
Сварные соединения труб из стали
Очень важно, чтобы в трубопроводе прочность сварных соединений деталей труб была идентична прочности самих труб. Не так часто, но все же допускается использование сварных соединений, прочность которых ниже, чем прочность основного металла
Это возможно, когда технические условия подтверждают прочность используемого сварного соединения.
Иногда в процессе сварки стальных труб на их внутренней поверхности образуются наплывы расплавленного металла. Это не очень хорошо, так как из-за таких образований проходимость трубы снижается, а сопротивление движению вещества, транспортируемого по трубам, увеличивается.
Особенно часто такая проблема возникает при сварке труб небольшого диаметра — от 1 до 3,2 см. Чтобы избежать такого недостатка на трубах, которые эксплуатируются под высоким давлением, их сваривают в раструб.
Монтаж чугунного трубопровода
При монтаже раструбного расширения с чугунной канализационной системой применяется несколько другой вид работ, так как сами трубы здесь чуть большего диаметра. Например, это зачеканка или сварка.
Чеканка
Для этого герметизирующего способа применяется сантехнический лен — пакля. Если дома не нашлось такого приспособления, его можно заменить битумной мастикой или цементным раствором.
![]()
Пошаговое действие:
- Провести замеры и поставить насечки, где будет входить раструб.
- От разметки немного отступить и намотать паклю до края трубы.
- Трубу вставить в раструб, где стамеской уплотнить обмотку.
- Залить образовавшуюся щель для герметизации любым раствором.
Через 24 часа можно пользоваться канализационной системой.
Сварка
При соединении раструба и чугунного водопровода чаще всего используют сварку. В принципе, это вспомогательное действие для полной гидроизоляции, которое производится после зачеканки труб. Такой метод продлит срок службы чугунной канализации.
Порядок действий монтажных работ:
- После установки раструба в чугунный водопровод щель более 10 мм. требуется залить цементной смесью. Затем зачеканить.
- Как только цемент полностью застынет, приступают к сварочной работе.
- Края раструбной воронки накрепко приваривают к торцевой части.
- Шов остынет и можно проверить плотность герметизации системы.
После изучения вариантов стыковки раструбного соединения в канализационную систему можно приступать к самостоятельному монтажу.
Сейчас читают
- Что надежней из герметиков для канализационной трубы
- Как не ошибиться с наклоном для канализационной трубы
- Можно ли дома прочистить трубы в ванной самому
- Как сделать ванну своими руками из бетона
- Топ 6 способов как грамотно сделать переход с чугуна на пластик
- Правила прокладки канализационных труб
- Недостатки полипропиленовых труб в отоплении дома
- Особенности использования канализационных труб из пвх диаметром 50 мм
- Варианты бестраншейной прокладки труб
- Демонтаж систем отопления
- Отводы канализационные пластиковые 110, размеры и виды
- Как выбрать качественные трубы для водопровода в квартире
- Герметик для канализации
- Монтаж и замена канализационных труб в квартире своими руками
- Какие трубы используются для газопровода?
- Подключение унитаза к канализации без гофры
- Эффективные способы теплоизоляции труб канализации
- Какие размеры сэндвич трубы лучше использовать для дымохода
- Инструкция по врезке в канализационную трубу своими руками
- Какие трубы для теплого пола выбрать: характеристики и способы монтажа
- Выбираем между металлопластиковыми и полипропиленовыми трубами
- Фум-лента технические характеристики, как и сколько наматывать на резьбу
- Онлайн расчет пропускной возможности круглой и прямоугольной профильной трубы
- Тонкостенная металлическая труба для электропроводки
- Какие трубы рехау лучше для отопления и водоснабжения?
- Медные трубы и их применение в кондиционерах
- Какие трубы лучше выбрать для скважины на воду
- Размеры и монтаж труб для бани
- Как произвести врезку в водопровод под давлением своими руками: все способы в одном месте
С этим читают
- Топ 6 способов как грамотно сделать переход с чугуна на пластик
- Правила прокладки канализационных труб
- Недостатки полипропиленовых труб в отоплении дома
- Особенности использования канализационных труб из пвх диаметром 50 мм
- Варианты бестраншейной прокладки труб
- Демонтаж систем отопления
- Отводы канализационные пластиковые 110, размеры и виды
- Как выбрать качественные трубы для водопровода в квартире
- Герметик для канализации
- Монтаж и замена канализационных труб в квартире своими руками
Разъемные соединения пластиковых труб
Можно выделить три основных типа разъемных соединений пластиковых труб:
- Фланцевые;
- Раструбные;
- Соединения с помощью накидных гаек.
Фланцевые соединения осуществляются на отбортовке труб из ПВХ, полиэтилена и полипропилена. Соединение накидными гайками применяется не так часто.
В основном его используют при установке или ремонте труб в системе водопровода, в случае если их диаметр превышает 6,3 см. Если же размер трубы менее указанной величины, то соединение накидными гайками не используется. Это объясняется повышенной чувствительностью пластика к напряжению, надрезам и повреждениям, а также к ослаблению сечения трубы.
Раструбный тип соединения обычно применяют на трубах санитарно-технических систем. В этом случае оптимально использование резиновых уплотняющих колец и сочетания полиэтиленовых труб внутри сооружений трубопроводы и ПВХ — снаружи.
Неразъёмные соединения
К неразъёмным соединениям относятся: клёпанные, сварные, полученные пайкой, склеиванием, путём запрессовки деталей с натягом.
Клёпаные соединения
Клёпаные соединения применяются в соединениях деталей из металлов, в основном плохо поддающихся сварке, при соединении металлических изделий с неметаллическими (рисунок 18.1). Эти соединения применяют в конструкциях, работающих под действием ударных и вибрационных нагрузок.
Заклёпка представляет собой стержень круглого сечения, имеющий с одного конца головку, форма головки бывает различной.
![]()
Соединение пайкой
При соединении пайкой в отличие от сварки место спайки нагревается лишь до температуры плавления припоя, которая намного ниже температуры плавления материала соединяемых деталей. Соединение деталей получается благодаря заполнению зазора между ними расплавленным припоем. Швы при пайке изображают условно согласно ГОСТ 2.313-82 линией в два раза толще сплошной основной линии и обозначают условным знаком, который наносится на линии-выноске от сплошной основной линии.
![]()
Шов выполненный по замкнутой линии (по периметру), обозначают линией-выноской, заканчивающейся окружностью диаметром 3…5 мм (рисунок 18.2).
Соединение склеиванием
Шов, получаемый при склеивании, изображают так, как и шов при пайке, только в обозначении ставят другой значок (рисунок 18.3).
Сварные соединения
Сварным соединением называется совокупность изделий, соединенных сварным швом.
При сварке плавлением поверхности кромок свариваемых деталей плавятся и после остывания образуют прочный сварной шов.
По способу взаимного расположения свариваемых изделий различают соединения:
- Стыковое (С) — детали соединяются по своим торцевым поверхностям.
- Угловое (У) — детали расположены под углом и соединяются по кромкам.
- Тавровое (Т) — торец одной детали соединяется с боковой поверхностью другой
- Внахлёстку (Н) — поверхности соединяемых деталей частично перекрывают друг друга.
В зависимости от требований, предъявляемых к сварному соединению, кромки свариваемых деталей подготавливают по разному (рисунок 18.4) и другие.
![]()
Швы разделяются на односторонние и двусторонние. Шов выполняется сплошным или прерывистым.







Швы могут выполняться усиленными — выпуклыми (q).
Некоторые типы швов характеризуются величиной K называемой катетом шва.
Видимый сварной шов изображается сплошной основной линией, а невидимый — штриховой. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рисунок 18.6).
![]()
Все знаки, за исключением знака катета шва, должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Когда на чертеже имеются изображения нескольких одинаковых швов, то условное обозначение наносят у одного из них, а от остальных проводят только линии выноски с полками, на которых проставляется номер шва.
![]()
В обозначении шва указывают стандарт на типы швов и конструктивные элементы, по которым выполняется шов. Стандарт также указывает на тип и способ сварки (ГОСТ 5264-80 — ручная электродуговая сварка, ГОСТ 8713-78 -автоматическая и полуавтоматическая под флюсом и др.). Также приводят буквенно-цифровое обозначение шва (C1 …С25, У1 …У 10, Т1 …T11, H1 …НЗ) и другие необходимые данные на типы и конструктивные элементы швов сварных соединений и способ сварки (рисунок 18.7).
![]()
| Рекомендую подробно изучить предметы: |
|
| Ещё лекции с примерами решения и объяснением: |
- Виды конструкторских документов
- Обозначение уклона и конусности на чертежах
- Сопряжение линий и лекальные кривые
- Линии среза в инженерной графике
- Выносные элементы в инженерной графике
- Сопряжения в инженерной графике
- Нанесение размеров на чертежах
- Резьба на чертеже
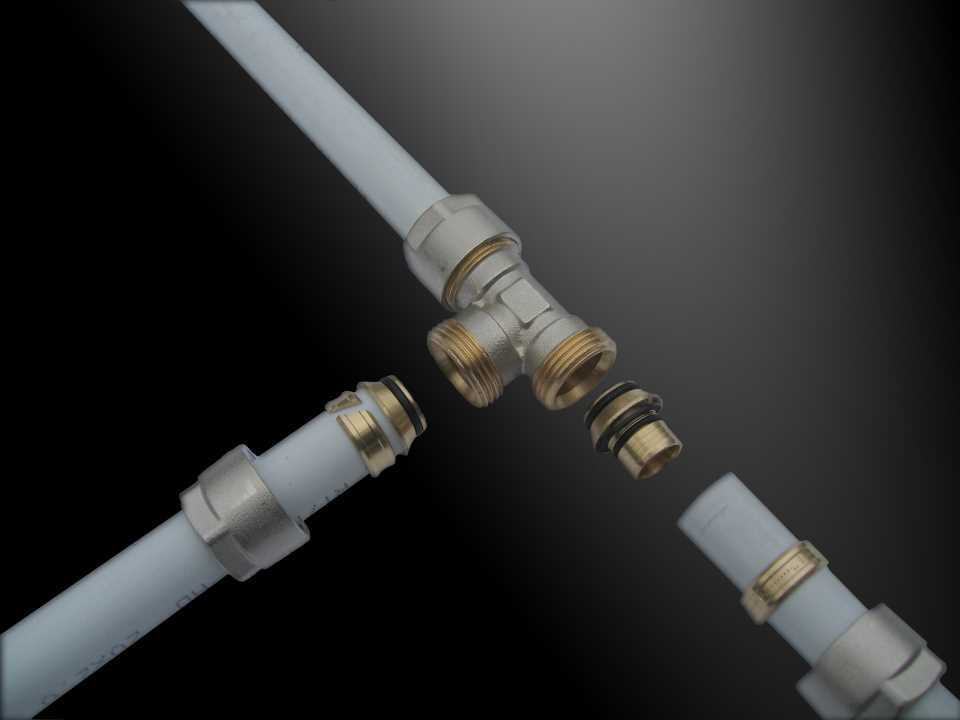
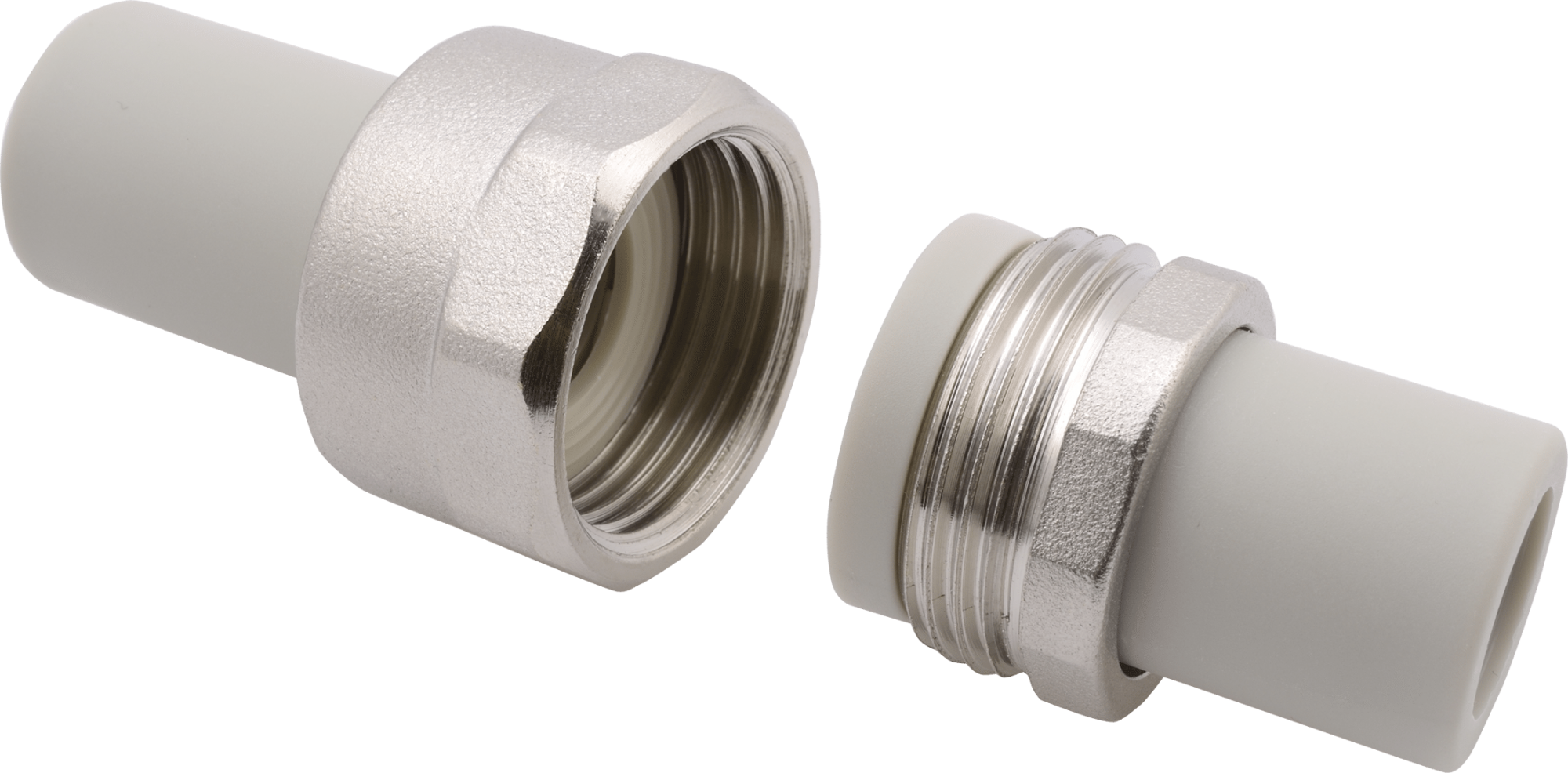
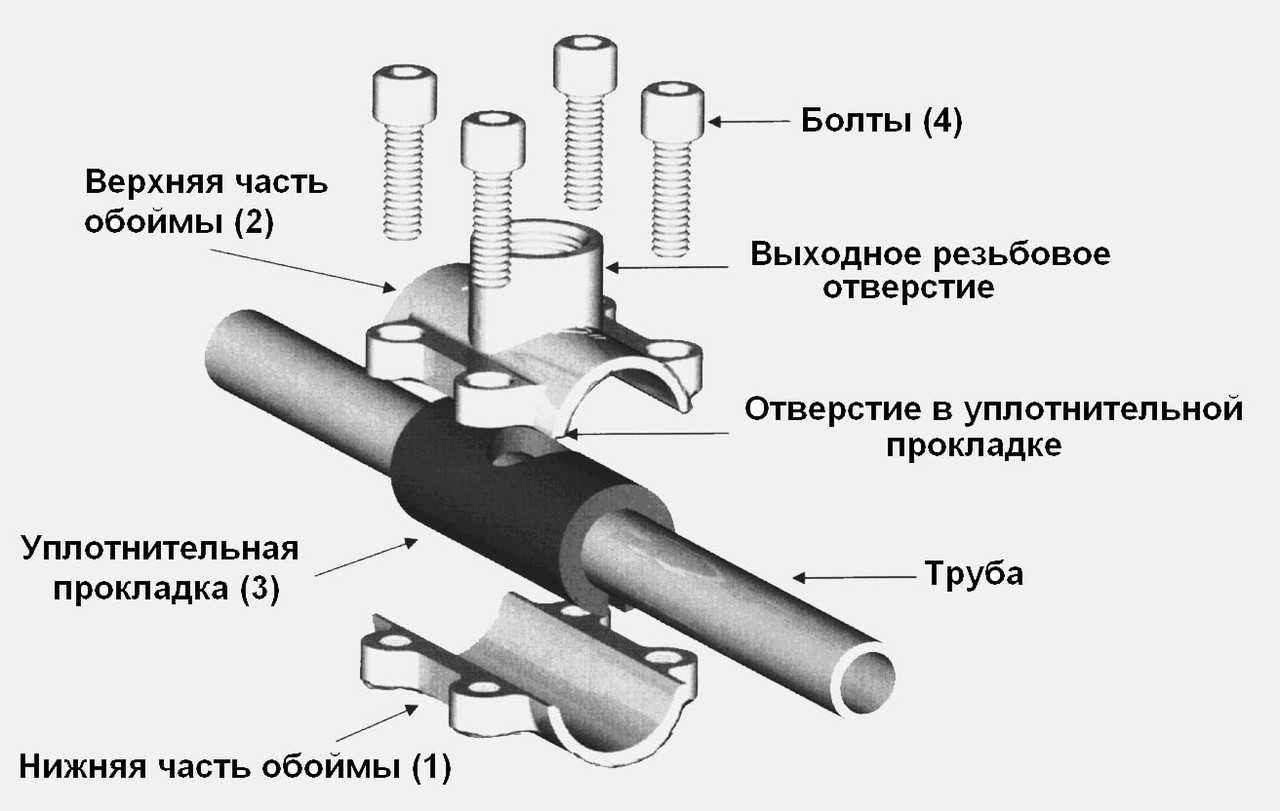
Применение зажимного фитинга
Под понятием цангового соединения труб подразумевается использование зажимного или цангового фитинга. С его помощью становится возможной реализация варианта разборного сочленения элементов трубопровода, выполненных из неодинаковых материалов. Особенности его выполнения описаны здесь. Зажимной фитинг подбирают, исходя из типа и диаметра трубы.
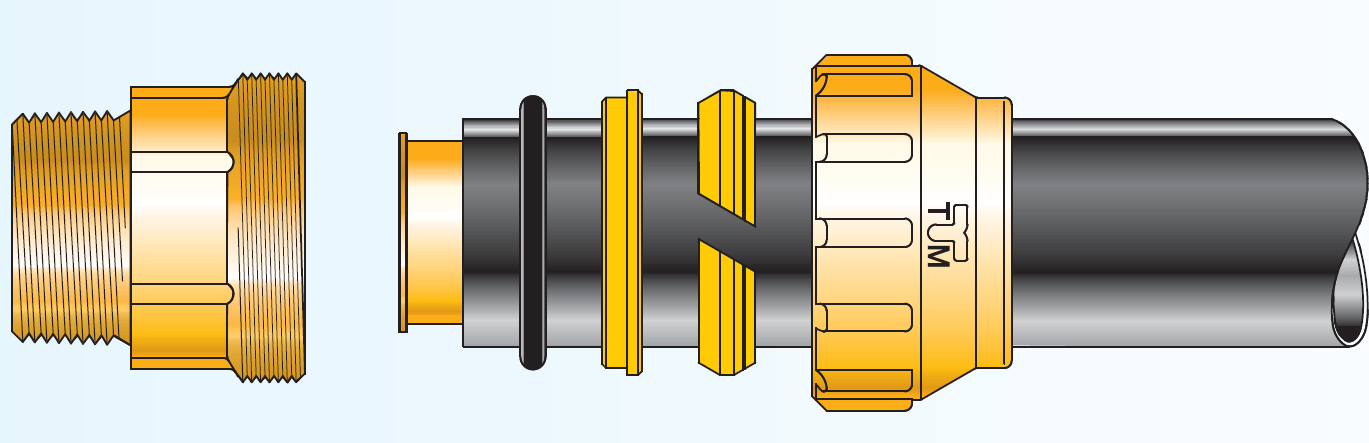
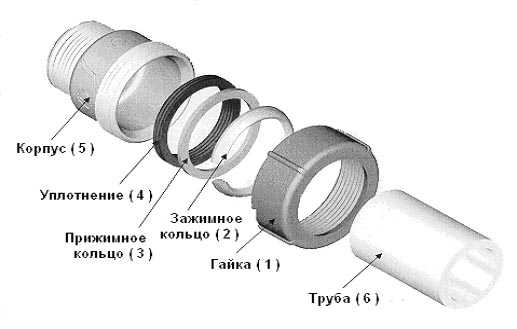
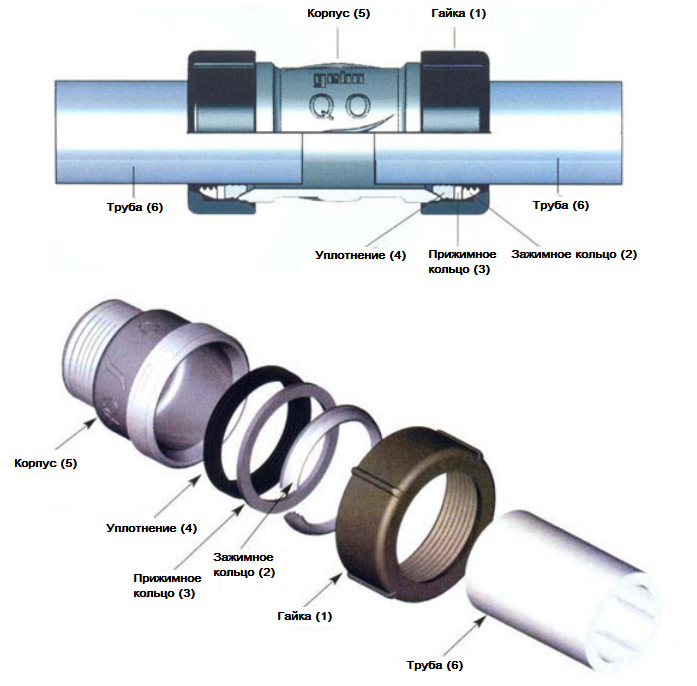
Алгоритм стыковки для труб из пластика следующий:
- Калибруют отверстие нужного отрезка трубы при помощи калибратора и снимают внутреннюю фаску, задействовав фаскосниматель.
- Разбирают фитинг, скрутив гайки с торцов и сняв круглые уплотнения со штуцеров.
- Надевают накидную гайку на конец трубы, затем цангу фитинга.
- Вставляют хвостовик фитинга внутрь трубы, прикладывая усилие, чтобы он вошел полностью.
- Закручивают вручную гайку на корпус фитинга.
- Повторяют те же манипуляции со второй трубой, затем стыкуют соединяемые части и затягивают накидную гайку, не докрутив 1-2 витка.
Затягивают гайку осторожно, чтобы не повредить трубу. В процессе происходит деформирование зажимного кольца, за счет чего торец трубы и боковая часть фитингового патрона плотно прижимаются друг к другу. Этот тип сочленения оптимален для труб малого диаметра
Разъемное соединение отличается компактностью, для его сборки уходит совсем немного времени, а стык получается очень прочным
Этот тип сочленения оптимален для труб малого диаметра. Разъемное соединение отличается компактностью, для его сборки уходит совсем немного времени, а стык получается очень прочным
Опытные сантехники рекомендуют при закручивании затяжной гайки первые витки выполнить вручную, а затем применить накидной ключ.
Цанговые соединения преимущественно применяются в сборке медных трубопроводов:
Галерея изображений
Фото из
Цанговые соединения в сборке межных трубопроводов относятся к условно разъемной категории. Их применяют там, где пайку невозможно или опасно производить
Несмотря на то, что сборка труб производится без пайки, цанговые фитинги позволяют создать абсолютно герметичное соединение
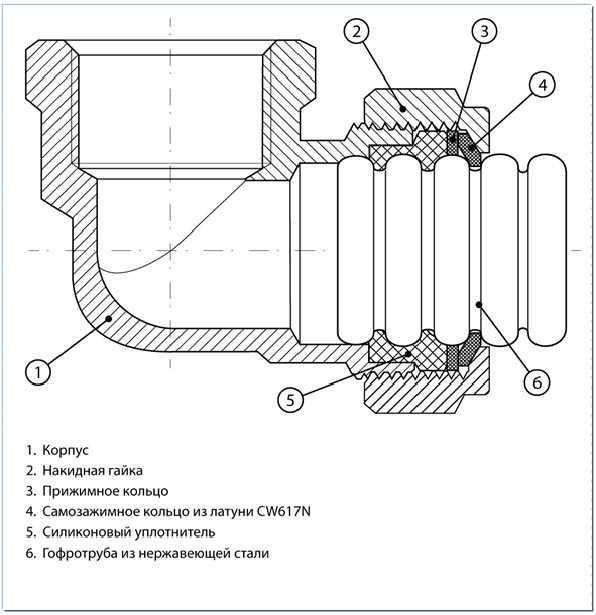
По строению обжимной пресс-фитинг для медных труб очень похож на обычный соединитель для капиллярной пайки. Разница в том, что вместо припоя внутри расположен уплотнитель
В сборке медных контуров систем отопления и водоснабжения с применением обжимных фитингов используют в основном твердые сорта труб. Однако соединители подходят и для мягких
Категорически запрещено применять в соединении медных труб фитинги для стальных изделий. Подходят только детали из латуни или меди
Обжим соединения производится пресс-клещами, предназначенными для проведения именно этой монтажной операции
В предложенном сантехникам ассортименте сейчас есть все виды цанговых соединителей, с использованием которых производят линейные, угловые, тройниковые и крестовые соединения, а также ставят запорно-регулирующую арматуру на трубопровод
Цанговое соединение относится к категории условно-разъемных. Если в его зоне трубы не текут, его лучше не менять и вообще не трогать. При обнаружении течи нужно всего-лишь еще подтянуть
Сборка медного трубопровода
Цанговое соединение в разрезе
Фитинги для соединений цанговым способом
Медный трубопровод из твердых труб
Применение фитингов из меди или латуни
Инструмент для формирования обжимного соединения
Выполнение обжимного соединения
Типы резьбовых соединений между трубами
Подобно безрезьбовым способам, резьбовые трубные соединения также могут быть разъёмными и неразъёмными. Хотя, казалось бы, любая резьбовая конструкция в принципе может быть разобрана, но встречаются ситуации, когда две соединённые резьбой трубы дополнительно приварены к неподвижным поверхностям, что препятствует их разъединению. В этом случае говорят о неразъёмном резьбовом соединении.







Тем не менее, вышеописанная ситуация является скорее исключением; в целом же резьбовые способы рассматриваются как разъёмные виды трубных соединений. Разновидностей их существует несколько, однако наибольшее практическое применение находят два: сгон и двунаправленная резьба.
Соединение посредством сгона применяется в тех случаях, когда трубы неподвижны относительно собственной оси, и при этом одна из них имеет длинный резьбовой участок, а другая – короткий (про «Какие сгоны для труб наиболее эффективны и надёжны – виды и особенности»). На трубу с длинным отрезком резьбы накручиваются контргайка и муфта. Далее муфта сгоняется с длинной резьбы на короткую до самого конца, поджимаясь с другой стороны контргайкой.
Виды раструбных труб
С монтажным утолщением производят следующие разновидности труб:
Соединение чугунных труб при помощи раструба
- Поливинилхлоридную арматуру диаметром от 63 до 315 миллиметров (под уплотнительное кольцо) или от 10 до 160 миллиметров (под клеевое соединение). Сортамент подобной продукции определяется по ГОСТ 51613-2000. Причем трубы под уплотнительное кольцо из резины применяются лишь в безнапорных сетях, а вот арматуру под клеевой раструб рекомендуют к использованию даже в напорных трубопроводах.
- Чугунную арматуру диаметром от 50 до 150 миллиметров. Сортамент такой арматуры нормируется по ГОСТ 6942.0-80. При этом раструбное соединение чугунных труб применяется не только при сборке канализационных трубопроводов. Существует еще один тип чугунных труб с раструбом, условный диаметр которых колеблется в пределах от 65 до 1000 миллиметров. Такие трубы нормируют по ГОСТ 9583-75 и используют в трубопроводах напорного типа.
- Керамическую арматуру для канализаций, диаметром от 150 до 600 миллиметров с ребристой внутренней поверхностью монтажного утолщения и таким же плечиком раструба. Сортамент таких труб нормируется ГОСТ 286-82
https://youtube.com/watch?v=emTM6D8Grlw
Словом, как видите: раструбные трубы можно встретить где угодно – и под землей, и над землей, и в сооружениях, и в нефтяных скважинах. Поэтому способы герметизации раструбных соединений попросту не могут быть однотипными. И далее по тексту мы рассмотрим варианты обеспечения герметичности раструбного стыка.
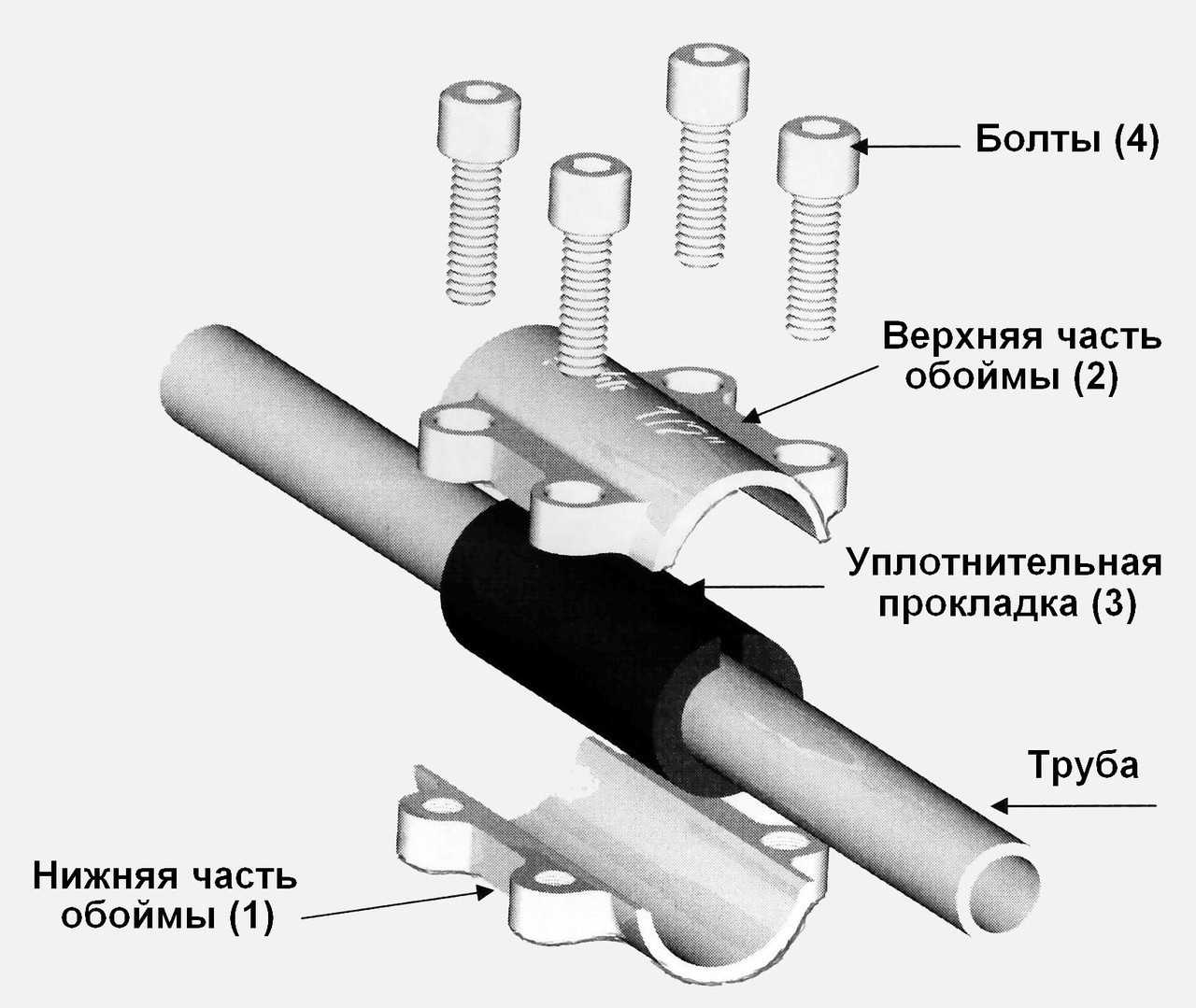
Достоинства и минусы этих деталей
Соединять трубопроводы фитингами под обжим очень легко. При таком способе не понадобиться использовать высокую температуру, или брать в работу специальное оборудование.
Так укладывают трубы даже в местах трудного доступа. Такая работа нуждается в следующих инструментах:
- Гаечный ключ;
- Калибратор;
- Резак.
Если сравнить время и затраты труда на эту работу, то они небольшие. А проложенный трубопровод выходит герметичным и, служащим длительное время.
![]()
Но, как бы ни была хороша такая система, она все-таки имеет недостатки. Фитинг под обжим необходимо постоянно проверять и подтягивать. По этой причине, их не рекомендуют укладывать под бетон.
А еще эти детали рассчитывают на работу системы с невысоким давлением. Если сравнивать их надежность с пайкой, то у данных фитингов она меньше.
Соединение, смонтированное с обжимными фитингами, становится конструкцией, которую используют многократно.
![]()
https://youtube.com/watch?v=z0YhZ7c80hI
https://youtube.com/watch?v=Sa_Wna1H_Mk
https://youtube.com/watch?v=BotwCZKk3fo
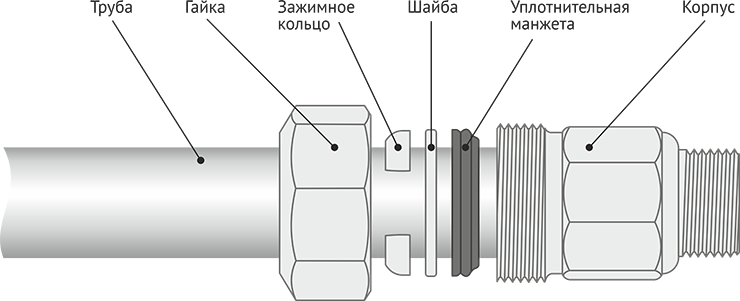
Разновидности компрессионного фитинга
Цанговые фитинги для пластичных трубопроводов имеют внутренний штуцер, с помощью которого пластичные стенки трубы придавливаются к прокладке посредством закручивания крепления.
Преимущества и минусы использования
Максимальное рабочее давление зависит от рабочей температуры и составляет от 5 до 10 бар. Полиамидные муфты характеризуются высокой устойчивостью к внешним механическим воздействиям, таким как ссадины, ссадины или удары, что продлевает срок службы и, таким образом, обеспечивает длительную эксплуатацию.
Хотя кислотные соединения не могут быть использованы, они устойчивы к таким соединениям, как. Бензин — щелочные — автомобиль и мазут. Мы предлагаем следующие виды витых соединений. Прямолинейный монтаж с наружной и внутренней резьбой и сквозным. Угловой подголовник с внешней и внутренней резьбой.
У соединений для медных труб нет внутренней втулки, на которую надевается труба. Кроме этого небольшого отличия, конструкция зажимного устройства полностью повторяется: тот же способ компрессии обжимными гайками и уплотнительное кольцо. Их применяют для фиксации твердых труб, но можно использовать и для мягких материалов. В последнем случае внутрь пластиковой трубы помещают опорную втулку, чтобы при закручивании гаек просвет трубы не деформировался.
Как и любой фитинг, цанговые соединения изготавливают из различных материалов. Наиболее распространены латунные и пластиковые соединения. Для медных труб чаще всего применяют медные цанговые фитинги. Мягкая медь под давлением имеет свойство притираться прижимными поверхностями.
Выдерживают рабочее давление в 25 бар и температуру 115°С. Но они подвержены воздействию коррозии, не рекомендуется применять их в трубопроводах с агрессивными средами.
Сделаны из прочного полиэтилена или полипропилена. Полиэтиленовые детали допускается использовать для труб из полипропилена тип 3 (PPRC), сшитого полиэтилена (РЕХ) и ПНД.
![]()
Полипропиленовые сделаны обычно из ударопрочного технополимера. Цанговый зажим сделан из нержавеющей стали. Нажимное кольцо цангового захвата и направляющие втулки сделаны из пластика. Таким фитингом можно соединять трубы из полиэтилена, полиуретана, полиамида, нейлона и других синтетических материалов. К данной категории относятся цанговые фитинги для пластиковых труб.
Чтобы усилить изделие, некоторые производители добавляют наружное металлическое кольцо над внутренней пластиковой резьбой.
Отдельно стоит рассмотреть способы соединения пневматических труб. Пневматическими называются системы, испытывающие давление сжатого воздуха. Для обеспечения герметичности соединений требуются детали с повышенной устойчивостью к давлению.
Фитинги для таких систем подразделяются на несколько видов. Они могут быть как цанговыми, так и нет.
- Пневматические типа МВ монтируются в системы фильтрации воздуха. Изготавливаются из высокотехнологического пластика на основе ацетатного полимера. Изготовленные из такого материала фитинги выдерживают давление до 12 бар, рабочая температура от -10°С до +70°С. Их отличает повышенная степень жесткости и устойчивость к коррозии.
- Пневматические фитинги могут изготавливаться из других материалов, таких, как тефлон, полиэтилен, полиамид, полиуретан. Применяют также медь, нержавеющие сплавы и сталь. А вот латунные соединения имеют ограниченное применения в условиях, исключающих воздействие агрессивных сред.
- В качестве пневмофитингов применяются полиуретановые и полиамидные трубки, но они не относятся к категории компрессионных соединений.
Основные преимущества пневматических цанговых фитингов заключаются в возможности произвести быстрый монтаж и демонтаж системы. Все пневматические фитинги, выпускаемые на сегодняшний день, обладают повышенной устойчивостью к температурному режиму и повышенному давлению. Такой вид соединения остается надежным в течение длительного времени, сохраняя свои качества. Пневмофитинги довольно специфичны и разработаны для установки в конкретных системах подготовки, транспортировки и обработки. К недостаткам пневматических цанговых фитингов можно отнести тот факт, что их нельзя применять для управления основным потоком газа или воздуха, циркулирующего в системе. Для этих целей применяется другой вид пневмофитинга.
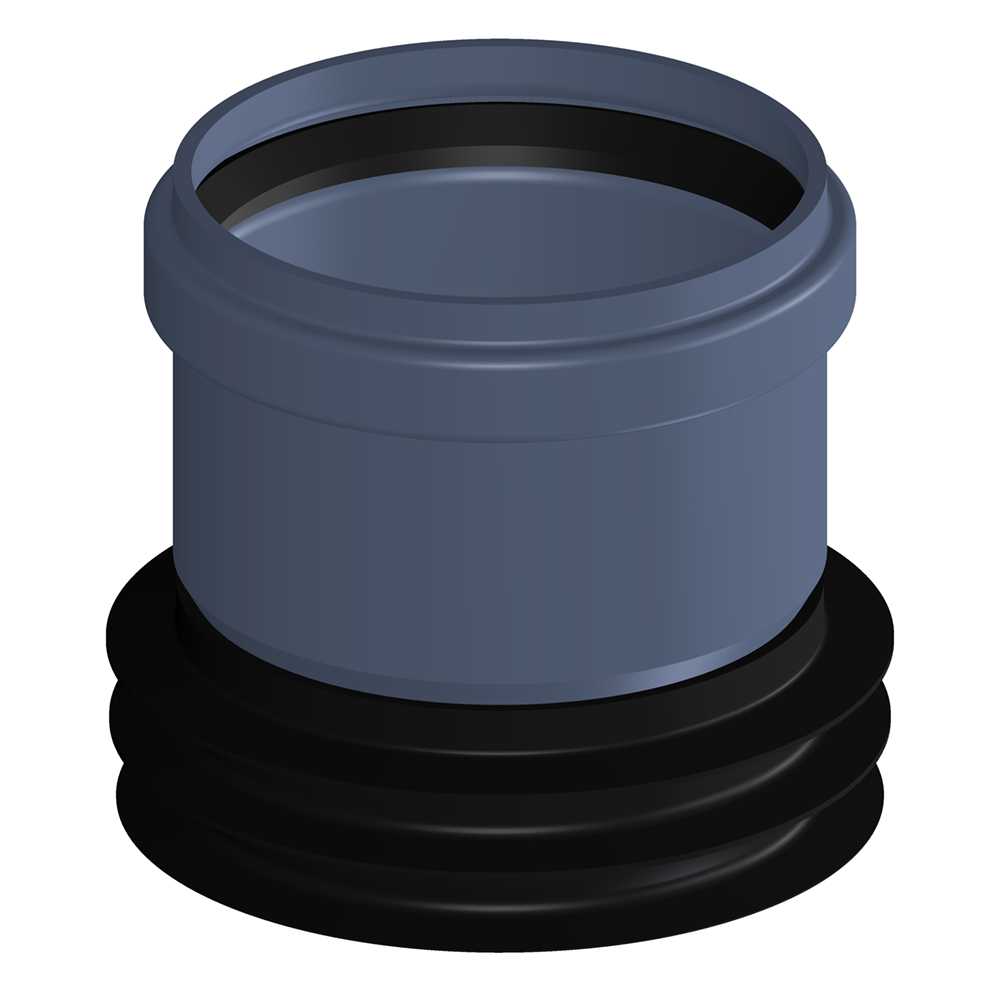
Нюансы раструбного соединения деталей
Раструбный способ соединения деталей очень прост. Край одной трубы имеет больший диаметр, именно он образует раструб, в который вставляется конец другого элемента. Чтобы соединение получилось герметичным, используется специальное кольцевое уплотнение из резины, вставляющееся в раструб, или же другой уплотнитель. Монтаж трубопровода с соединениями такого типа не представляет особой сложности и напоминает сборку конструктора. Существуют разновидности раструбного соединения.
Вариант #1 — без уплотнительного кольца
Метод очень часто используется для соединения канализационных чугунных труб. Детали измеряются. Вставляемый элемент укладывается на деревянные бруски и отпиливается по намеченной линии. Торец наружной части детали должен быть без трещин или зазубрин и строго перпендикулярен оси трубы. Подготовленная труба вставляется в раструб. Зазор внутри него должен быть заделан. В качестве уплотнителя используется промасленная пенька или просмоленный лен. Первый слой заводится в трубу кольцом, так, чтобы концы прядей не попали внутрь детали. Уплотнитель зачеканивается с помощью молотка и отвертки.






Таким же образом укладываются остальные слои материала до тех пор, пока не будет наполнено примерно две трети глубины раструба. Последним пластом укладывается уплотнитель без пропитки, которая может препятствовать сцеплению с раствором. Оставшееся расстояние до конца трубы заполняется цементным раствором или силиконовым герметиком, асбестоцементной смесью, битумной мастикой и им подобным составами.
![]()
Для герметизации раструбного соединения труб без уплотнителя используется просмоленный лен или промасленная пенька
Вариант #2 — с уплотнительным кольцом
Считается одним из основных способов соединения пластмассовых труб. В данном случае герметичность обеспечивается резиновым кольцом, которое зажимается между ровным концом трубы и стенками раструба. Уплотнитель, который может быть как с особыми пластиковыми вкладышами, так и без них, позволяет частично компенсировать возможное несовпадение осей соединенных деталей. Однако неравномерная деформация уплотняющего пояска на кольце может спровоцировать протечки в области сочленения. Поэтому искривленность оси должна быть не больше толщины стенки трубы в расчете на каждый погонный метр трубопровода.
![]()
При монтаже раструбного соединения с уплотнительным кольцом нужно следить за совмещением центров. Иначе перекос трубы спровоцирует деформацию уплотнителя и, как следствие, недостаточную герметизацию соединения
Некоторые производители выпускают модели тройников и колен не под прямым, а под углом 87°. Таким образом труба, укладывающаяся под уклоном, входит в раструб не перекашивая кольца. При монтаже для предотвращения повреждения уплотнителя на гладком конце трубы выполняют фаску и смазывают ее мылом, глицерином или силиконом. Масла использовать запрещено. Соединение раструбным способом с уплотнительным кольцом выполняется следующим образом:
Проверяем наличие уплотнительного кольца в раструбе и фаски на гладком конце трубы
Очищаем детали от возможных загрязнений, наносим смазку. Помещаем гладкий край конструкции до упора в раструб и ставим отметку
Осторожно вынимаем деталь из раструба, выдвинув ее не более чем на 11 мм, ориентируясь при этом на поставленную ранее метку. Получившийся зазор будет компенсировать температурные изменения длины трубы
В среднем один раструб компенсирует удлинение двухметрового фрагмента трубопровода.
Если требуется соединить таким методом трубы из разных материалов, используются специальные переходные патрубки.
Вариант #3 — раструбным способом с помощью сварки
Контактная раструбная сварка предназначена для пластиковых деталей и осуществляется с помощью специального оборудования. В процессе соединения используется механический или ручной сварочный аппарат, оснащенный особыми приспособлениями для нагрева элементов. Это дорн, предназначенный для оплавления внутренней поверхности детали, и гильза, разогревающая наружную часть трубы.
![]()
Полипропиленовые трубы соединяют раструбной сваркой. Для этой процедуры используется специальный сварочный аппарат, который разогревает детали до нужной температуры
Процесс соединения достаточно прост. Подбирается комплект гильза-дорн, соответствующий диаметру соединяемых труб. Приспособления устанавливаются на платформу прибора и разогреваются. Детали надеваются на оборудование и нагреваются до нужной температуры. После того, как она будет достигнута, элементы быстро и аккуратно снимают и точным движением соединяют до упора. Соединение оставляют неподвижным до остывания и полного затвердения пластика.



