
Флюс для пайки паяльником
Вспомогательное вещество, которое способствует растеканию материалов пайки по поверхности спаиваемых деталей — флюс. Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава.
![]()
Флюс для пайки алюминия
За счет гидролизами, предусмотренной при изготовлении канифоли, материал не устойчив к воздействию атмосферной среды. После пайки необходимо удалить остатки флюса, т.к. соединение может подвергаться процессу окисления. Впитывая влагу из атмосферы, канифоль может нарушить работу радиотехнических составляющих.
Популярные флюсы для пайки электрическим паяльником
Пайка металлических соединений происходит с применением различных веществ. Флюсы делятся на три основные категории, отличающиеся областью применения, способом приготовления. Процесс подготовки элементов к работе может быть разным, после пайки необходимо удалять остатки описанным инструкцией способом.
- Не активные канифольные флюсы применяются при пайке меди, других разновидностей мягких металлов. Существует светлая канифоль, которая готова к применению и не включает дополнительные вещества. Спирто – канифольный раствор производится из составляющих концентрацией 1 к 5. Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
- Активные флюсы подходят для пайки драгоценных и цветных металлов, включают хлористый цинк, спирт или вазелин. Последний параметр отличается составной частью, при использовании жидким или пастообразным состоянием. Флюс пастой работать удобнее, возможно наносить прямо на изделие необходимым количеством.
- Кислотно активный флюс подразделяется на хлористо – цинковый, ортофосфорную кислоту. Исполняется в виде жидких растворов или пасты, с применением канифоли, хлористого цинка, спирта или вазелина.
![]()
Ортофосфорная кислота
Ортофосфорная кислота состоит из воды, этилового спирта и самой кислоты плотностью 1,7. Применяется при спайке нержавеющих материалов, меди, серебра. Флюсы на спиртовой основе требуется хранить в герметичной упаковке. Удобная тара для хранения – баночка из-под лака для ногтей, кисточка не реагирует на активную среду, а крышка позволяет плотно закрыть емкость, избегая испарения составляющих.
Паяльные пасты тиноль для пайки
Из предлагаемых веществ имеются паяльные пасты, которые выпускаются с флюсом смешанным видом. Применяется при монтаже бескорпусных элементов, труднодоступных местах. Нанесение происходит специальной лопаткой, затем прогрев электрическим инструментом. Результатом можно наблюдать надежное, качественное соединение, активно используется начинающими мастерами при отсутствии подобающего опыта.
![]()
Паста тиноль
Возможно приготовить сплав для пайки своими руками, для этого понадобится припой, требуемый элементом. Напильником со средней зернистостью измельчается олово для пайки в виде проволоки до состояния металлической крошки. К составу прибавляется флюс, выбранный из вышеперечисленных в жидким состоянии, после этого элементы смешиваются. Изготавливать состав требуется в небольшой емкости, срок хранения ограничен 6 месяцами, после этого происходит окисление металла кислотной средой.
Разновидности припоев
Припой не всегда обязательно приобретать. Можно использовать старую радиодеталь и собрать его с дорожек платы при помощи жала паяльника. Такой вариант отлично подойдет тем, кто живет далеко от города, где нет возможности приобрести материал в магазине.
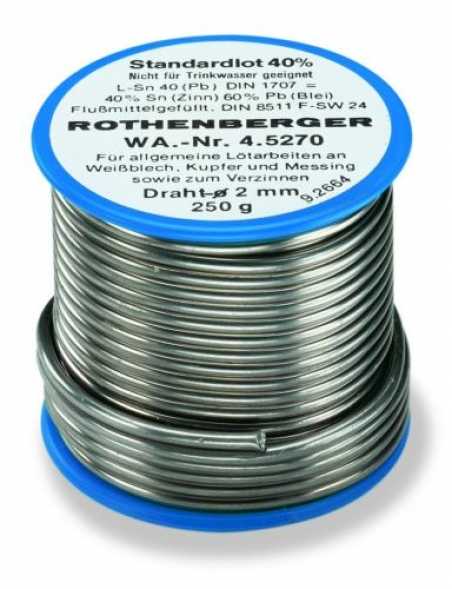
![]() Стандартные свинцовые припои.
Стандартные свинцовые припои.
Однако они бывают разные и отличаются своими свойствами и характеристиками. В связи с этим каждый опытный мастер должен разбираться в данном вопросе. Для спаивания деталей необходимо использование специальных сплавов – припоев.
Последние обладают более низкой температурой плавления, чем отдельные части изделий.
Подобные сплавы делятся на две основные категории в зависимости от температуры плавления: мягкие и твердые. Первый тип широко используется в радиоэлектронике, как любителями, так и профессионалами.
К легкоплавким относят припои с температурой плавления менее 450°С. Их изготавливают из: галлия, индия, олова, висмута, свинца и кадмия. Высокотемпературные плавятся при нагреве, превышающем 450°С. В любом случае он представляет собой, как правило, сплав, состоящий из нескольких металлов и примесей.
Самым распространенным вариантом является оловянно-свинцовый сплав, который называется ПОС. Числа, стоящие после аббревиатуры, свидетельствуют о процентном содержании олова.
Отличить один сплав от другого можно и не зная марки. Например, при большем содержании олова появляется характерный металлический блеск, а при большей концентрации свинца цвет становится темно-серым.
Кроме того, температура плавления ПОСов не превышает 265°С. Еще одной отличительной особенностью сплавов с большей долей свинца является их пластичность и возможность легко согнуть руками.
Классификация сплавов осуществляется в соответствии с ГОСТами.
![]() Физико-механические свойства припоев.
Физико-механические свойства припоев.
Наиболее распространенными являются:
- припой ПОС 90;
- ПОС 61;
- ПОС 40;
- ПОС 30.
На самом деле маркировок существенно больше. Их насчитывается несколько десятков. Каждая записывается таким образом, что уже из ее названия становится понятен состав сплава, все изготавливаются по ГОСТу 21930-76 припой оловянно-свинцовый.
Стоит отметить, что сплавы отличаются между собой не только химическим составом. В зависимости от формы выпуска они бывают в чушках, проволоке, трубке с канифолью или в прутке.
Например, припой ПОС 61 может продаваться в прутках или в форме проволоки различного диаметра. Необходимо понимать, что соотношение свинца и олова влияет на температуру плавления. Данный параметр в большей мере определяет выбор необходимого сплава.
Кроме того, сплав может выпускаться с флюсом, например, с ФРК525-2-Т1 – безгалоидным канифольным флюсом низкой активности.
В данном флюсе отсутствуют галогены. Благодаря этому факту он оказывает значительно меньше вреда на здоровье мастеров.
Использование сплавов различных марок определяется сферой их применения. ПОС тридцать и сорок относятся к мягким. Их температура плавления не превышает 300°С. Применяются в соединении оцинкованных изделий, лужения, ремонта электроприборов и т.д.
Порядок изготовления припоя
Чугунную чашу нужно смазать воском, после чего прогреть, используя газовую горелку. Приготовление припоя начинается с расплавления серебра, его понадобится порядка 3 грамм. Далее по очереди добавляется латунь, цинк и медь (1 гр). Выливать расплав припоя нужно в предварительно подготовленную изложницу. Делать это нужно быстро, поскольку расплав очень быстро остывает.
![]()
Практически также легко можно сделать и оловянный припой, который широко используется многими радиолюбителями. Для его приготовления понадобятся консервные банки и крышки. Если быть точнее, то таким образом извлекается олово из старых и ненужных вещей.
![]()
Порядок извлечения чистого олова следующий:
- Берём консервную банку и наполняем её водой, после чего кипятим воду и сливаем;
- Соединяем аккумулятор на 9 вольт и три пальчиковых батарейки. Плюс подсоединяем к банке, а минус к электродному стержню;
- Опускаем электрод в воду, таким образом, чтобы он не касался стен банки;
- Наливаем в банку раствор соды или едкий натрий.
После того, как появится реакция, на электроде можно будет обнаружить осадок в виде чистого олова. Ну а добыть свинец и того проще, для этого достаточно просто извлечь пластины из старого ненужного аккумулятора.
![]()
Соответственно, расплавив олово и свинец в определённых пропорциях, мы получим качественный и натуральный оловянно-свинцовый припой. Узнать пропорции смешивания олова со свинцом можно из таблицы выше.








Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.
![]()
Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.
![]()
Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.
В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов. Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва. Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность
В местах, куда флюс не попал, стыковочный шов разрушится
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства
![]()
В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Химические препараты для работы
В связи с тем, что жало паяльника чистое и сухое, а технология паяния предусматривает флюсы, необходим набор химических препаратов. Для качественной работы рекомендуется следующий перечень флюсов:
- Канифоль — универсальное и популярное вещество, без которого ни один паяльщик не приступит к работе. Применение обязательное. Продаётся в сухом виде.
- Флюс ЛТИ-120 химически активное вещество, в состав которого входит ортофосфорная кислота для снятия окислов с металла. Принцип действия как у обычной канифоли. Применяется для работы с окислившимся металлом. Смывать после завершения процесса не требуется.
- Флюс Ф-38М — это активное кислотное вещество, которое необходимо смывать после работы. Применяется для пайки нихрома, алюминия, нержавеющей стали. Отмывается обезжиренным бензином.
- Паяльная кислота, более дешёвый вариант флюса Ф-38М. Применяется в исключительных случаях, так как имеет свойство разъедать металл. Помогает при пайке нержавейки, бронзы, никеля, нихрома.
- Глицерин — маслянистая жидкость, окислительными свойствами не обладает, безопасна, не приносит вреда изделиям. Смывается обычной водой.
- Самодельный флюс — на 200 грамм изобутилового спирта добавляется 200 грамм этилового, водка не подходит, так как содержит воду. В смесь спиртов добавляется 50 грамм глицерина и 100 грамм канифоли. Получается концентрированный раствор, обладающий неактивными свойствами, смывается водой.
- Флюс индикаторный ТТ. Плотность геля. Имеет пастообразную структуру, не течёт, не требует отмывки. На маркировке рекомендация производителя: не смывать, предохраняет контакты от окисления.
https://youtube.com/watch?v=oxptPtKc2GI
Возможные ошибки, которые можно допустить при пайке
В процессе работы некоторые люди не учитывают дефекты на поверхностях соединяемых элементов. Очень часто они появляются после нарезки труб. Если оставить эти дефекты без внимания, то шов получится не таким надежным, как нужно.
Флюс необходимо наносить равномерно, без пропусков. Если на каком-либо участке его не будет, то трубопровод может начать довольно быстро ржаветь.
Если труба сильно перегреется, то флюс-паста просто сгорит. Это тоже не очень хорошо.
В процессе работы легко получить серьезные ожоги (не только от пламени горелки, но и при контакте с химически активными веществами), поэтому перед началом пайки необходимо надеть защитные рукавицы, очки и одежду.
Флюс – особенности и назначение
Флюс – это специфический технический материал для пайки медных труб. Оберегает поверхность деталей от окисления и шлаков. Препятствует контакту спаянного шва с кислородом. Повышает общее качество соединения и придает ему хорошую прочность и оптимальную пластичность.
![]()
В помещении, где производится запаивание медных труб, нужно организовать качественную вентиляцию. Горючие и легковоспламеняющиеся вещества лучше заранее убрать, чтоб случайная искра не спровоцировала пожар или любой другой опасный для здоровья человека случай
Флюсы для пайки медных труб выпускаются в разных консистенциях.
Паста приобретается для проведения ответственной пайки, требующей максимально четкой и качественной герметизации стыковых областей. Вещество легко ложится на медную поверхность, отлично прилипает к ней и хорошо распределяется по зоне обработки во время нагревания.
![]()
Паста-флюс очень проста и удобна в использовании. Работать с ней без всяких трудностей сможет не только профильный специалист с большим практическим опытом, но и любой домашний мастер
Готовый шов аккуратно смотрится и обеспечивает целостность сцепления всех фрагментов системы. Остатки вещества легко удаляются по окончании работы.
Порошковые средства продаются за меньшую цену и хорошо хранятся в специальных емкостях. Максимальную эффективность демонстрируют совместно с усиленными, тугоплавкими припоями. Считаются менее удобными из-за проблематичности равномерного нанесения на область обработки.
Независимо от консистенции, флюс нужно наносить сразу после зачистки медного фрагмента. Если этот момент проигнорировать, металлическая поверхность опять покроется окислами и равномерно обработать ее не получится.
После обработки флюсом спаивать детали следует немедленно. Это исключит шанс проникновения посторонних частиц на рабочую поверхность.
![]()
Для нанесения пастообразного флюса требуется специальная кисть с упругим ворсом средней длины. Использовать слишком много вещества не нужно. На качество и прочность соединения это никак не повлияет









В процессе соединения деталей нужно проявлять внимание и осторожность. Попадание флюса на кожу провоцирует не только термический, но и химический ожог
![]()
Если это все-таки случилось, нужно немедленно прекратить пайку и смыть вещество с кожи большим количеством мыльной воды.
Что такое припой?
Припой – это чистый металл или термопластичный сплав из нескольких компонентов. Предназначается для соединения медных деталей в общую целостную сеть.
![]()
Под воздействием высоких температур припой плавится, распространяется по зоне обработки и герметизирует поверхность. После окончательного остывания на трубном материале образуется прочный, ровный шов без погрешностей
Технология стыковки двух фрагментов, проведенная по такому принципу, называется пайкой.
Среди основных достоинств методики стоит выделить:
- соединение без деформации;
- сохранение первоначальной формы обрабатываемых деталей;
- отсутствие всякого внутреннего напряжения;
- отличная прочность и высокий уровень герметичности созданного шва;
- устойчивость скрепленной области к разным температурным режимам, включая интенсивное прогревание;
- простое разъединение шовных участков в случае возникновения потребности изменить формат системы.
Проводят пайку специальным оборудованием – паяльником, газовой горелкой или паяльной лампой. Непосредственно перед работой зону тщательно зачищают от поверхностных дефектов и технических масел, и только потом приступают работе.
Процесс соединения трубных фрагментов осуществляется легко и быстро, но требует обязательного соблюдения правил элементарной безопасности. Во избежание проблем и получения травм, на руки нужно надеть плотные рабочие перчатки, лицо и глаза закрыть специальными очками или маской, а одежду защитить плотным фартуком. Это убережет мастера от потенциально возможных несчастных случаев.
![]()
Для пайки в бытовых условиях чаще всего используют паяльник. Горелку или лампу применяют там, где мощностных возможностей паяльника не хватает или требуется соединить детали большой толщины и внушительной массы
https://youtube.com/watch?v=bVM-Gh3j32Q
https://youtube.com/watch?v=hq3R6eLv384
https://youtube.com/watch?v=mXOusvgi3So
В чем состоит проблема
Оксидная пленка плавится при очень высокой температуре. Ее присутствие мешает проникновению припойного расплава в основной металл, нарушает смачивание места пайки.
![]()
Алюминий имеет низкую температуру плавления. Он полностью переходит в жидкое состояние при 660 ℃. Начинается изменение агрегатного состояния при температуре около 300 ℃. В большинство алюминиевых сплавов входят металлы, которые расплавляются уже при 500 ℃.
Велика вероятность перегрева зоны плавления, вследствие которого в жидкое состояние перейдут фрагменты деталей. Следует помнить, что паяние должно проводиться путем обволакивания твердых рабочих участков изделий расплавленной массой припоя.
Это интересно: Описание и особенности п-образного алюминиевого профиля
Технические характеристики припоев ПОС и ПОССу
Чтобы не расписывать все технические характеристики припоев оловянно-свинцовой группы, просто приведу таблицу параметров. По ней можно определить температуру плавления, плотность, удельное электросопротивление, теплопроводность, временное сопротивление разрыву, относительное удлинение, ударную вязкость и твердость по Бринеллю припоев.
![]()
Анализ таблицы показывает, что самым легкоплавким среди списка является кадмиевый с характеристикой по температуре плавления 145 градусов Цельсия. Самым прочным является припой для пайки ПОССу 4-6 с временным сопротивлением разрыву 6,5 кгс/кв. мм.
Низкотемпературные припои
Среди припоев существуют и такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым «высокотемпературным» среди низкотемпературных является ПОСК-50-18. Он имеет температуру плавления 142–1450C. В своём составе ПОСК-50-% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 940C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Процентное соотношение металлов в сплаве может немного отличаться. Обычно указывается в графе «Состав» на упаковке.
![]()
Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Кроме всего прочего, данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы.
Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 720C. Так как в сплаве ВУДА присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Стоит отметить, что сплавы РОЗЕ и ВУДА достаточно дороги.
Особенности состава пищевых припоев
Безопасным сплавом считается олово, поэтому основная доля всех припоев изготавливается на его основе. В состав входит ограниченное количество элементов, поэтому пищевых разновидностей немного. Элементы для «чистых» припоев:
- Медь, содержание которой находится в пределах 10%, что не повышает токсичность.
- Цинк также часто используется в качестве основного или добавочного элемента.
- Висмут. Он безвреден, его содержание в небольшом количестве относится к добавочному, и такие припои больше применяются для медицинских целей.
Нельзя использовать сурьму в больших количествах, категорически запрещен кадмий, который имеет высокий уровень токсичности.
![]()
Припой пищевой
Применение «чистых» припоев также определяется толщиной соединяемых деталей и допустимой температурой плавления для конструкций и изделий. Например, припой для пищевой меди по химическим свойствам может быть медно-серебряный, оловянно-цинковый и оловянно-медный, но температура плавления серебряных (670-800 °С) и использование горелки не подойдут для тонких конструкций, а также для металлов с температурой плавления, приближенной к температуре плавления припоя. Именно поэтому наиболее распространены оловянные сплавы, которые способны соединять различные металлы и «работают» при нагреве до 250 °С.
Разновидности
Пищевые припои для пайки используются в нескольких типах.
Серебряные. Здесь могут быть взяты модификации с добавлением никеля, меди, висмута, марганца. Температура их плавления составляет 670-800 градусов, что требует использования горелки для разогрева. Соединять конструкции нужно без применения нагрузок или давления на нее.
Хромоникелевые. Обеспечивают высокую прочность соединения, но для повышения прочности могут дополнительно быть легированы кальцием, натрием, никелем.






Медно-фосфорные. Низкоплавкие (до 450 °С), нужны для работы с медными изделиями. Образуют прочное соединение, для взаимодействия с которым требуется горелка соответствующей мощности.
Оловянные. Наиболее распространены «мягкие» разновидности с температурой плавления 250 °С. В их состав могут входить следующие элементы: медь, цинк, висмут. Их используют для неответственных деталей, а также соединяемых элементов тонкого сечения. Для некоторых изделий может потребоваться особый пищевой припой: для пайки самовара, например, применяют чистое олово или варианты с его содержанием 90%. Это одна из самых экологически чистых марок низкоплавкого припоя.
![]()
Процесс пайки пищевой нержавейки и меди
Области применения
Назначение зависит от используемых металлов для самих изделий, их конфигурации и толщины. Основные пищевые металлы — это:
Нержавейка
Метод ее соединения зависит от толщины листа: если она менее 3 мм и при отсутствии требований по прочности шва, можно использовать оловянные сплавы. Но лучшим считается серебряный припой для пайки нержавейки пищевой, особенно если в него входит небольшое количество никеля. Он имеет схожий цвет и коррозионную стойкость. Во втором случае нужно учитывать условия работы с нержавейкой, а также ее физико-химический состав, не каждый из которых может без последствий подвергаться столь высокому нагреву, который нужен для расплавления твердых припоев. Сложными являются сплавы с содержанием никеля более 25%, которые начинают при длительном нагреве до +500-700 °С выделять карбиды (снижается стойкость к коррозии).
При печном спаивании применяют серебряно-марганцевые или хромоникелевые разновидности. Пайка проводится с использованием буры.
Медь с латунью, нержавейкой
Комбинирование металлов усложняет пайку. Разница температур плавления и свойства металлов усложняют выбор припоя, флюса и, соответственно, технологии. Применение паяльника в большинстве случаев нерентабельно из-за использования твердых припоев и/или больших площадей соприкосновения. В качестве универсальной технологии подойдет пайка горелкой, поскольку это ускорит процесс, предотвращая окисление флюса. Для неответственных деталей вполне уместны латунные припои, для ответственных — стоит остановиться на более дорогом и качественном медно-фосфорном варианте.
Заключение
Для производственных масштабов разработаны нормы расхода припоя для пайки по ГОСТ, без которого невозможно рациональное применение дорогостоящих материалов. Оценка результативности проводилась на основании табличных данных свойств материала, базирующихся на измерении и сравнительных расчетах. Нормированию также подлежат и дополнительные элементы: флюсы, защитные, окислительные среды, расходные элементы для пайки.
3.2. Свойства припоев
Твердая пайка
осуществляется электроконтактным способом, графитовыми или медными электродами либо с помощью дуговой сварки. Мелкие детали паяют с помощью автогена. При электроконтактном способе припой укладывается заранее между соединяемыми деталями или вносится в соединение в процессе пайки, сварка осуществляется без присадки металла путем сплавления концов соединяемых деталей.
Для электроконтактной пайки серебряными припоями
в качестве флюса обычно служит бура. Пайка самофлюсующимися припоями, в состав которых входит фосфор, и сварка в защитной атмосфере осуществляются без применения флюса.
Припои с содержанием фосфора для пайки сталей и чугуна и соединений, подвергающихся ударам и вибрациям, из-за хрупкости паяного шва применять нельзя. Классификация и химический состав мягких и полутвердых припоев приведены в табл. 3.1.
Таблица 3.1Классификация и химический состав мягких и полутвердых припоев
| Припой | Химический состав, % | |||||||
| Вид | Марка | Олово | Сурьма | Кадмий | Медь | Свинец | Серебро | Индий |
| Олово | О2 | 99,9 | – | – | – | – | – | – |
| Бессурьмянистые | ПОС61 | 60–62 | – | – | – | Остальное | – | – |
| ПОС40 | 39–41 | – | – | – | – | – | ||
| ПОС10 | 9–10 | – | – | – | – | – | ||
| ПОС61М | 60–62 | – | – | 1,5–2,0 | – | – | ||
| ПОСК50-18 | 49–51 | – | 17–19 | – | – | – | ||
| Малосурьмянистые | ПОССу61-0,5 | 60–62 | 0,2–0,5 | – | – | Остальное | – | – |
| ПОССу40-0,5 | 39–41 | – | – | – | – | |||
| ПОССу30-0,5 | 29–31 | – | – | – | – | |||
| ПОССу18-0,5 | 17–18 | – | – | – | – | |||
| Сурьмянистые | ПОССу95-5 | 94–96 | 4–5 | – | – | Остальное | – | – |
| Серебряные | ПСрО10-90 | Остальное | – | – | – | – | 10±0,5 | – |
| ПСрОСу8 (ВПр-6) | – | – | – | – | – | 8±0,5 | – | |
| ПСрМО5 (ВПр-9) | – | – | – | 2±0,5 | – | 5±0,5 | – | |
| ПСрОС3,5-95 | – | – | – | – | 3,5±0,4 | – | ||
| ПСрОС3-58 | 57,8±1,0 | – | – | – | – | 3±0,4 | – | |
| ПСр3 | – | 3±0,3 | – | |||||
| ПСр3Кд | – | – | 95–97 | – | – | 3,0–4,0 | – | |
| ПСрО3-97 | Остальное | – | – | – | – | 3±0,3 | – | |
| ПСр2,5 | 5,0–6,0 | – | – | – | 91–93 | 2,2–2,7 | – | |
| ПСр2,5С | – | – | – | – | – | 2,5±0,2 | – | |
| ПСр2 | 30±1 | 2±0,2 | – | |||||
| ПСрОС2-58 | 58,8±1,0 | – | – | – | – | 2±0,3 | – | |
| ПСр1,5 | 15±1 | – | – | – | – | 1,5±0,3 | – | |
| ПСр1 | 35±1 | – | – | – | – | 1±0,2 | – | |
| Индиевые | ПОСИ30 | 42 | – | – | – | 28 | – | 3 |
| ПСр3И | – | – | – | – | – | 3 | 97 |
Физико-механические свойства мягких и полутвердых припоев приведены в табл. 3.2.
Таблица 3.2Физико-механические свойства мягких и полутвердых припоев
| Марка припоя | температура плавления, °с | ориентировочная температура пайки, °с | плотность, кг/м³ | удельное электрическое сопротивление, мком·м | предел механической прочности при растяжении, Мпа | |
| солидус | ликвидус | |||||
| О2 | 232 | 232 | 280 | 7310 | – | 25 |
| ПОС61 | 183 | 190 | 240 | 8500 | 0,139 | 43 |
| ПОС40 | 183 | 238 | 290 | 9300 | 0,159 | 38 |
| ПОС10 | 268 | 299 | 350 | 10800 | 0,200 | 32 |
| ПОС61М | 268 | 192 | 240 | 8500 | 0,143 | 45 |
| ПОСК50-18 | 142 | 145 | 185 | 8800 | 0,133 | 40 |
| ПОССу61-0,5 | 183 | 189 | 240 | 8500 | 0,140 | 45 |
| ПОССу50-0,5 | 183 | 216 | – | 8900 | 0,149 | – |
| ПОССу40-0,5 | 183 | 235 | 285 | 9300 | 0,169 | 40 |
| ПОССу35-0,5 | 183 | 245 | – | 9500 | 0,172 | – |
| ПОССу30-0,5 | 183 | 265 | 306 | 9700 | 0,179 | 36 |
| ПОССу25-0,5 | 183 | 266 | – | 10000 | 0,182 | – |
| ПОССу18-0,5 | 183 | 277 | 325 | 10200 | 0,198 | 36 |
| ПОССу95-5 | 234 | 240 | 290 | 7300 | 0,145 | 40 |
| ПОССу40-2 | 185 | 229 | – | 9200 | 0,172 | – |
| ПОССу33-2 | 185 | 243 | – | 9400 | 0,179 | – |
| ПОССу30-2 | 185 | 250 | – | 9600 | 0,182 | – |
| ПОССу25-2 | 185 | 260 | – | 9800 | 0,183 | – |
| ПОССу18-2 | 188 | 270 | – | 10100 | 0,206 | – |
| ПОССу15-2 | 184 | 275 | – | 10300 | 0,208 | – |
| ПОССу10-2 | 268 | 285 | – | 10700 | 0,208 | – |
| ПОССу8-3 | 240 | 290 | – | 10500 | 0,207 | – |
| ПОССу5-1 | 275 | 308 | – | 11200 | 0,200 | – |
| ПОССу4-6 | 244 | 270 | – | 10700 | 0,208 | – |
| ПСрО10-90 | – | 280 | – | 7600 | 12,9 | – |
| ПСрОСу8 (ВПр-6) | – | 250 | – | 7400 | 19,7 | – |
| ПСрМО5 (ВПр-9) | – | 240 | – | 7400 | 16,3 | – |
| ПСрОС3,5-95 | – | 224 | – | 7400 | 12,3 | – |
| ПСрОС3-58 | – | 190 | – | 8600 | 14,5 | – |
| ПСр3 | – | 315 | – | 11400 | 20,4 | – |
| ПСр3Кд | 300 | 325 | 360 | 8700 | 8,0 | 54 |
| ПСр2,5 | 295 | 305 | 355 | 11000 | 21,4 | – |
| ПСр2,5С | – | 306 | – | 11300 | 20,7 | – |
| ПСр2 | – | 238 | – | 9500 | 16,7 | – |
| ПСрОС2-58 | – | 183 | – | 8500 | 14,1 | – |
| ПСр1,5 | – | 280 | – | 10400 | 19,1 | – |
| ПСр1 | – | 235 | – | 9400 | 26,0 | – |
| ПОСИ30 | 117 | 200 | 250 | 8420 | – | – |
| ПСр3И | 141 | 141 | 190 | 7360 | – | – |
Прочие
Не относящиеся к собственно припоям особые виды металлических сплавов применяются в электровакуумной технике для электрических вводов, вплавляемых в стекло и работающих при сравнительно низких температурах, когда использование здесь тугоплавких, но относительно дорогих металлов (вольфрам, молибден, платина) не требуется
Для этих материалов особую важность имеет температурный коэффициент линейного расширения (), который для получения вакуум-плотного ввода должен как можно точнее согласовываться с стекла. Например, ковар (марка сплава 29НК), применяемый для изготовления электрических выводов через стеклянные колбы различных газонаполненных и электровакуумных электронных приборов и осветительных ламп имеет примерный состав: Ni — 29 %, Со — 18 %, Fе — остальное; его удельное сопротивление около 0,49 мкОм·м, а около 4…5·10−6 К−1



