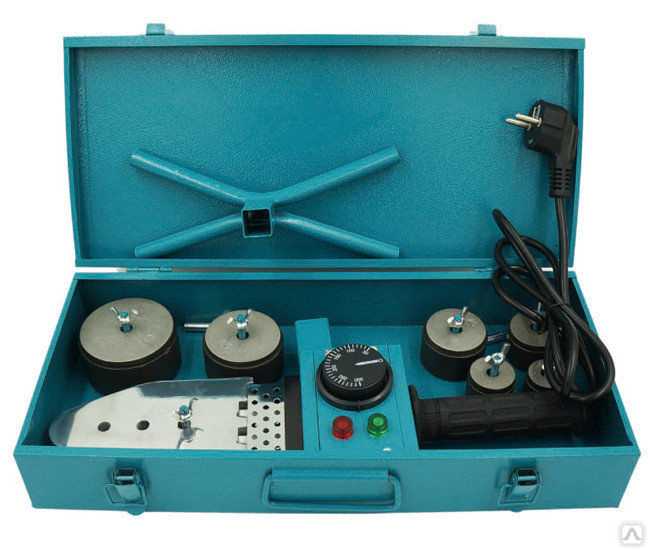
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.
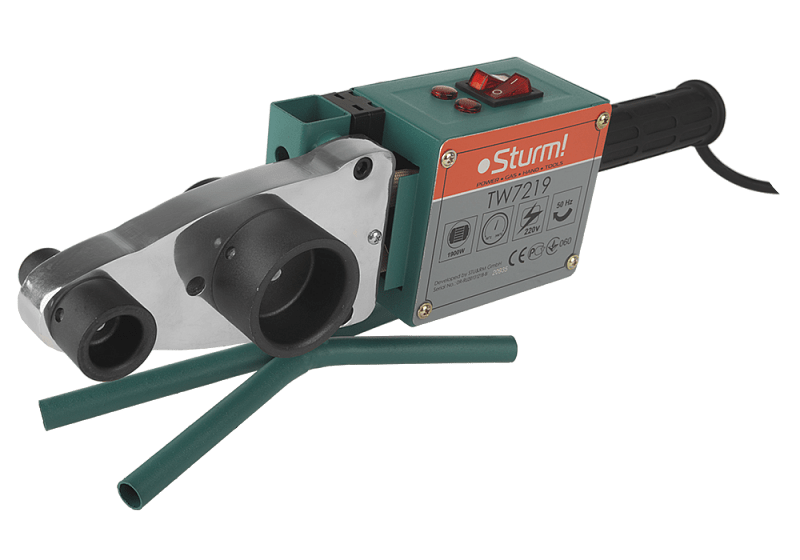
![]() Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.
![]() Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
https://youtube.com/watch?v=ZT-cqxuRXJo
https://youtube.com/watch?v=jfpqmn7NrPI
https://youtube.com/watch?v=0_fyPy_Pz58
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
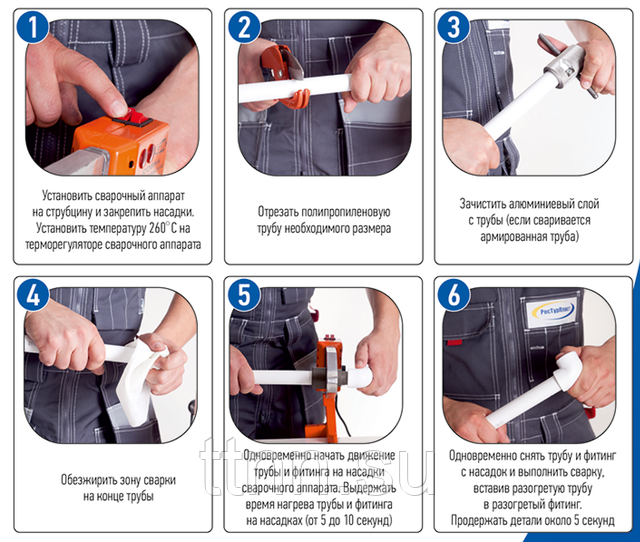
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.









Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
|
Диаметр (мм.) |
Глубина сварки (мм.) |
|
20 |
14,0 |
|
25 |
16,0 |
|
32 |
20,0 |
|
40 |
21,0 |
|
50 |
22,5 |
|
63 |
24,0 |
|
75 |
28,5 |
|
90 |
33,0 |
|
110 |
39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
https://youtube.com/watch?v=fUJLd3OSuJ0
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
|
Диаметр (мм.) |
Время остывания (сек.) |
|
20 |
3 |
|
25 |
3 |
|
32 |
4 |
|
40 |
4 |
|
50 |
5 |
|
63 |
6 |
|
75 |
8 |
|
90 |
10 |
|
110 |
10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.









С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Как правильно паять полипропилен – инструкция
Нужно действовать последовательно, в этом случае вероятность того, что будет допущена ошибка, снижается.
Пошаговая инструкция по пайке полипропиленовых трубИнструкция по пайке :
- Подготавливают помещение. Учитывая, что во время пайки высвобождаются токсичные вещества, следует обеспечить эффективную циркуляцию воздуха.
- После нарезки края коммуникаций обрабатывают торцевателем или фаскоснимателем. Делают фаски, это облегчает стыковку труб.
- Материалы обезжиривают: очищают от пыли, обрабатывают уайт-спиритом. Продолжать работу нужно, когда поверхность полностью высохнет.
- Включают паяльник, предварительно установив температуру на требуемый уровень (+260°С).
- Когда загорится зеленая лампочка на корпусе паяльника, можно переходить к пайке. В насадку-гильзу устанавливают трубу, на дорн – фитинг.
- Одновременно прогревают 2 элемента будущего трубопровода: фасонную деталь, трубу.
- Выждав время, указанное в таблице выше, трубу и фасонный элемент снимают с насадок и стыкуют друг с другом. При этом детали нужно удерживать неподвижно. Коммуникации стыкуют до предварительно нанесенной продольной линии. Малейшее смещение еще не застывшего полипропилена приведет к разрушению молекулярных связей. В дальнейшем это может стать причиной появления течи.
https://youtube.com/watch?v=fqf3KqZP09s
https://youtube.com/watch?v=fL_motqYGL4
Инструмент для монтажа полипропиленовых труб
| Фотография инструмента | Название |
|---|---|
| сварочный аппарат, для работы в домашних условиях рекомендуется использовать агрегаты, предназначенные для сварки труб ПП небольшого и среднего диаметра — до 63 мм. | |
| Труборез — идеальное устройство для отсечения полипропилена. | |
| Шейвер — предназначен для удаления слоя армировки. | |
| Торцеватель нужен для качественной стыковки трубы | |
| Маркер для разметки труб. | |
| При помощи строительного уровня и карандаша нарисуйте на стене направление труб | |
| Рулетка — один из главных инструментов в стройке. | |
| Обезжириватель нужен для удаления нечистот с поверхностей сварочных стыков. |
Паяльник можно приобрести или взять в аренду. Не всегда под рукой имеется торцеватель или шейвер. Однако эти инструменты понадобятся для работы с армированными трубами. Так, шейвер предназначен для удаления армировки. Его ножи расположены параллельно оси трубы. Благодаря этому осуществляется удаление среднего слоя коммуникаций. Торцеватель используется для подготовки труб, удаления слоя армировки. Такой инструмент обрабатывает торец, дополнительно он создает фаску.
Для выполнения разметки используются маркер и рулетка. Причем необходимо определить не только места резки изделий, но и участков, которые будут заводиться в насадки сварочного аппарата
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
- мечевидный паяльник;
- цилиндрический.
Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.
Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать
Это важно, если нет опыта монтажных работ такого вида.
Количество, тип и размер насадок. Определяют, какие изделия нужно паять
Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.



