
Стыковая сварка пластиковых труб
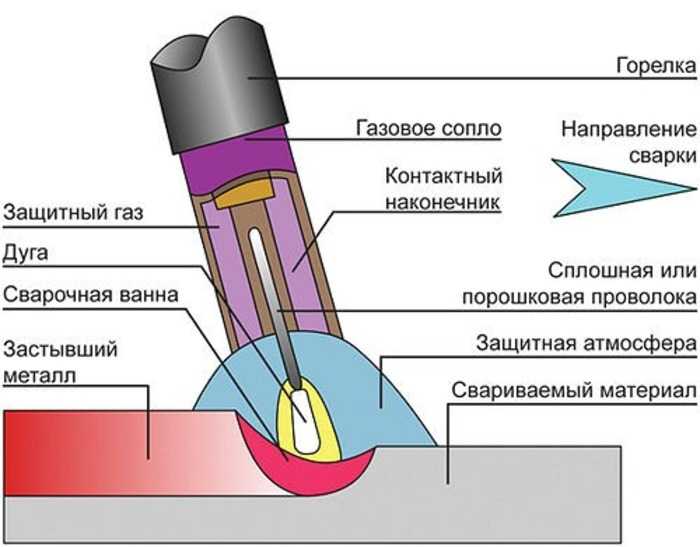
Рассматриваемая технология применяется для соединения пластиковых труб. Среди особенностей стыковой сварки отметим следующие моменты:
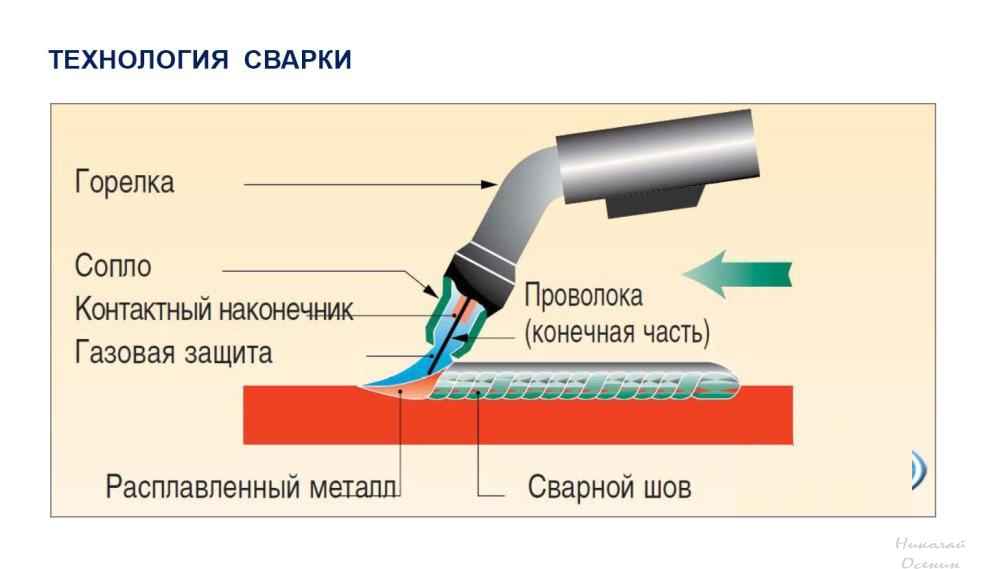
- Стоит учитывать, что пластик не пропускает ток. Именно поэтому приходится использовать специальное оборудование с контактным нагревателем.
- Оба соединяемых элемента должно прилегать плотно друг к другу. Именно поэтому диаметр труб должен идеально подходит друг к другу.
- Для того чтобы равномерно нагреть поверхность применяется специальная насадка, которая повторяет форму трубы.
- На момент воздействия тепла насадку немного сжимают. При воздействии давления образуется качественное соединение.
![]()
Сварка полиэтиленовых труб
После того как поверхность была оплавлена требуется некоторое время для ее остывания. В продаже встречается просто огромное количество различных специальных инструментов для получения качественного соединения труб из ПВХ.
Нюансы предварительной подготовке к сварочным работам
Говоря о том, как сварить полиэтиленовые трубы в домашних условиях, нужно учитывать не только правила пользования, но и технику безопасности при работе со сварочным оборудованием.
Залогом успеха является проведение подготовительных работ:
- Каждый узел сварочного оборудования должен быть тщательно очищен и проверен на предмет наличия дефектов, которые могут сказаться на качестве и безопасности проводимых работ.
- Вся проводка и заземление должны быть проверены на предмет дефектной или вовсе отсутствующей изоляции.
- Топливные агрегаты необходимо дозаправлять, либо удалять из них старое застоявшееся топливо и заливать новое.
- Обязательно производить контрольный запуск установки, чтобы убедиться в ее работоспособности.
- Уровень масла в гидравлической системе сварочного аппарата необходимо проверить и выполнить с ним те же действия, что и с топливом.
- Если сварочный аппарат является мобильным, то его перемещение должно выполняться свободно, чтобы работы выполнялись без заминок и без риска для оператора установки.
- Ножи торцующего устройства должны быть отточены до идеального состояния, чтобы процесс обработки труб и фитингов происходил оперативно, а в результате получались качественные изделия.
- Каждое контрольно-измерительное устройство должно быть исправно.
- При работе с ПНД необходимо заранее приобрести в нужном количестве зажимы и редукционные вкладыши, диаметр которых должен соответствовать сечению труб.
- Каждую деталь подвергаемую трению следует тщательно смазать. Однако даже при выборе смазочной смеси нужно обращать внимания на требования, выдвигаемые производителями труб.
Итог
Соблюдая все правила и инструкции, приведенные в статье, можно получить качественное соединение для полиэтиленовых труб. Способ того, как сварить полиэтиленовую трубу, должен выбираться по основным критериям: простота реализации и доступность для работника с финансовой стороны вопроса. Лучше всего доверить работу специалисту, который возьмет на себя ответственность за все этапы – от закупки необходимых материалов и оборудования до проведения сварочных работ и введения системы в эксплуатацию.
Как делать стыковую сварку?
Стыковая сварка сегодня популярна. Этот метод используется не только в промышленности, но и в быту. Применяется для соединения однородных частей. Стыковая сварка имеет ряд преимуществ перед другими технологиями.
Для его выполнения не требуются стыки и другие элементы. Это позволяет сэкономить на покупке дополнительных материалов. Применяемая технология гарантирует сохранение показателей гибкости и прочности. С его помощью можно соединять кусочки изделий разной длины. При этом сопротивление сварке будет не ниже, чем у других сплошных сечений.
![]() Стыковая сварка труб относится к неразъемным вариантам соединения. Его можно выполнять по разным технологиям. Оптимальный метод подбирается исходя из материала изготовления линии
Стыковая сварка труб относится к неразъемным вариантам соединения. Его можно выполнять по разным технологиям. Оптимальный метод подбирается исходя из материала изготовления линии
Стыковая сварка может выполняться оплавлением и сопротивлением. У каждого из вариантов есть свои особенности, плюсы и минусы.
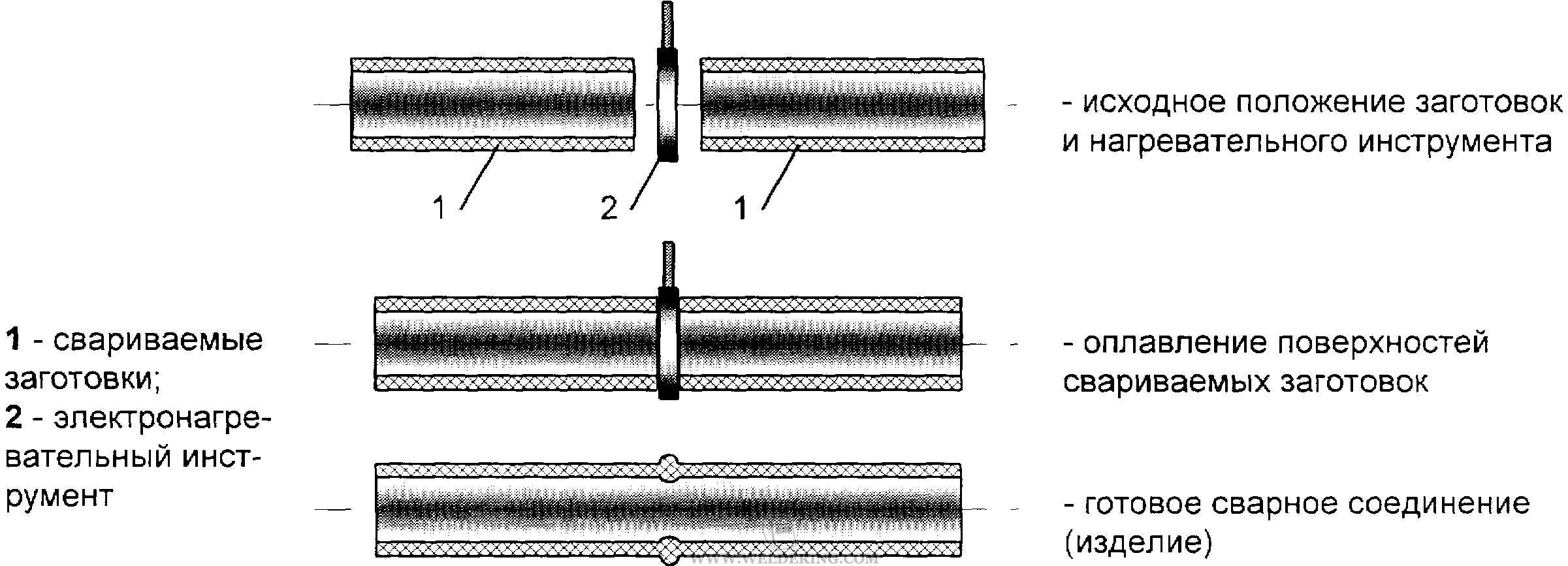
Пайка оплавлением
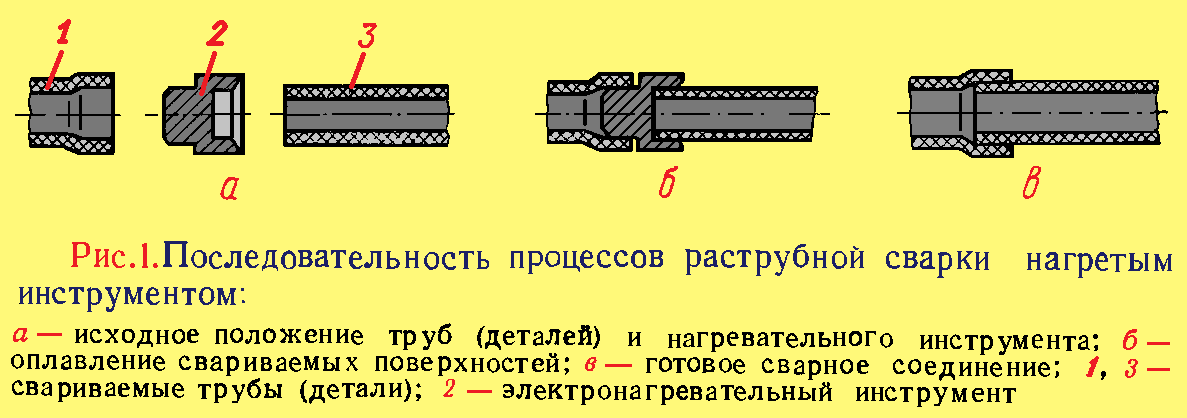
Суть сварки этим методом заключается в том, что стыки труб оплавляются под воздействием нагретого инструмента до тех пор, пока они не станут вязкими. Затем концы соединяют под давлением и выдерживают до полного остывания. В результате получается плотный шов.
Чтобы соединение было качественным, необходимо после нагрева куски изделия плотно прижать. Использование современного оборудования позволяет частично автоматизировать и упростить эту работу. С его помощью операция соединения труб методом гидроизоляции осуществляется в кратчайшие сроки.
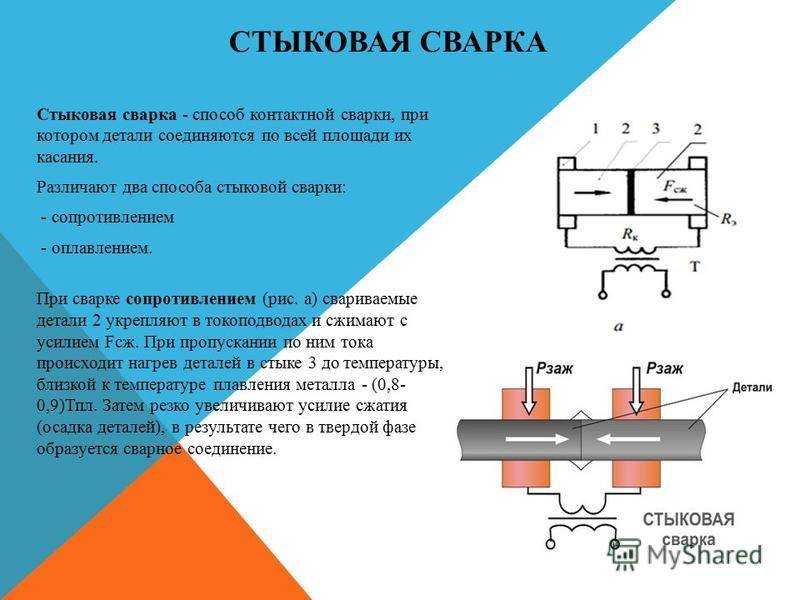
Сварка сопротивлением
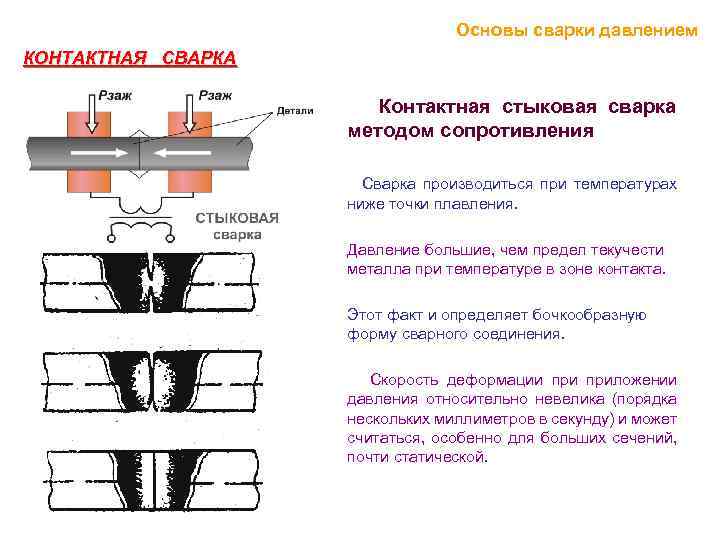
Суть контактной стыковой сварки заключается в том, что края труб прижимаются к электродам, которые снабжены специальными губками. Это обеспечивает качественный электрический контакт. Скольжение материала между электродами исключено.
Затем две трубы плотно прижимаются друг к другу и фиксируются. Далее подается сварочный ток. Контактные участки материала плавятся и объединяются под давлением в одно изделие. Полученная конструкция имеет низкую стойкость к окислению во время эксплуатации. Это сильно ограничивает его возможности.
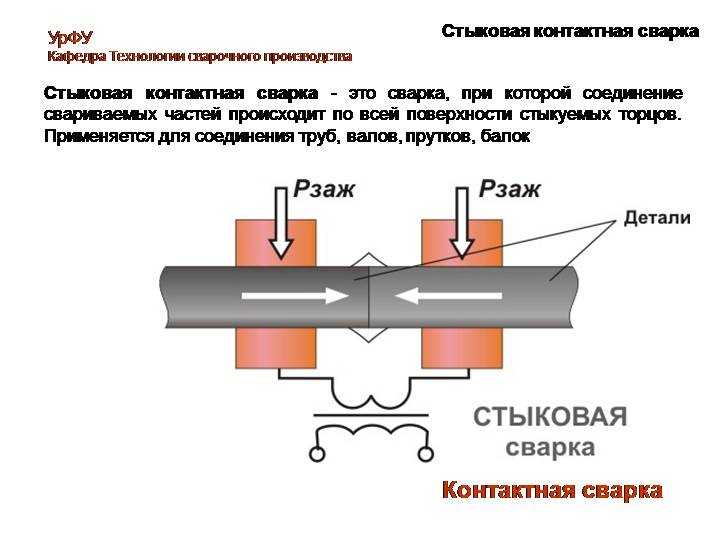
![]() Сварка сопротивлением обычно используется для соединения тонких деталей из низкоуглеродистой стали (труб, стержней, проволоки). Также используется для сварки медных, бронзовых и латунных элементов
Сварка сопротивлением обычно используется для соединения тонких деталей из низкоуглеродистой стали (труб, стержней, проволоки). Также используется для сварки медных, бронзовых и латунных элементов
Сварка сопротивлением подходит только для труб небольшого сечения. Поэтому в крупносерийном производстве, при прокладке больших автомобильных дорог, его применяют редко.
Что выбрать для полиэтиленовых труб?
Часто для прокладки трубопровода используют полиэтиленовый материал. Это связано с его невысокой ценой и отличными эксплуатационными характеристиками.
Стоит помнить, что полиэтилен – это диэлектрик. Поэтому, в отличие от металла, он не проводит ток. Для соединения изделий из него рекомендуется использовать метод оплавления. Методом стыковой сварки сопротивлением полиэтилена сделать шов не получится. Необходимо использовать оборудование, которое разогревает ломтики двух частей.
Сварка оплавлением полиэтиленовых труб имеет ряд особенностей. Сначала детали собираются вместе на небольшой скорости. Во-вторых, напряжение остается неизменным на протяжении всего процесса. В-третьих, все микронеровности исчезают за счет равномерной подачи соединяемых элементов. В-четвертых, для обеспечения максимальной площади контакта поверхность заготовки оплавляется.
Технология
Сварка встык – это разновидность контактной. Состоит из двух составляющих: усилие сжатия деталей и тепловое воздействие.



Сварка сопротивлением происходит таким образом. Трубы с усилием сжимаются, после чего пропускается ток. Когда место сварки разогреется (до пластического состояния), наблюдается осадка, происходит соединение с одновременным отключением тока. Изделия должны быть тщательно подготовлены для такого способа (очищены, выровнены и т.д.), поскольку они должны быть равномерно нагреты по всему сечению. В результате такой способ применим только для изделий с обычным сечением и небольшой площадью сечения. В частности, для соединения изделий из низкоуглеродистой и низколегированной стали малых сечений. Иногда используется для соединения медных и алюминиевых сплавов.
Svarka vstyk_0Процесс сварки после удаления нагревательного элемента
Сварка оплавлением происходит немного по-другому. Изделия сближаются при подключенном электрическом токе. Трубы касаются по выступам. Учитывая небольшую площадь контактов, ток получается высокой плотности, в результате чего металл фактически мгновенно оплавляется, образуются жидкие перемычки. Пары металла их разрушают, наблюдаются брызги и искры, с которыми удаляются и загрязнения.
Детали и далее сближаются, образуются новые перемычки. В результате все больше жидкого металла появляется на торцах. Когда торцы оплавлены, выполняется осадка. В результате на поверхности шва образуется шлак, который затем удаляют.
Фиксация труб в центраторе
При этом сварка оплавлением бывает прерывистой или непрерывной. В первом случае сначала изделия соприкосают, а затем разводят. Образуется электро разряд, который оплавляет торцы. В итоге несколько коротких замыканий создается жидкий металл на торцах. Когда наблюдается осадка, он выходит из стыка, а изделия соприкасаются, образуя прочное соединение.
Технология стыковой электросварки металлов
Следует учитывать, что стыковая сварка является частным случаем контактной. Именно поэтому обе технологии предусматривают применение практически одной и той же аппаратуры. Применяемый сварочный аппарат характеризуется следующими особенностями:
- Генерация электрического тока проводится за счет установки трансформатора повышенной мощности.
- Передача электрического тока проводится за счет неподвижного электрода.
- Конструкция также имеет подвижный электрод, за счет которого проводится подача энергии.
- Для передвижения основного элемента может проводится установка различного привода.
- Есть и система управления технологическим процессом.
Особенности конструкции определены тем, как именно проводится стыковая сварка. Стоит учитывать, что схема стыковой сварки характеризуется следующими особенностями:
- Нет необходимости генерировать большой ток. Это связано с тем, что используемый расходный материал обеспечивает поддержание стабильной дуги.
- Метод предусматривает лишь локальный нагрев поверхности. За счет этого существенно повышается эффективность процесса и снижаются затраты на количестве затрачиваемого тока.
![]()
Схема контактной стыковой сварки
В целом можно сказать, что технология характеризуется довольно большим количеством особенностей, которые должны учитываться. Силовой сварочный трансформатор генерирует напряжение от 2 до 10 вольт.
Ручная стыковая сварка
За счет невысокой стоимости широко распространено оборудование для ручной стыковой сварки.
Обработка выполняется по следующему алгоритму:
- до начала сварки необходимо зафиксировать заготовки при помощи специальных зажимов, повторяющих форму деталей;
- сварка выполняется электродами для стыковых аппаратов, характеризующимися высокой устойчивостью к механическому воздействию;
- детали соединяются друг с другом приводом, сила давления которого влияет на качество сварного шва;
- в процессе стыковой сварки используется сварочный трансформатор, с помощью электродов подающий электрический ток на соединяемые поверхности деталей;
- ток нагревает соединяемые поверхности, образуя сварной шов.
При использовании ручного режима стыковой сварки соединение получается менее качественным по сравнению с применением автоматизированного оборудования.
Для ручной контактной стыковой обработки необходимо правильно подобрать присадочную проволоку, используемую для крепления заготовок
Важно разбираться в разновидностях проволоки, понимать, какая подходит для работы с определенными металлами. Присадка должна иметь схожие свойства с материалом соединяемых заготовок
Для работы предлагаются следующие разновидности проволоки:
- медная – подходит для соединения заготовок, выполненных из низкоуглеродистых сталей;
- алюминиевая – помогает сваривать детали из сулиминов, дюралюминия;
- нержавеющая сталь – нужна для выполнения стыковой сварки заготовок, выполненных из сталей, легированных никелем и хромом.
Сферы применения стыковой сварки
Стыковая сварка металла используется в следующих областях:
- В строительстве. С ее помощью создают монолитные арматурные конструкции.
- В металлургии. Здесь она необходима для обработки листового железа или проволочного проката.
- В железнодорожной отрасли. Используется в процессе производства бесстыковых рельс.
- В автомобилестроении. Посредством такового вида сварки изготавливают сложные узлы и детали.
- В инструментальном производстве. Такой тип сварки необходим для обработки легированных сталей и инструментальных сплавов и создания режущих частей инструментов.
- При прокладке трубопроводов с помощью стыковой сварки соединяют трубы стальные и пластиковые.
Стыковую электросварку используют для соединения труб при монтаже газо- и нефтепроводов. Используемая технология позволяет за 5 минут соединить между собой стальные трубы диаметром 1 420 мм, получив высококачественный и надежный сварной шов.
![]()
https://youtube.com/watch?v=K0nRZLThA-4
https://youtube.com/watch?v=ZdpX8ZalNGM





Устройства для осуществления процесса
Варка труб или других изделий чаще всего выполняется на специальных сварочных машинах, благодаря которым обеспечивается полная автоматизация и достаточно лишь нажать на кнопку. Такие агрегаты представляют собой большие устройства, в которые с двух сторон вставляются металлические заготовки в зажимные электроды, после чего возможно два варианта осуществления:
- Способ сопротивления, который применяется для деталей, площадь сечения которых не превышает 200 мм2, обычно это проволока, тонкие трубы. Сущность такого процесса заключается в том, что через зажимные электроды подается электрический ток и на месте стыка двух деталей металл становится мягким и пластичным, но не расплавляется, а детали в это время прижимаются друг к другу и питание отключается, в результате под действием большого давления получается шов. Все действия выполняет запрограммированная машина. Недостатками данного способа является то, что заготовки необходимо предварительно подготовить, убрать все неровности, тщательно отшлифовать, удалить все окислы, чтобы конструкция получилась жесткой и прочной;
- Стыковая сварка арматуры, труб способом оплавления. Заключается такой метод в том, что заготовки нагреваются до температур расплавления металла и после этого расплавленный металл под действием давления сшивается. Данным способом ввариваются детали площадью сечения до 1000 см2, то есть это могут быть стальный трубы, арматура для фундамента, рельсы, швеллеры и так далее. Данный метод наиболее распространен ввиду того, что не требует тщательно подготовки поверхности свариваемых деталей.
![]()
Сварка, которая осуществляется на таких машинах, очень прочная и жесткая, порой бывает так, что прочность сварки больше, чем прочность самой детали. Обычно такие машины имеются не у каждого человека, поэтому при возникновении потребности сварки двух больших металлических изделий, которые будут испытывать высокое напряжение, можно обратиться в мастерскую, где платно будет осуществлена такая сварка.
Вручную осуществлять сварку арматуры встык рекомендуется, если она не будет подвергаться высоким напряжениям, потому что ручное сваривание не сможет обеспечить требуемую прочность и жесткость для серьезных деталей. Для ручной сварки понадобится нагревательный элемент, защита для глаз, рук и тела, а также проволока.
Нюансы предварительной подготовке к сварочным работам
Говоря о том, как сварить полиэтиленовые трубы в домашних условиях, нужно учитывать не только правила пользования, но и технику безопасности при работе со сварочным оборудованием.
Залогом успеха является проведение подготовительных работ:
- Каждый узел сварочного оборудования должен быть тщательно очищен и проверен на предмет наличия дефектов, которые могут сказаться на качестве и безопасности проводимых работ.
- Вся проводка и заземление должны быть проверены на предмет дефектной или вовсе отсутствующей изоляции.
- Топливные агрегаты необходимо дозаправлять, либо удалять из них старое застоявшееся топливо и заливать новое.
- Обязательно производить контрольный запуск установки, чтобы убедиться в ее работоспособности.
- Уровень масла в гидравлической системе сварочного аппарата необходимо проверить и выполнить с ним те же действия, что и с топливом.
- Если сварочный аппарат является мобильным, то его перемещение должно выполняться свободно, чтобы работы выполнялись без заминок и без риска для оператора установки.
- Ножи торцующего устройства должны быть отточены до идеального состояния, чтобы процесс обработки труб и фитингов происходил оперативно, а в результате получались качественные изделия.
- Каждое контрольно-измерительное устройство должно быть исправно.
- При работе с ПНД необходимо заранее приобрести в нужном количестве зажимы и редукционные вкладыши, диаметр которых должен соответствовать сечению труб.
- Каждую деталь подвергаемую трению следует тщательно смазать. Однако даже при выборе смазочной смеси нужно обращать внимания на требования, выдвигаемые производителями труб.
Итог
Соблюдая все правила и инструкции, приведенные в статье, можно получить качественное соединение для полиэтиленовых труб. Способ того, как сварить полиэтиленовую трубу, должен выбираться по основным критериям: простота реализации и доступность для работника с финансовой стороны вопроса. Лучше всего доверить работу специалисту, который возьмет на себя ответственность за все этапы – от закупки необходимых материалов и оборудования до проведения сварочных работ и введения системы в эксплуатацию.
https://youtube.com/watch?v=-ZWVQ3XR_ao
Виды сварочной проволоки
При проведении стыковой сварки следует правильно выбрать наиболее подходящую проволоку. Она может применяться для получения качественного изделия. Специалисты должны различать разновидности проволоки и уметь подбирать наиболее подходящую. Сегодня в продаже встречается следующая проволока:
- Медная получила большое распространение при соединении низкоуглеродистых сталей.
- Из нержавеющей стали подходит для работы с хромированными и другими легированными сталями
- Алюминиевая чаще всего выбирается при работе с сулиминами или дюралюминием.
![]()
Медная сварочная проволока
Кроме этого, уделяется довольно много внимания выбору поперечного сечения. Он подбирается в зависимости от того, какая будет площадь контакта соединяемых элементов.
Подготовка
Для сварки неповоротных стыков труб, относящейся к одному из наиболее сложных видов работ, характерен целый ряд не очень удобных положений держателя (нижнее его расположение, вертикальное или «потолочное»).
Кроме того, особенностью стыковых технологий является особо тщательный подход к подготовительным операциям, занимающим порой до трети рабочего времени. За это время предполагается выполнить следующие обязательные процедуры:
- соединяемые заготовки необходимо очистить от остатков краски, ржавых наслоений и других мешающих работе загрязнений;
- затем на свариваемых участках следует нанести разметку, основная цель которой – обеспечить правильность стыкового среза (он должен быть перпендикулярен трубной оси);
- подготавливается необходимый для резки инструмент, в качестве которого может использоваться обычная болгарка;
- после этого принимаются меры к совмещению горизонтальных стыков труб, размещаемых согласно сварочному эскизу (совмещение трубных заготовок должно сопровождаться обязательным контролем их соосности);
- непосредственно перед сваркой на место стыка накладывается несколько прихваток, обеспечивающих первоначальную фиксацию свариваемых частей.
При разметке следует оставлять припуск на уменьшение длины заготовок в процессе стыковой сварки (до 1 мм). Прихватки выполняются в виде небольших сварных швов размерами не более 20-120 мм (этот параметр выбирается в зависимости от размеров труб).
Что касается поворотных стыков труб, то обрабатывать их заметно проще, поскольку в этом случае количество ответвлений уменьшается, а доступ к свариваемым участкам облегчается.
https://youtube.com/watch?v=6543sIS8gB8
Назначение разделки кромок под сварку
Разделка позволяет решить две основные задачи: провар по всей толщине листа и качественный провар корня шва. Скос, создаваемый при разделке, обеспечивает плавный переход от одной детали к другой, что снижает механические напряжения. Без правильно выполненного скоса электрод не сможет пройти к корню шва и осуществить полноценный провар. Отдельным вопросом стоит разделка при сваривании труб и сосудов, а также приваривание к трубам отводов и штуцеров.
Подготовка кромок под сварку
Процесс подготовки кромок под сварку можно условно разделить на два этапа: зачистку
иразделку . Зачистка производится с целью удаления всех посторонних включений и мелких дефектов поверхности детали. Обработка кромок ведется до металлического блеска поверхности. Деталь зачищают с обоих сторон полосой до 20 мм. Далее проводят зачистку торцов и притуплений.
При небольших объемах работ зачистку производят ручными металлическими щетками, напильниками и шлифовальной бумагой. Места, загрязненные маслом и консервирующими составами, соскребаются скребками и протираются растворителями. При больших объемах работ применяют механические проволочные щетки или пескоструйные аппараты. С загрязнениями борются путем протравливания в растворах щелочей и кислот, с последующим промыванием чистой водой.








Разделка кромок
В зависимости от толщины свариваемого металла, разделка осуществляется либо с одной, либо с двух сторон. В любом варианте скосы выполняются без острой кромки, и на последних миллиметрах делают притупление, добиваясь плоской кромки. Разделка может производиться средствами механической обработки с применением следующих операций:
- долбления;
- строгания;
- фрезерования.
Прямые стыки подготавливаются на строгальных станках. Поступательное движение резца позволяет снять лишний металл и получить необходимую форму. Несколько сложнее обрабатывать швы криволинейной формы. В таких случаях приходится применять фрезерные станки. Движением фрезы можно управлять вручную, но чаще используются специальные программы. Таким образом, обработка происходит быстрее и точнее. При сложной конфигурации шва ручное управление движением фрезы невозможно.
При подготовке изделий, которые невозможно установить на станок из-за больших размеров или особенностей формы, используют переносные кромкосниматели. Они устанавливаются непосредственно на заготовке и обрабатывают её. Как нетрудно догадаться, форма и качество поверхности фаски оставляют желать лучшего, и заготовка требует дополнительной обработки.
Абразивная обработка применяется как дополнительная после фрезерования и скалывания, а также при удалении с поверхности незначительных изъянов на мелких деталях.
При разделке кромок термическими методами применяют:
- газовую резку (кислород);
- плазменную резку;
- лазерную резку.
Применение газовой резки к легированным сталям ограничено образованием на поверхности кромки трудноудалимых карбидов. Этот вид резки применяется, в основном, для подготовки изделий из углеродистых сталей. Намного качественнее работает плазменная резка. Высокая температура плазмы позволяет получить качественную кромку на заготовках из любых материалов. Лазерная резка пока встречается крайне редко, дает великолепные результаты, но стоит очень дорого, поэтому применяется только для разделки швов на самых ответственных изделиях.
Применяются следующие формы скосов кромок: V-образная, X-образная, U-образная
иK-образная .
V-образная форма
Это самый популярный вид разделки. Популярность легко объясняется сравнительной простотой исполнения и возможностью применения на металлах различной толщины.
U-образная форма
Этот сложный для выполнения скос применяется для сварки толстостенных металлов. Наиболее часто его применяют при ручной дуговой сварке, так как здесь получается существенная экономия электродов.
К – образный скос
применяется крайне редко. Напоминает собой Х – образный скос, выполненный на одной половине заготовки.



