
Перемещение и угол наклона электрода
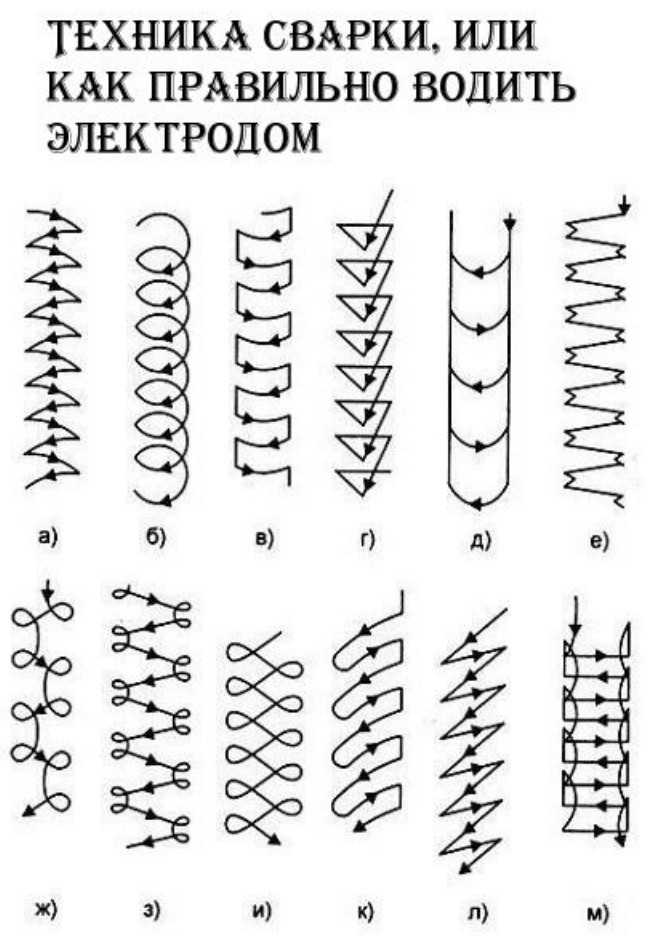
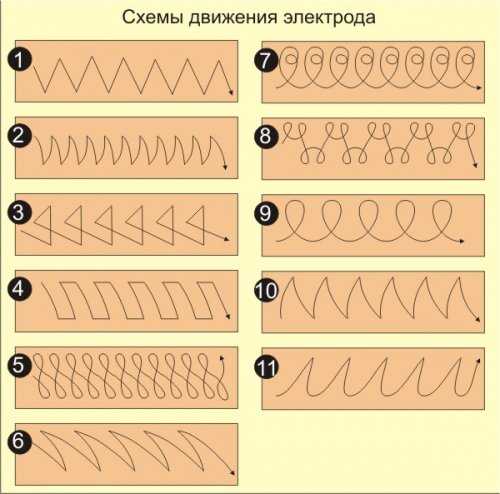
Манипулировать электродом можно, перемещая его одним из следующих способов:
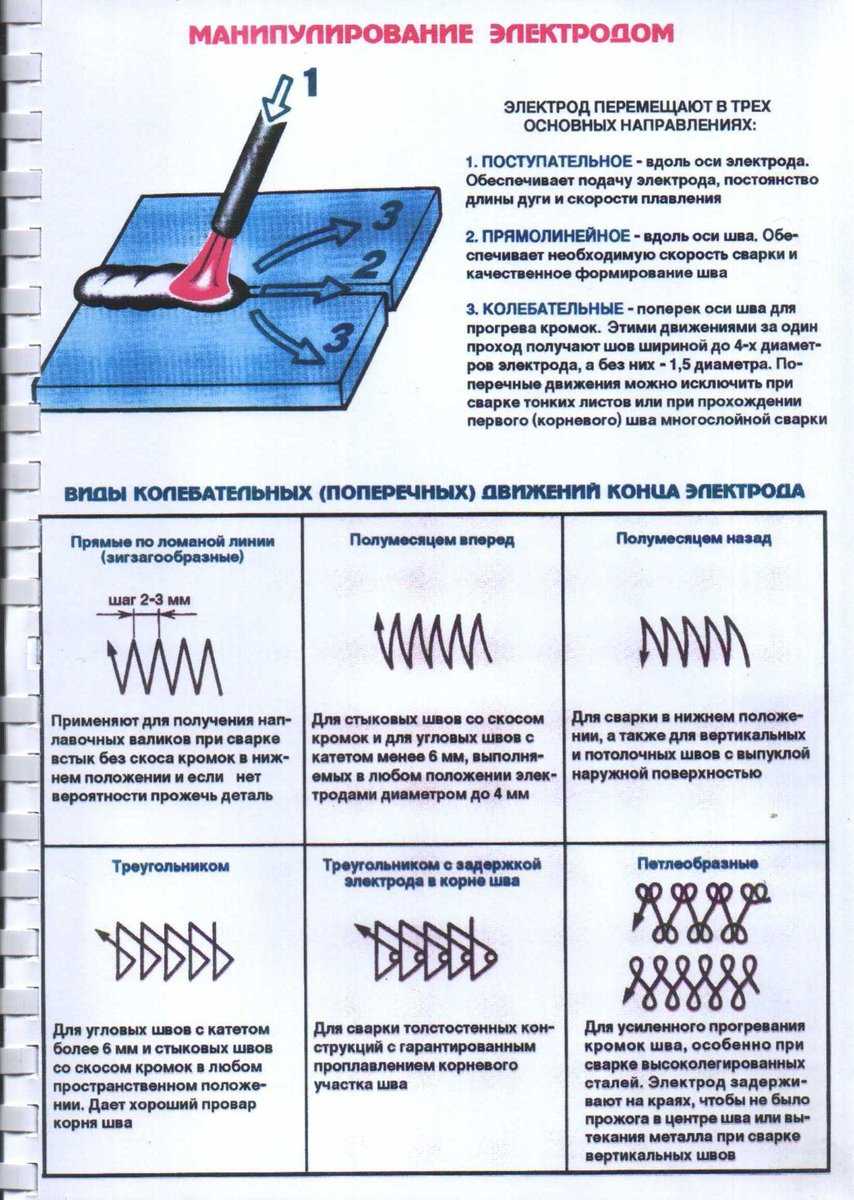
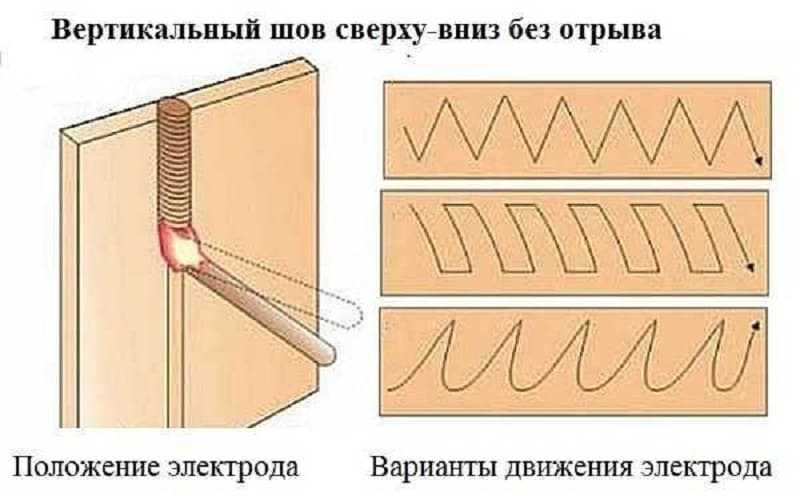
- Поступательно. Электрод будет перемещать вдоль своей собственной оси. Такой способ хорош тем, что будет обеспечена постоянная длина дуги, а также сохранится выбранная скорость расплавки металла.
- Прямолинейно. В этом случае электрод надо перемещать по направлению линии образования шва. Преимуществом является гарантия сохранения необходимой скорости сварочного процесса. Шов будет получаться качественно выполненным.
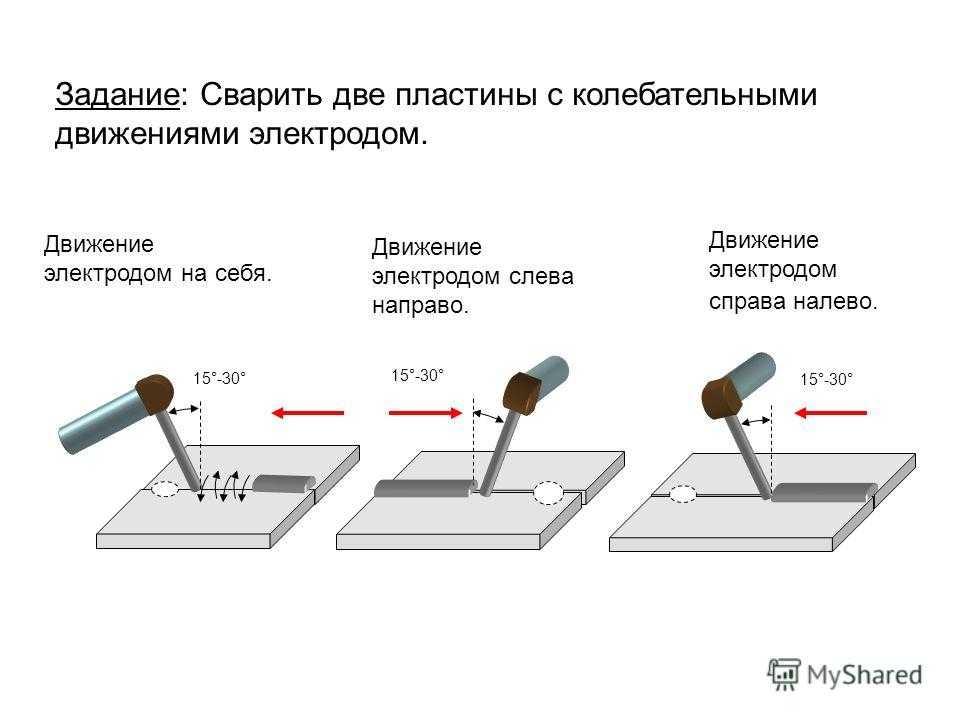
- Колебательно. При широком шве следует выбирать именно такой вариант движения электродом. В этом случае будут хорошо прогреваться кромки, расположенные на значительном расстоянии.
Если выполняется многопроходная сварка, то нижний корневой шов можно выполнять первым или вторым способом, что обеспечит получение узкого нитевидного шва. Зато для последующих проходов надо использовать колебательные перемещения электрода. При использовании этого несложного метода прогреется и корень шва и его кромки.
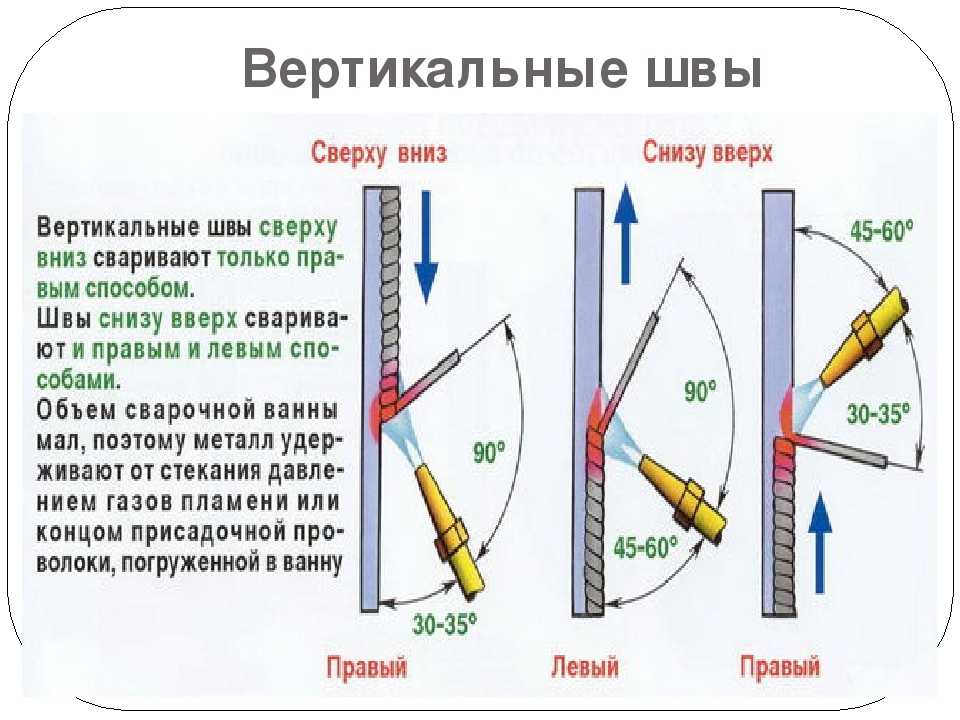
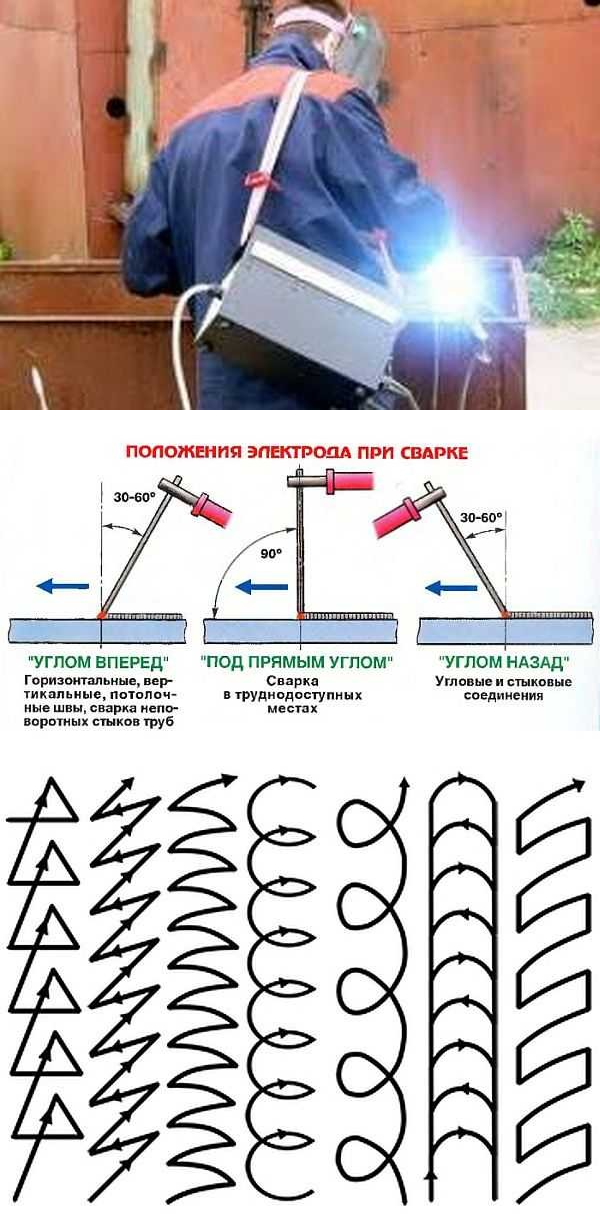
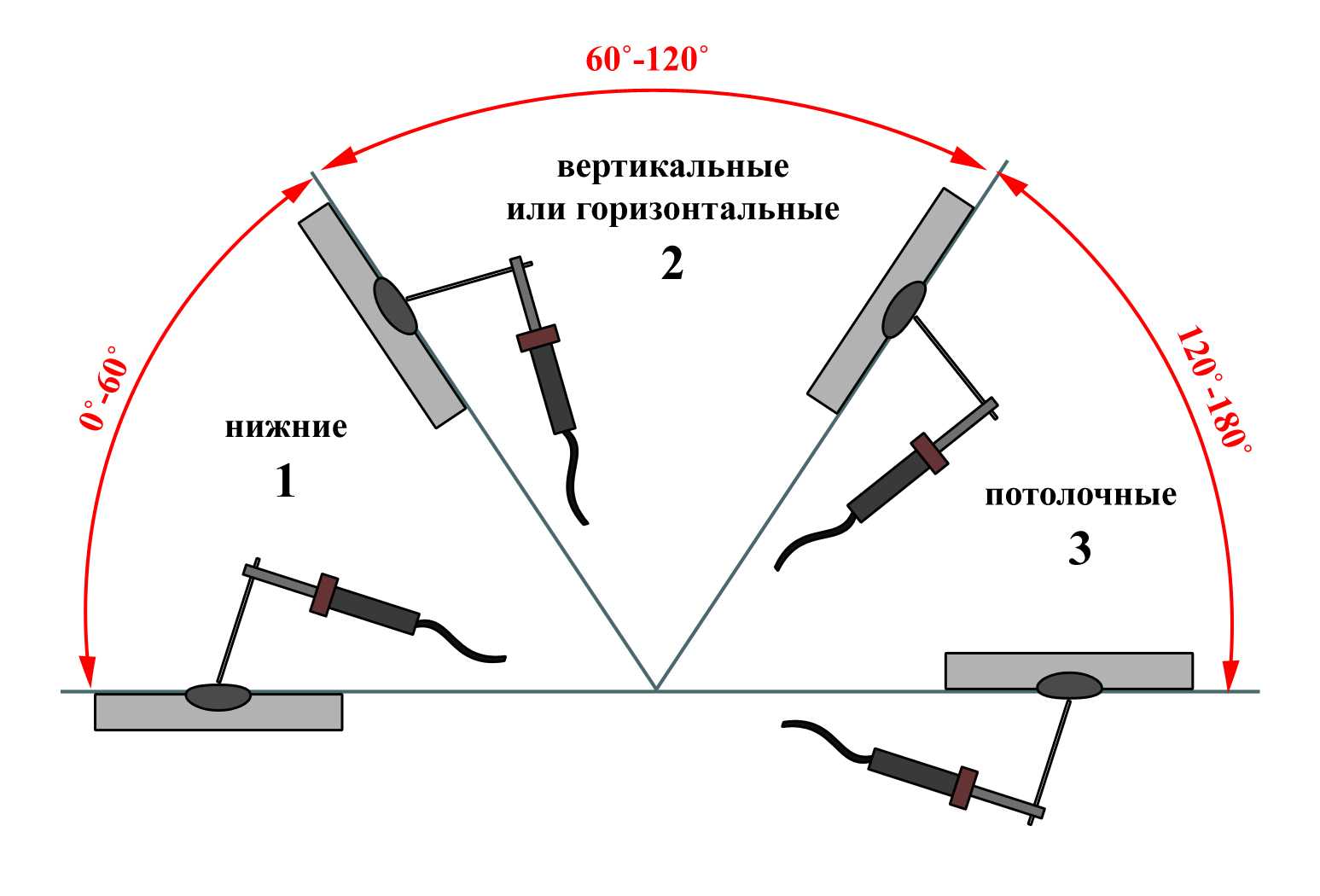
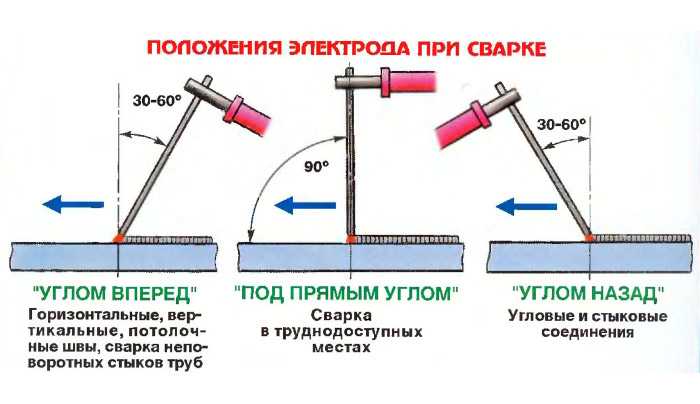
Важную роль для хорошего формирования шва играет наклон, с которым осуществляется сварка электродом.
Двигаться им можно в разнообразнейших направлениях — на сварщика и от сварщика, влево и вправо, вперед и назад, поднимаясь и опускаясь. Главное при этом соблюдать соответствующий направлению движения угол наклона электрода. Он должен быть оптимальным. Слишком острый угол не позволит кромкам прогреться в должной мере, края останутся непроваренными, что приведет к снижению прочности конструкции.
Прочность изделию придаст сохранение на протяжении всего процесса выбранного угла наклона электрода и скорости прохождения процесса. Исключение составляет сварка труб, при которой неизбежно изменения угла по мере движения по окружности.
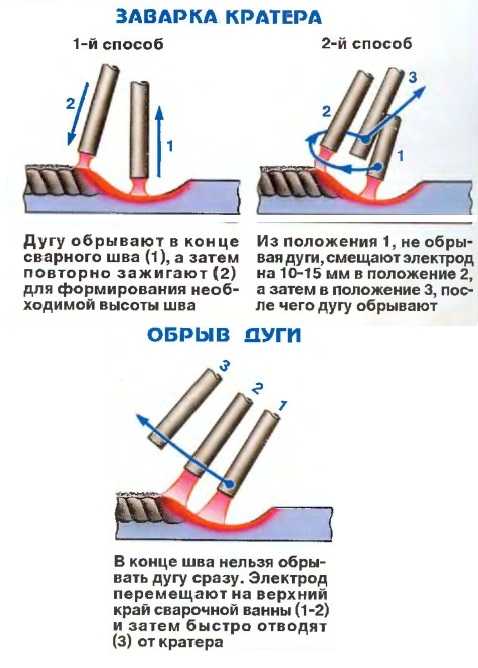
Важно не только начинать, продолжать, но грамотно заканчивать сварочный процесс. На заключительном этапе конец электрода перемещают перед тем, как прекратить горение дуги
Правильно оформленные сварочные швы для начинающих будут означать, что они уже стали неплохими специалистами в этой области. Имеется возможность выбрать из всего многообразия колебательных движений выбрать, тот, который больше всего понравится и получится. Для этого надо потренироваться на небольших кусочках металла.
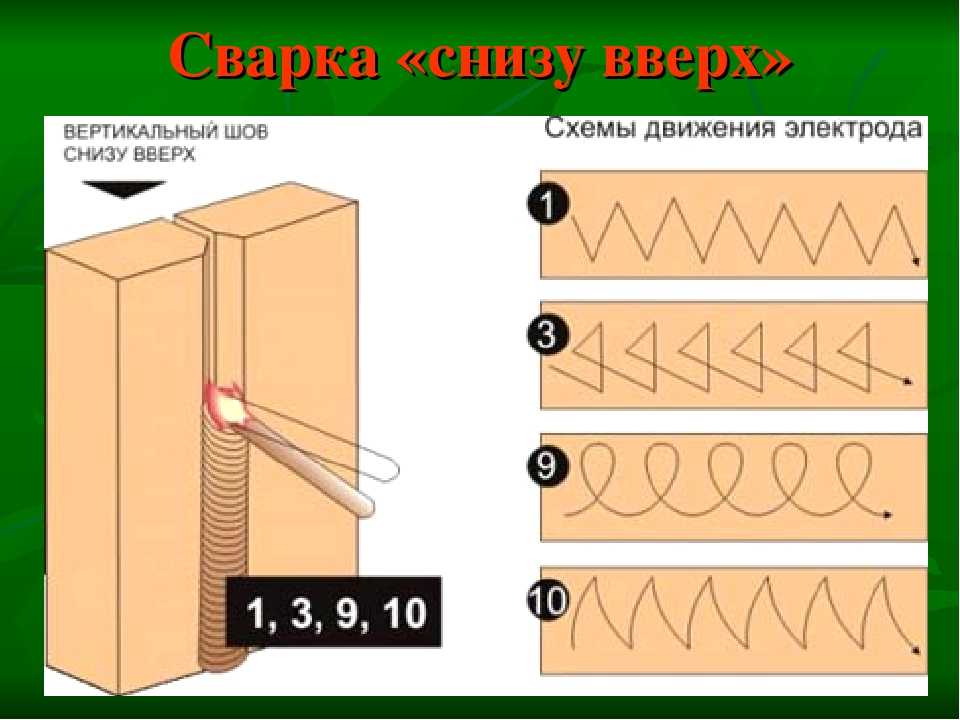
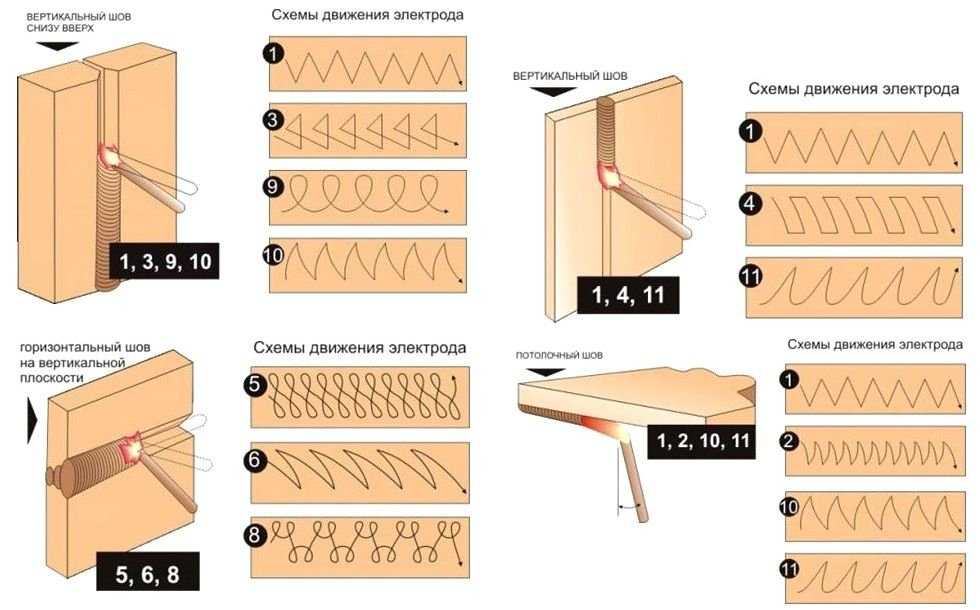
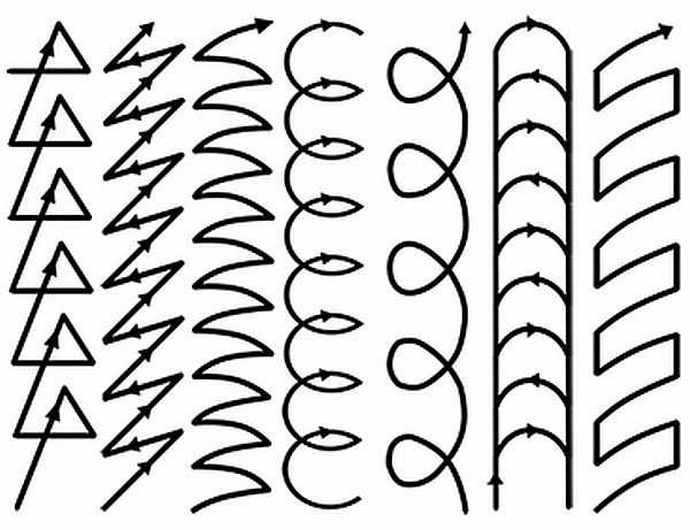
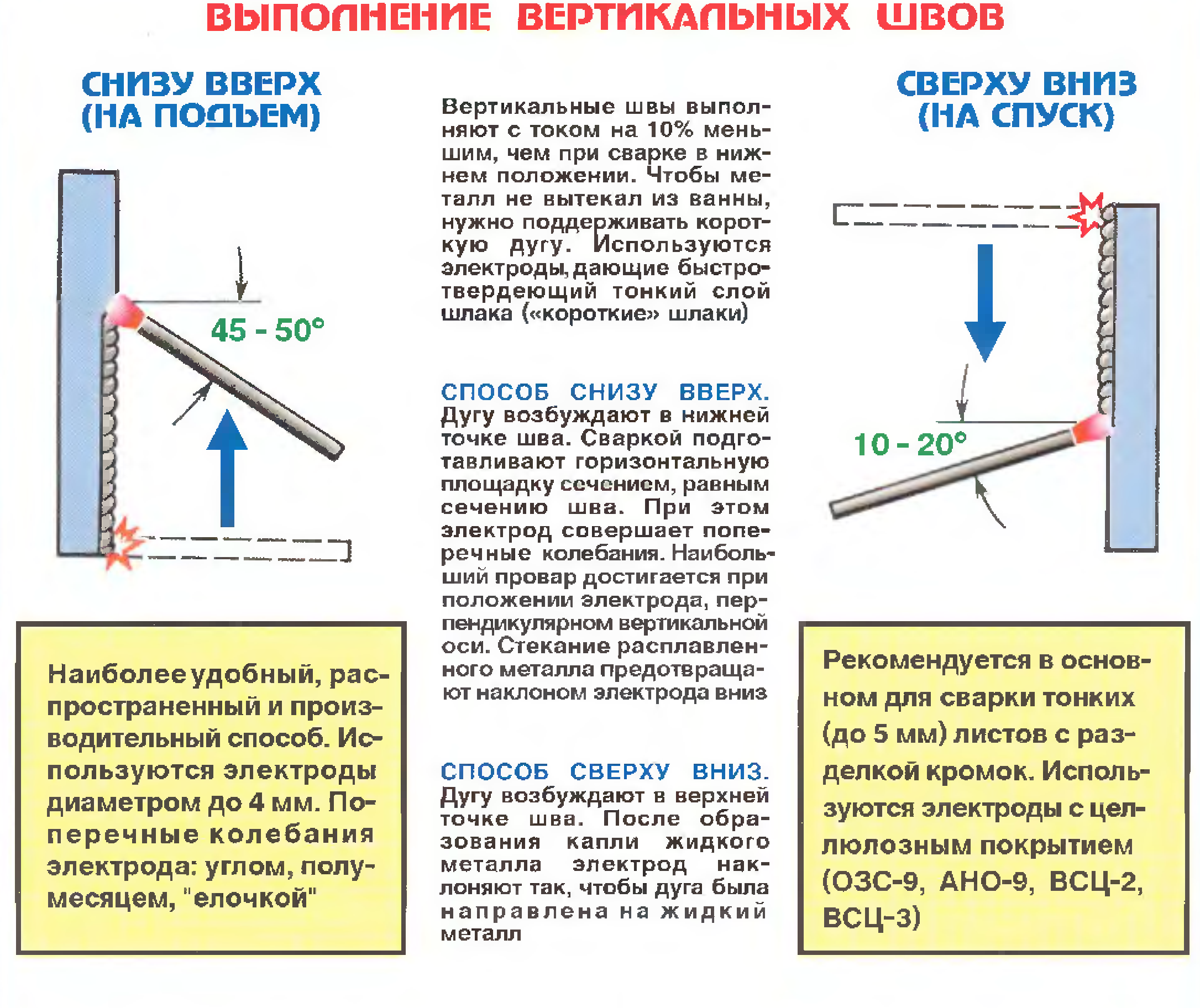
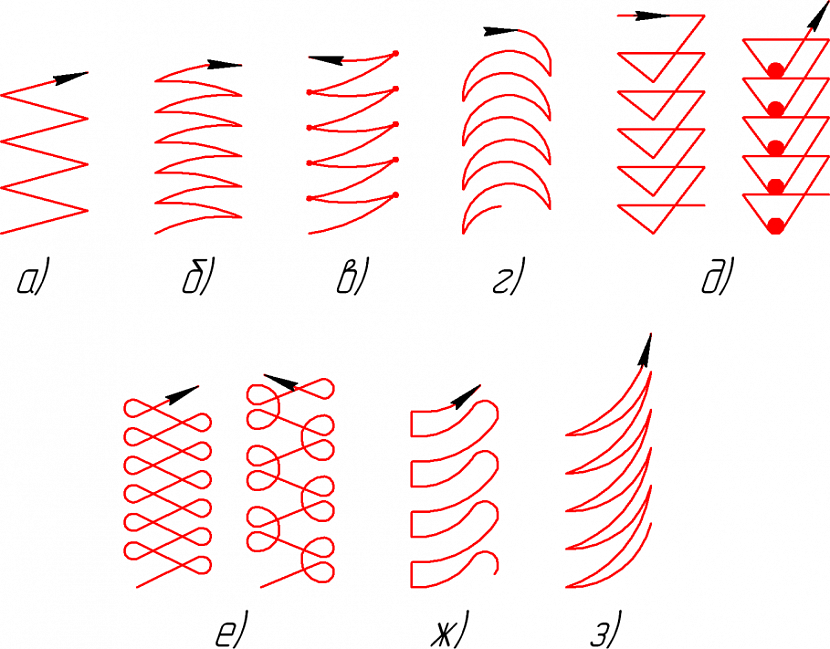
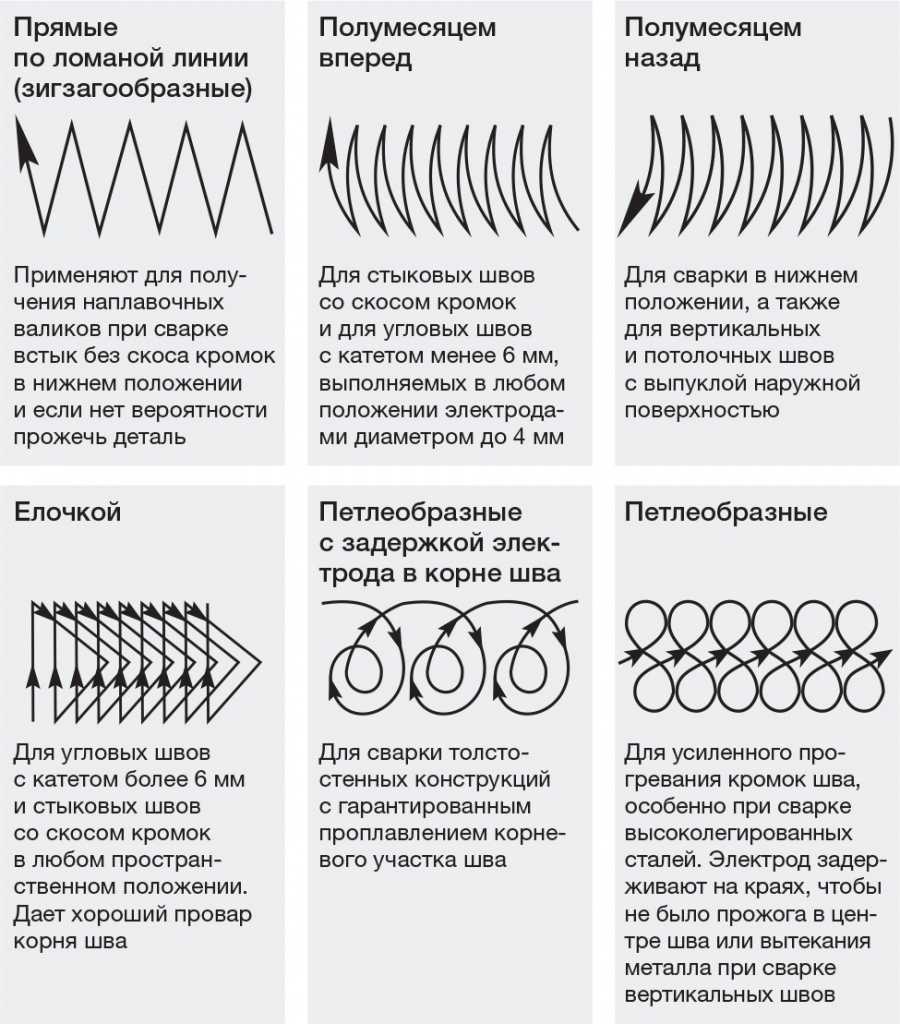
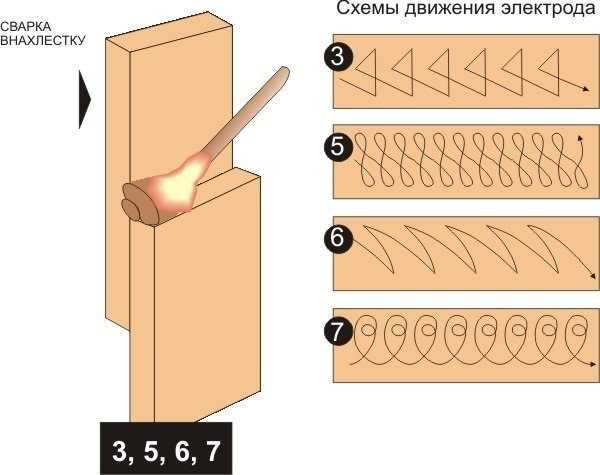
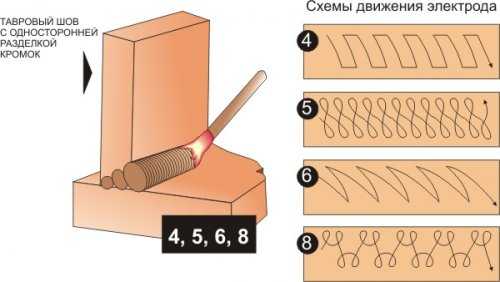
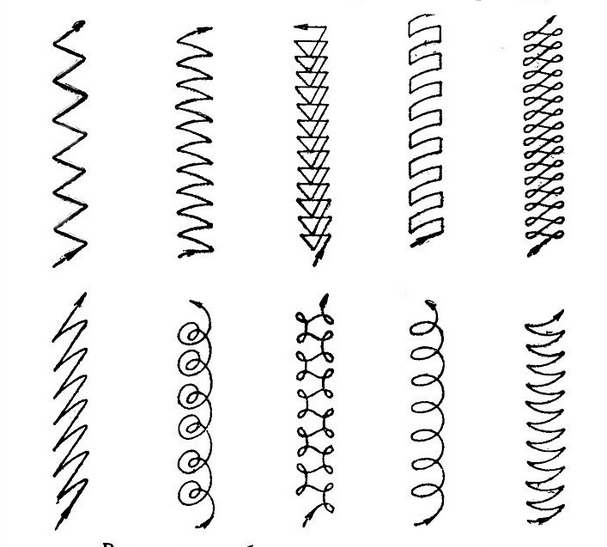
Каждый из предложенных способов имеет свое название и предполагает совершение колебательных движений поперек оси шва. Сваривать таким методом можно, как горизонтальные, так и вертикально расположенные швы.
Красивые названия типа елочка, полумесяц, петля обозначают схематично движение электродов. Некоторые из них, например, петли, целесообразно применять для сварки тонкостенных деталей, другие также имеют особенности применения. Неплохим вариантом служат движения полумесяцем, которые гарантируют хорошее прогревание кромок.
Амплитуда движений может иметь различное значение, зависящее от ширины шва. Выбор схемы движения также зависит от расположения соединения в пространстве.
Обучение сварочному делу следует начинать с нижнего горизонтального шва, как наиболее легкого в исполнении. Для начала следует выбрать несложные детали небольшого размера.
Электродуговая сварка
Ручная дуговая сварка широко используется во всех отраслях народного хозяйства и в быту для соединения элементов металлических конструкций. Ее отличительными свойствами по сравнению с другими видами сварных соединений являются:
- Относительно невысокая стоимость сварочного аппарата и расходных материалов, которыми являются электроды.
- Получение высокого качества сварных соединений распространенных марок металлов, включая нержавеющие сплавы.
- Возможность производства сварных работ во многих труднодоступных местах – этому способствует малый вес и простота подключения оборудования к электричеству.
Рис. 7 Сваривание тонкой профильной трубы – вид швов
Проведение работ с использованием электродуговой сварки состоит из следующих этапов:
- Готовят торцы труб к свариванию, для этого их очищают от ржавчины, после чего заготовки устанавливают на необходимом расстоянии для заполнения шва металлом от расплавленного электрода, часто для этого используют специальные приспособления.
- Включают сварочный аппарат, выставляя необходимый ток по встроенному индикатору, вставляют электрод в держатель, подключенный к сварочному аппарату, второй конец закрепляет на трубе.
- Фиксируют положение свариваемых деталей относительно друг друга точечными наплавлениями (прихватки), после чего производят электросварку с использованием защитной одежды, маски и рукавиц сварщика.
- По окончании работ сбивают окалину и очищают шов металлической щеткой.
Полуавтоматическая сварка металл инертный газ (MIG)
Благодаря современным технологиям появилась возможность в бытовых условиях правильно сваривать профильные изделия наиболее простым способом, не требующим большого опыта и многолетней подготовки по специальности сварщик.
Рис. 8 Принцип работы МИГ
Полуавтоматическая сварка в среде инертных газов (МИГ) является эволюционным шагом в развитии обычных электродуговых способов, в сравнении с которыми она имеет следующие преимущества:
- Вместо электрода в сварочную ванну через горелку автоматически подается специальная проволока диаметром от 0,6 до 1,2 мм., намотанная в бобины – это автоматизирует процесс и сокращает время на смену электродов.
- Вместе с проволокой через сварочный рукав на горелку подается инертный газ (обычно это смесь углекислого газа с аргоном) – это препятствует образованию шлака и повышает качество шва.
Благодаря данной технологии полуавтоматическая сварка имеет следующие преимущества перед электродуговыми аппаратами:
- Позволяет сваривать тонкие заготовки с толщиной от 0,5 мм.
- Варит сталь, нержавейку, чугун, алюминий и цветные металлы.
- При проведении работ нет шлака и практически отсутствует дым – это менее вредит здоровью, повышает качество шва по сравнению с электродуговыми методами.
К недостаткам МИГ можно отнести громоздкость (требуется массивный баллон с газом и система подачи провода в горелку) и невозможность проведения работ на сильном ветру, выдувающим газ из зоны сваривания.
Рис. 9 Сварка тонкостенных профильных труб в среде инертного газа
https://youtube.com/watch?v=MVoRlYH9ksY
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.

Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
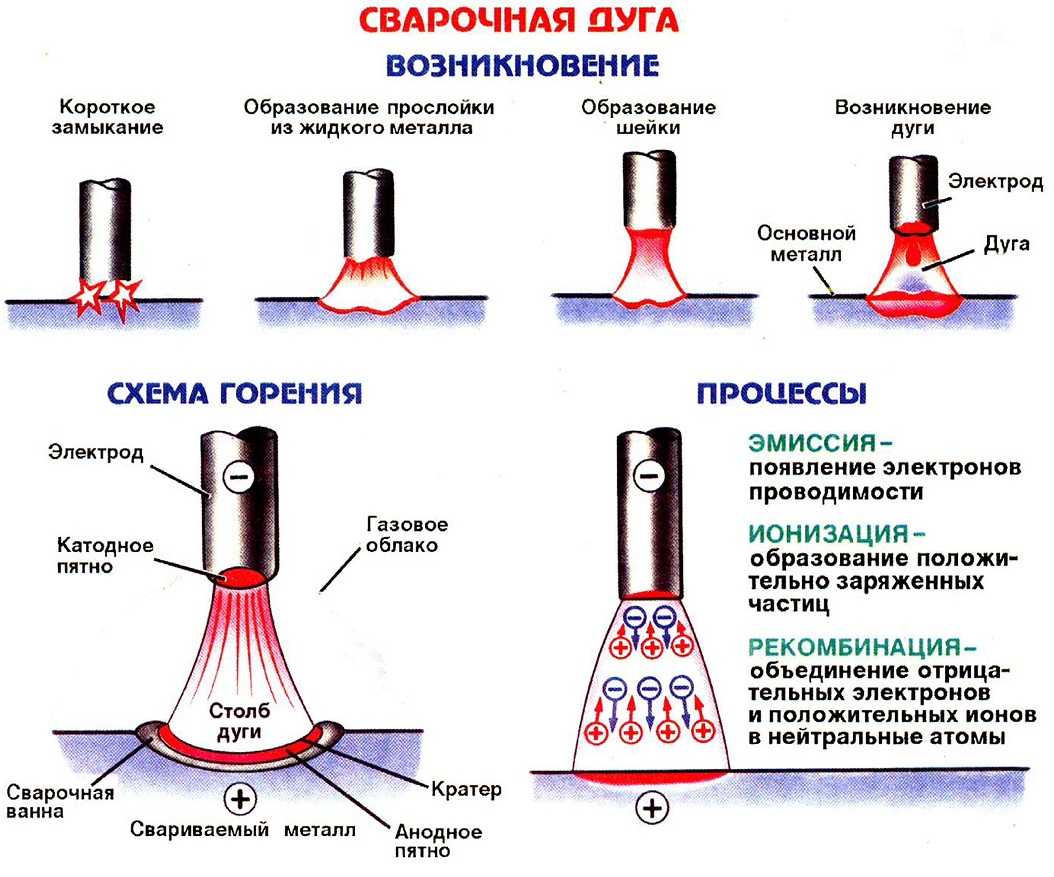
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону
При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов
Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Инструменты
Для сварки потребуется подбор специального оборудования:
- подходящего по техническим характеристикам аппарата для сварки;
- электродов определённого состава, в зависимости от типа соединяемых металлов, их толщины;
- защитной маски, одежды, перчаток, обуви;
- молотка, щётки по металлу для удаления окалин или выравнивания швов;
- ёмкости с водой.
Площадка для сварки должна соответствовать правилам и требованиям безопасности. Площади помещения или участка должно хватать для удобства выполнения работ.
В случае проблем с электропитанием потребуется дополнительно подключать выпрямитель. Это позволит стабилизировать ток, напряжение, за счёт чего сформировать стабильную дугу.
Пошаговый процесс создания сварочного соединения
![]()
Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха
Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный
Если принять шлак за железо, то можно оставить много мест не проваренными.
Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки. Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым». Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.
Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.
Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.


![]()
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
https://youtube.com/watch?v=BDNtM0eScNc
Технология сварочных работ
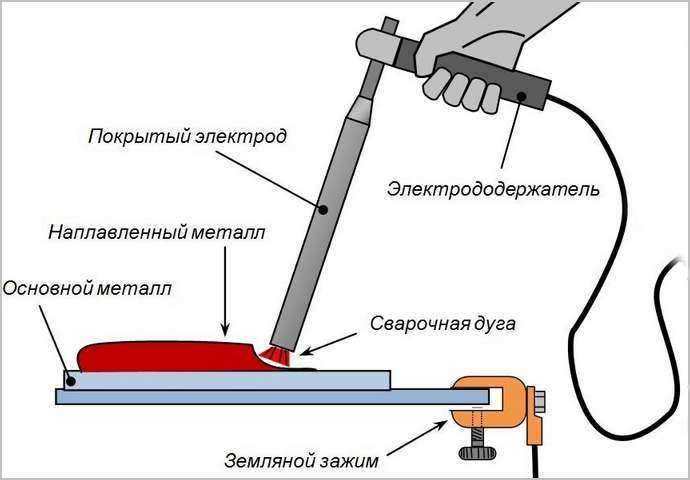
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
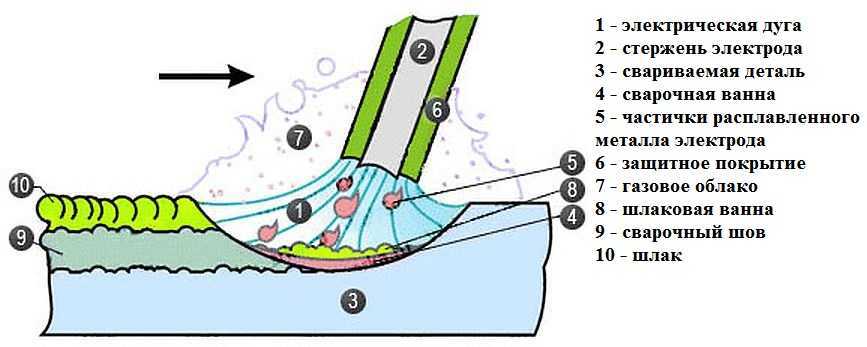
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
![]()
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
https://youtube.com/watch?v=TDUCn_F_evQ
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Технология электросварки
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.
Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
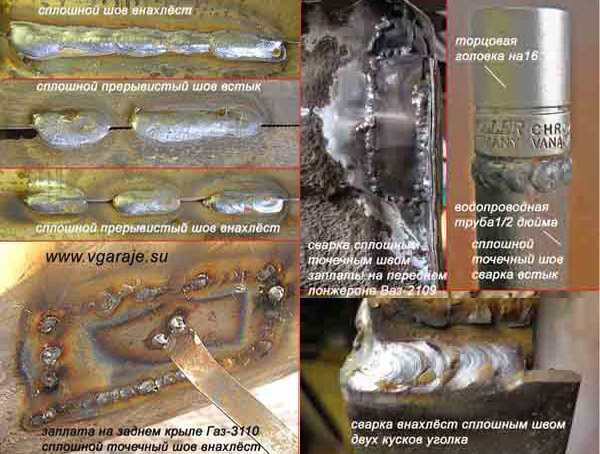
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.
Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.


Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.
Принцип работы сварочного инвертора
Сварочный инвертор – мощнейший блок питания, который по способу преобразования энергии аналогичен импульсному блоку питания.
Основные стадии преобразования энергии в инверторе:
- Приём и выпрямление тока сети с напряжением 220 В и частотой 50 Гц.
- Преобразование полученного выпрямленного тока в переменный с высокой частотой от 20 до 50 кГц.
- Понижение и выпрямление высокочастотного переменного тока в ток, сила которого находится в пределах 100…200 А, и напряжение от 70 до 90 В.
Преобразование высокочастотного электротока до тока нужной величины позволяет уйти от неудобных габаритов и большого веса инвертора, которые имеют обычные трансформаторные аппараты, в которых значение тока достигается путём преобразования ЭДС в индукционной катушке. Также при включении сварочного инвертора в сеть не будет наблюдаться резких скачков электрической энергии, и более того, устройство содержит в своей схеме специальные аккумуляционные конденсаторы, которые защищают аппарат при сварке в период неожиданного отключения электричества и позволяют произвести розжиг дуги инвертора более мягко.
Схема дуговой сварки
Получение качественного шва при сварке зависит от многих факторов, поэтому, до начала работ, мастеру в обязательном порядке необходимо ознакомиться с тем, как правильно пользоваться инвертором согласно прилагаемой инструкции, а также основными правилами и нюансами выполнения сварочных работ, которые будут подробно описаны ниже.
Особое внимание следует обратить на диаметр электродов для сварки
Важно знать, что количество потребляемой энергии напрямую зависит от толщины сварочных стержней, и, соответственно, чем больше их диаметр, тем выше и энергопотребление. Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике
Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня
Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике. Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня.



