
Конструктивной
Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики. Однако наличие этого легирующего компонента существенно затрудняет процесс пайки, так как на поверхности конструкционных сталей образуется довольно прочная и с трудом разрушаемая плёнка окисла.
Припаять сталь с добавкой хрома можно, применяя активный флюс, содержащий кислоты. Кроме этого, для получения качественного результата, используются специальные приспособления, создающие защитную атмосферу в зоне осуществления пайки.
Кроме этого, стальную поверхность, подготовленную для пайки, покрывают слоем порошка, содержащего металлические компоненты. Этот защитный слой предотвращает окисление стальной поверхности и выгорание легирующих элементов в процессе нагревания.
Техника безопасности
Выполняя паяльные работы, следует строго придерживаться техники безопасности. При проведении работ применяются высокие температуры и химические составы, которые при расщеплении выделяют опасные пары.
Для проведения работ необходимо:
- Для предохранения рук от ожогов требуется надевать защитные перчатки;
- При проверке спаянного соединения следует убедиться в том, что оно остыло. Медная труба нагревается до высоких температур и остывает медленно.
- Спайку медных труб следует выполнять только в проветриваемых помещениях.
- При высокотемпературной пайке твердым припоем проводится травление медных деталей растворами кислот и щелочей. Для безопасности следует облачаться в кислостойкую одежду и резиновые перчатки.
Пайка медных труб
Спаять медные трубы собственными руками — это не такая сложная задача. Однако, выполнять пайку следует аккуратно, а перед началом работы следует подготовиться.
За рубежом трубы из меди применяются в водоснабжении, отоплении и газоснабжении. Им находят место в холодильный системах и системах кондиционирования.
Медные трубы обладают большим числом достоинств:
- прочностью;
- долговечностью;
- легко поддаются обработке;
- стойки к высокому давлению и УФ-излучению;
- могут выдержать высокие температуры.
Медные трубы имеют высокую цену по сравнению с трубами из других материалов. Благодаря пайке можно не тратиться на фитинги, что серьезно уменьшает смету. А их надежность позволяет использовать трубопроводные системы из меди долгое время. Срок эксплуатации не меньше 50 лет.
Ремонт фланцев
Иногда пайка может потребоваться медным патрубкам, расположенным на стыке водопровода с выходной трубой теплообменника. В данном случае можно воспользоваться кусками медной трубы с фланцами и накидными гайками-американками – их обычно применяют для монтажа системы подачи воды из медных труб.
![]()
Если в наличии прямые отрезки трубы, дорабатывать их не нужно, а вот изогнутые куски нужно обрезать. На месте изгиба отпиливают кусок трубы с фланцем. Расширенный участок трубы, расположенный с другой стороны, также нужно отпилить. Он будет использован впоследствии как соединительное кольцо.
Теперь нужно отрезать треснувший фланец с патрубка на газовой колонке. Его длина должна соответствовать заготовленной заранее трубке с новым фланцем.
![]()
Прежде чем начинать дальнейшую стыковку, стоит убедиться, что элементы совмещаются между собой свободно – патрубок теплообменника входит в кольцо с некоторым зазором.
Чтобы улучшить сцепление, перед пайкой поверхность трубки и кольца рекомендуется зашлифовать мелким наждаком до полного устранения слоя окиси. Поверх подготовленных участков паяльником мощностью 60-100 Вт наносят тонкий слой припоя, можно использовать оловянно-свинцовый ПОС-61. Флюсом в данном случае может быть как соляная кислота, гашенная цинком, так и канифоль или аспирин.
![]()
Начиная пайку трубки с фланцем, обратите внимание, чтобы место стыковки двух труб располагалось по центру соединительного кольца. В тех случаях, когда после нанесения слоя припоя на поверхность трубок, они не будут входить в кольцо, поверхность следует прогреть паяльником, чтобы расплавить припой. Проследите, что накидная гайка надета на трубку прежде, чем будет начата пайка
Проследите, что накидная гайка надета на трубку прежде, чем будет начата пайка.
Когда стыковка элементов завершена, и они расположились должным образом, пайку теплообменника завершают. Для этого зазоры между элементами заливают расплавленным припоем.
Компоненты для пайки
Трубопроводы из меди изготавливаются для систем водоснабжения и отопления. Начинать следует с составления чертежа. По нему рассчитывается количество всех необходимых компонентов:
- длина труб;
- количество фитингов;
- расход флюса и припоя.
Для создания изгибов труб нужны фитинги в виде уголков и тройников. Наращивание удобнее осуществлять соединительными муфтами. Пайка меди осуществляется с заходом одной детали в другую.
Выбор припоя
Прочность и герметичность соединения зависит от температур плавления материала. Существует два типа припоев:
- мягкие;
- твердые.
Мягким припоем осуществляется соединение труб водопроводов в частных домах. Он состоит из олова или свинца с дополнительными элементами, улучшающими жидкотекучесть. Металлы имеют низкую температуру плавления.
Твердым припоем соединяют медные детали при температуре нагрева выше 450⁰. В его составе содержится серебро или медь. Соединения с тугоплавкими расходными материалами применяют для систем отопления, паротрубопроводов с высоким давлением и температурой более 130⁰.
Мягкий припой
Выбор флюса
Флюс должен растворять окислы и способствовать растеканию припоя. Для меди подходят низкотемпературные составы, предназначенные для паяльников:
- натриевая соль;
- канифоль;
- вазелин;
- борная кислота.
Все материалы легко купить в магазине. Они безопасны, не выделяют вредных веществ при расплавлении.
Для высокотемпературной пайки подойдут смеси на основе фосфора и салициловой кислоты.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.









Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
![]()
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Технология пайки
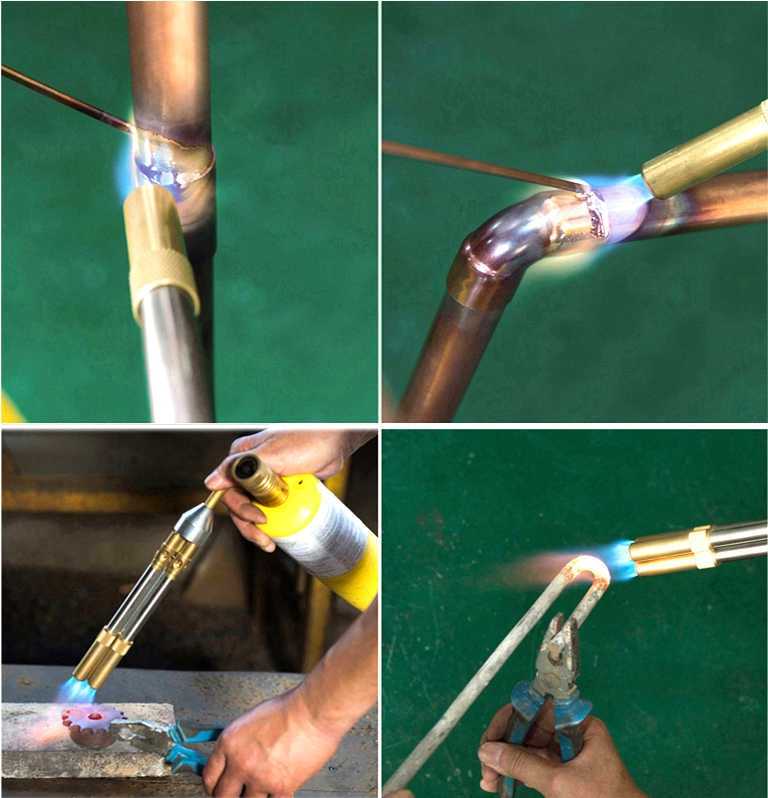
Пайка газовой горелкой медных труб включает такие этапы:
Обрезка необходимого участка изделия при помощи трубореза.
Снятие заусенцев при помощи фаскоснимателя.
Подготовка края изделия с использованием труборасширителя
Важно помнить, что расширяемая труба должна быть мягкой или отожженной при высоких температурах.
Выполнение предварительного соединения труб. Этот этап подразумевает закрепление трубы при помощи пропая изделия в нескольких местах.
Обработка паяемой поверхности при помощи флюса
В случае, если используется высокотемпературный припой использование флюса не требуется.
Аккуратный прогрев всех соединяемых поверхностей трубы при помощи горелки или термофена.
Как правило, деталь прогревается на протяжении пяти минут.
Зачистка спаиваемых участков.
Нанесение подходящего для медных труб припоя на соединяемую поверхность.
Расплавка припоя и контроль его однородности.
Удаление остатков обработанного флюса при помощи растворителя или простой воды.
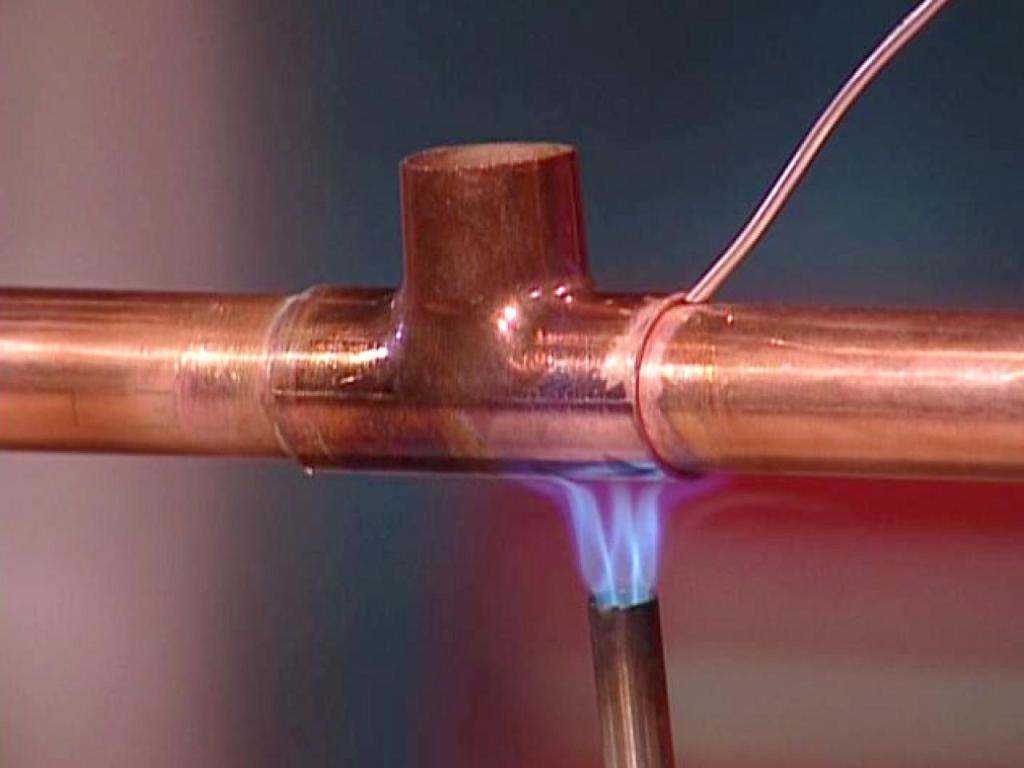
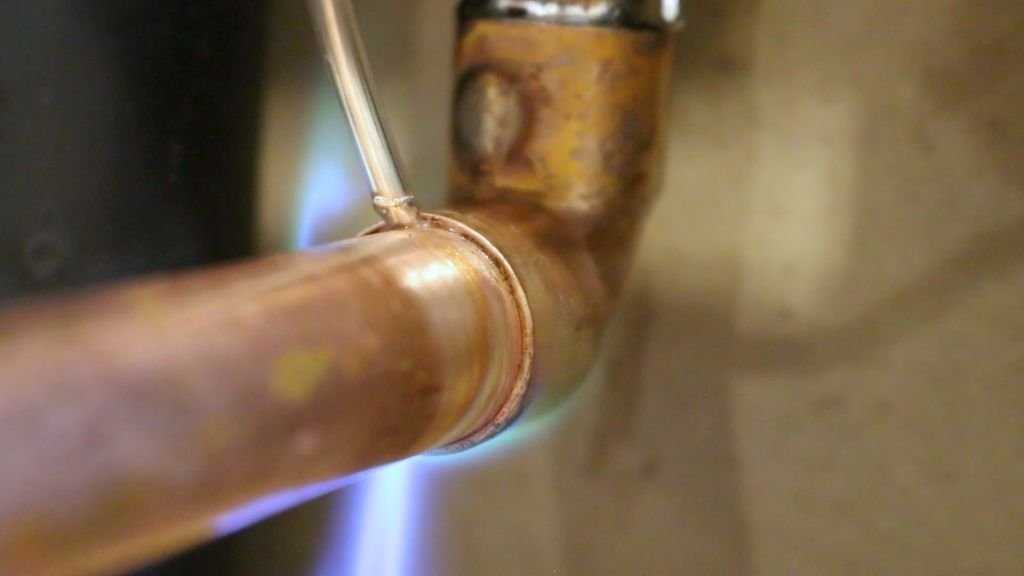
![]() Процесс пайки медных труб.
Процесс пайки медных труб.
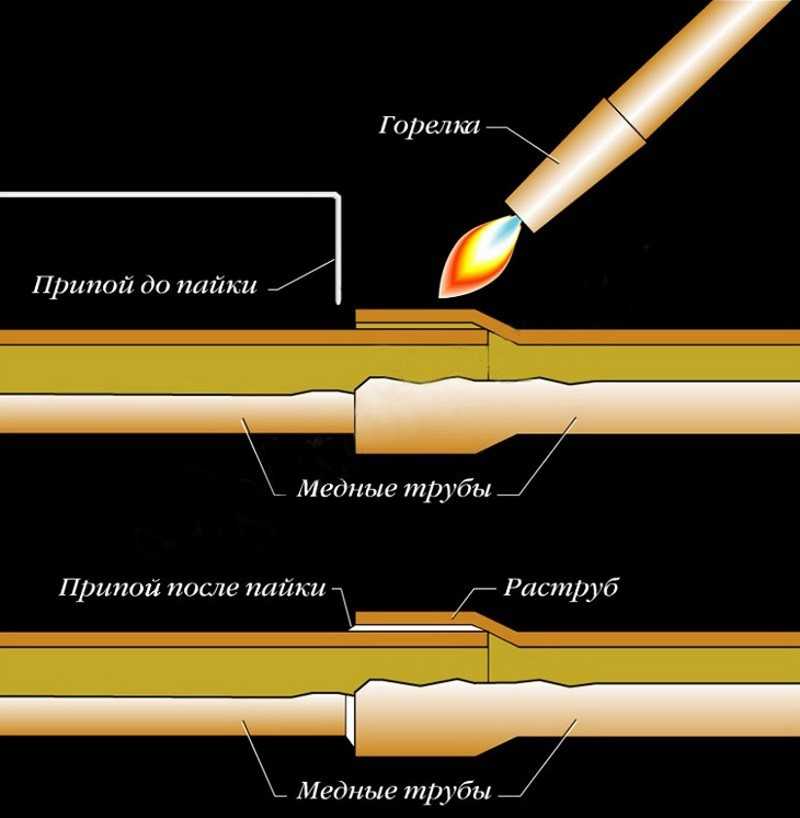
Низкотемпературная пайка труб состоит из:
-
Прогрева поверхности до 200-250 градусов Цельсия.
Сделать это можно при помощи горелки на газе или паяльника. - Прикладывания припоя к местам стыка.
- Постепенное перемещение пламени горелки для равномерного распределения припоя по стыкуемым зонам.
В случае толстых деталей использование паяльника исключено, поскольку с помощью данного инструмента невозможно качественно прогреть изделие.
https://youtube.com/watch?v=mXOusvgi3So
Особенности выбора газовых горелок
Ассортимент доступных паяльных горелок очень велик. В магазинах предлагаются многочисленные варианты, отличающиеся друг от друга: мощностью, конструкцией, размерами, источником топлива и т.д.
В результате выбрать газовую горелку – задача не из простых. Для ее решения необходимо определиться с типом работы, для которой планируется использование.
Для состыковки труб из меди лучше использовать газовоздушные горелки. В магазинах предлагают различные варианты такого инструмента. Они могут комплектоваться дополнительными элементами: переходниками, наконечниками и т.д.
В зависимости от смеси, на которой они работают, бывают:
- пропановые;
- ацетиленокислородные;
- на основе MAPP-газа.
Первый вариант прибора может быть многоцелевым или специального назначения. В них предусмотрено наличие режима экономии смеси и автоподжига.
Инструмент на основе MAPP-газа является более производительным в сравнении с горелками на пропане. Это достигается за счет большей энергии сгорания топлива.
Второй вариант позволяет обеспечить надежные паяльные швы. Такое устройство продается по приемлемым ценам со стационарным или одноразовым газовым баллоном. Данные приспособления для спаивания магистралей и различных элементов металлических конструкций тугоплавким и мягким припоем.
Для домашних целей или незначительных работ подойдут портативные газовые паяльники. Они могут использовать различные виды смесей.
Насадка на газовый баллон для пайки.
Преимущества данных инструментов для пайки медных труб следующие:
- отсутствие необходимости подключения к электросети и использования шнуров, проводов и кабелей;
- универсальность;
- возможность регулировки пламени;
- высокая безопасность;
- хорошее качество швов.
Они обеспечивают качественное соединение. Особенно это касается инструментов со стационарным баллоном. Данные горелки способны расплавить практически любой металл.
При выборе паяльного оборудования важно обращать внимание на их функции. В магазинах представлен большой выбор от различных производителей. Стоимость инструментов также варьируется в больших интервалах и зависит от особенностей конструкции, дополнительных приспособлений и комплекта
Стоимость инструментов также варьируется в больших интервалах и зависит от особенностей конструкции, дополнительных приспособлений и комплекта.
Горелка может не только спаивать детали, но и производить резку, обработку при высоких температурах, нагрев и разморозку. Пропановая горелка будет удобной для работы на открытом ветру. Ацетиленовая позволит обеспечить более высокие температуры.
Выбор необходимо делать исходя из задач, которые предстоит решить.
Руководствоваться можно такими данными:
- тип горелки – инжекторная или безинжекторная;
- эффективность – малогабаритные модели подойдут для пайки небольших деталей, а крупные – для работы с массивными металлическими конструкциями;
- тип газовой смеси;
- материал изделий.
Существуют варианты инструмента, работающего на различных видах топлива. Рекомендуется все же отдать предпочтение горелке, работающей только на одном варианте горючего.






Важно осуществлять пайку с соблюдением всех правил безопасности. Необходимо надевать защитные рукавицы
Это защитит руки от ожогов. Работа должна выполняться в помещениях с хорошей вентиляцией, чтобы продукты сгорания не нанесли вред здоровью.
Когда пайка окончена, необходимо дождаться пока изделие остынет, прежде чем приступать к контролю.
https://youtube.com/watch?v=wAat_IXDve4
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение
Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса
В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
![]()
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость
Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях
Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор
При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника
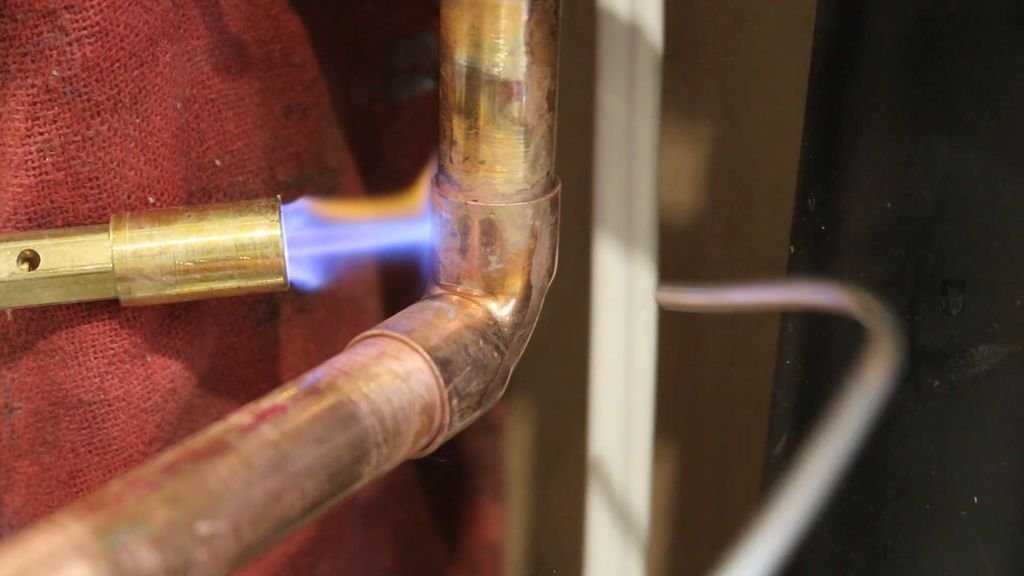
![]()
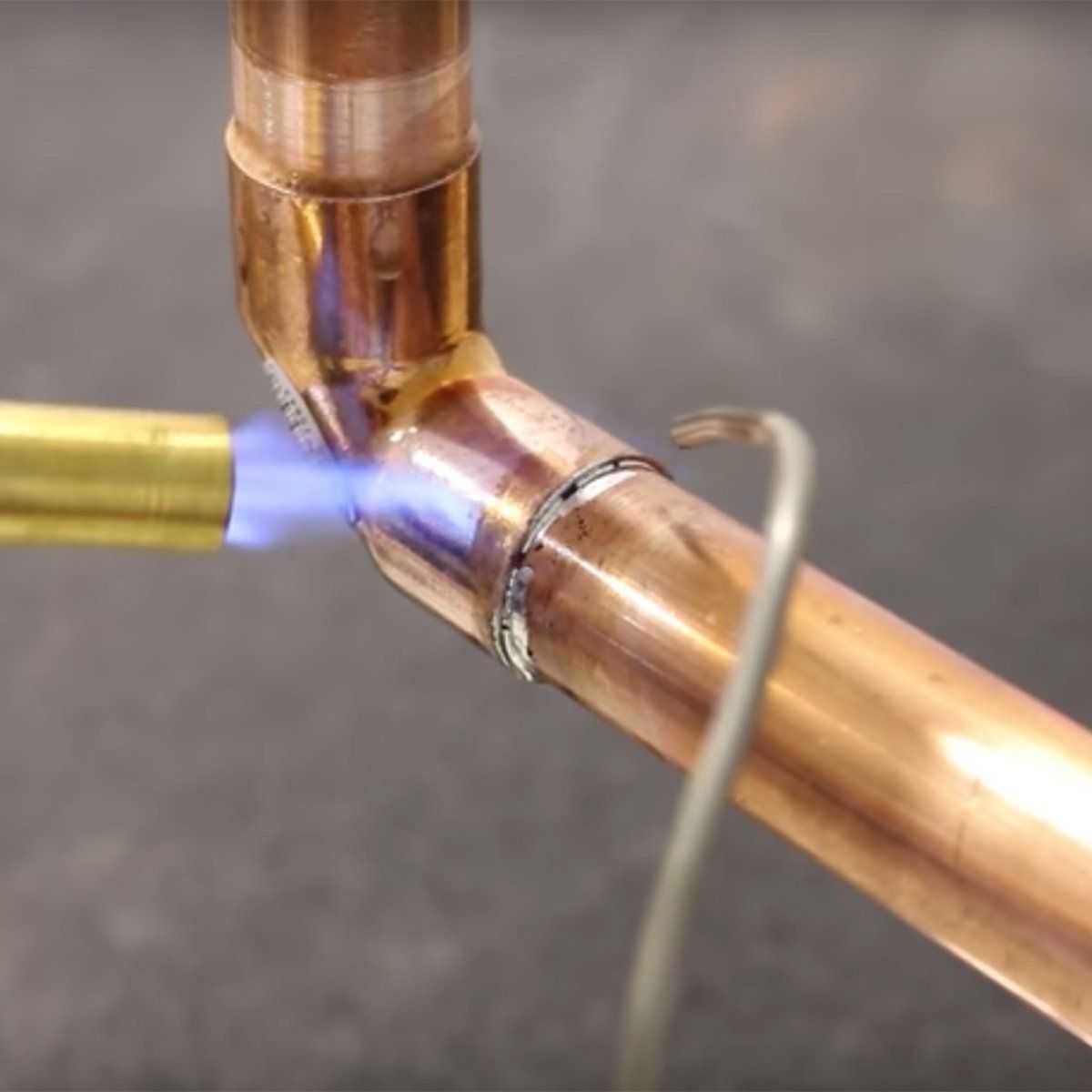
Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав
Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения
Правила безопасной эксплуатации оборудования
Газовое баллонное оборудование при неправильной эксплуатации может стать источником сильного взрыва или пожара.
Выполняя сварочные работы, обязательно стоит использовать средства индивидуальной защиты: очки, перчатки, специальную обувь.
Перед началом работ нужно хорошенько осмотреть оборудование на наличие повреждений. Если оборудование испачкалось, обязательно удалить грязь
Работать с пропановыми баллонами можно только в хорошо проветриваемых помещениях, при этом температура воздуха не должна быть ниже 0 °С.
Категорически запрещено:
- Работать вблизи открытого огня.
- Держать баллон при работе в наклонном состоянии.
- Размещать сосуды под солнцем.
- Проводить работы без редуктора.
- Разогревать редуктор над открытым огнем.
Кроме того, ощутив запах газа необходимо немедленно прекратить работу и перекрыть вентиль на баллоне. Рекомендуем также ознакомиться с основными причинами взрыва баллонов с газом.
Работая без средств индивидуальной защиты можно получить ожог, причем не только от открытого огня, но и от случайного прикосновения к раскаленным деталям.
Если вам не подходят рассмотренные самодельные горелки, рекомендуем ознакомиться с другими вариантами изготовления полезных самоделок, рассмотренными в наших статьях, – горелка из паяльной лампы и горелка для банной печи.
Как почистить теплообменник?
Очистка теплообменника проводится по окончании отопительного сезона. Для проведения работ достаточно иметь в наличии стандартный набор инструментов. Перед началом работ необходимо отключить котельный агрегат от газовой сети (магистральной или локальной) и электричества.







Рассмотрим, как чистить напольный газовый котел
- первым делом демонтируется горелочное устройство;
- от газового клапана требуется отсоединить все провода;
- из камеры сгорания извлекается термопара, которую соединяет с газовым клапаном капиллярная трубка;
- отсоединяется патрубок подачи топлива;
- откручиваются болты или гайки (4 шт), фиксирующие плиту с горелкой, узел в сборе извлекается наружу.
Горелку газового котла удобно чистить старой зубной щеткой. Сажу также необходимо удалить с датчика контроля пламени, запальника, пьезоэлектрического устройства для автоматического розжига.
Чтобы добраться до теплообменника котла, снимают верхнюю крышку агрегата, отсоединяют датчик тяги и дымоход, снимают утеплитель, демонтируют крепеж кожуха и сам кожух. Получив доступ к теплообменнику, необходимо снять с него турбулизаторы.
Для чистки турбулизаторов подходит мягкая металлическая щетка, а сам теплообменник освобождается от наслоений сажи миниатюрным скребком, выполненным из тонкого металла. Также используется кисть на длинной ручке. В первую очередь очищаются и обметаются дымогарные трубы, затем следует убрать сажу, осыпавшуюся на днище.
![]()
Очистка настенного котла осуществляется зубной щёткой
Чистка настенного теплогенератора. После отключения подачи газа требуется демонтировать переднюю панель котла. Затем откручивается передняя крышка, которая закрывает камеру сгорания. Рекомендуется прикрыть форсунки листом плотной бумаги, чтобы горелка не засорилась падающей сажей. Чистка теплообменника двухконтурного котла своими руками выполняется при помощи старой зубной щетки либо щеточки с металлической щетиной. После того как прочистка завершена, необходимо обмести теплообменник кисточкой и аккуратно вынуть бумагу с собранной сажей. Как выполняется процедура, смотрите на видео ниже.
https://www.youtube.com/watch?v=LG56zqMDVE4
Промывка одноконтурного и двухконтурного газового котла
Промывка теплообменника газового котла необходима для удаления внутренних отложений, которые способны нарушить нормальную циркуляцию теплоносителя в отопительной системе и вызвать проблемы с подачей горячей воды в локальную систему ГВС. Также в отложениях могут присутствовать вещества, разрушающие металл.
Насколько часто требуется выполнять данное мероприятие, зависит от вида теплоносителя. Если в системе циркулирует очищенная вода, достаточно делать профилактику раз в четыре года, удаляя отложения. Систему с антифризом следует промывать каждые два года и регулярно менять теплоноситель – под воздействием высоких температур он со временем меняет свойства и может стать опасным для металлических элементов системы.
ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К выполнению работ с использованием газовой горелки допускается работник не моложе 18 лет, прошедший медицинский осмотр и не имеющий противопоказаний по состоянию здоровья, имеющий необходимую теоретическую и практическую подготовку, прошедший вводный и первичный на рабочем месте инструктажи по охране труда и обучение по специальной программе, аттестованный квалификационной комиссией и получивший допуск к самостоятельной работе. 1.2. Работник, выполняющий работы с использованием газовой горелки (далее — работник), должен периодически, не реже одного раза в год проходить обучение и проверку знаний требований охраны труда и получать допуск к работам повышенной опасности. 1.3. Работник, независимо от квалификации и стажа работы, не реже одного раза в три месяца должен проходить повторный инструктаж по охране труда; в случае нарушения работником требований безопасности труда, а также при перерыве в работе более чем на 30 календарных дней, он должен пройти внеплановый инструктаж. 1.4. Работник, не прошедший своевременно инструктажи и проверку знаний требований охраны труда, к самостоятельной работе не допускается. 1.5. Работник, выполняющий работы с использованием газовой горелки, допущенный к самостоятельной работе, должен знать: меры безопасности при использовании газовых баллонов и горелок. Правила, нормы и инструкции по охране труда и пожарной безопасности. Правила пользования первичными средствами пожаротушения. Способы оказания первой помощи при несчастных случаях. Правила внутреннего трудового распорядка организации. 1.6. Работник, направленный для участия в несвойственных его профессии работах, должен пройти целевой инструктаж по безопасному выполнению предстоящих работ. 1.7. Работнику запрещается пользоваться инструментом, приспособлениями и оборудованием, безопасному обращению с которым он не обучен. 1.8. Во время выполнения работ с использованием газовой горелки на работника могут оказывать воздействие, в основном, следующие опасные и вредные производственные факторы: — возможность возникновения пожара при пользовании газовой горелкой; — возможность взрыва газового баллона; — нагретые до высокой температуры поверхности газовой горелки; — неудобная рабочая поза. 1.9. Работник, выполняющий работы с использованием газовой горелки, должен знать о том, что при производстве работ наиболее вероятной причиной травматизма могут быть ожоги от открытого пламени газовой горелки. 1.10. Для защиты от воздействия опасных и вредных производственных факторов работник должен пользоваться спецодеждой, спецобувью и другими средствами индивидуальной защиты. 1.11. Для предупреждения возможности возникновения пожара работник должен соблюдать требования пожарной безопасности сам и не допускать нарушения этих требований другими работниками; курить разрешается только в специально отведенных для этого местах. 1.12. Работник обязан соблюдать трудовую и производственную дисциплину, правила внутреннего трудового распорядка; следует помнить, что употребление спиртных напитков, как правило, приводит к несчастным случаям. 1.13. Если с кем-либо из работников произошел несчастный случай, то пострадавшему необходимо оказать первую помощь, сообщить о случившемся руководителю и сохранить обстановку происшествия, если это не создает опасности для окружающих. 1.14. Работник, при необходимости, должен уметь оказать первую помощь, пользоваться медицинской аптечкой. 1.15. Для предупреждения возможности заболеваний работнику следует соблюдать правила личной гигиены, в том числе, перед приемом пищи необходимо тщательно мыть руки с мылом. 1.16. Не допускается выполнять работу, находясь в состоянии алкогольного опьянения либо в состоянии, вызванном потреблением наркотических средств, психотропных, токсических или других одурманивающих веществ, а также распивать спиртные напитки, употреблять наркотические средства, психотропные, токсические или другие одурманивающие вещества на рабочем месте или в рабочее время. 1.17. Работник, допустивший нарушение или невыполнение требований инструкции по охране труда, рассматривается, как нарушитель производственной дисциплины и может быть привлечен к дисциплинарной ответственности, а в зависимости от последствий — и к уголовной; если нарушение связано с причинением материального ущерба, то виновный может привлекаться к материальной ответственности в установленном порядке.
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
![]()
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
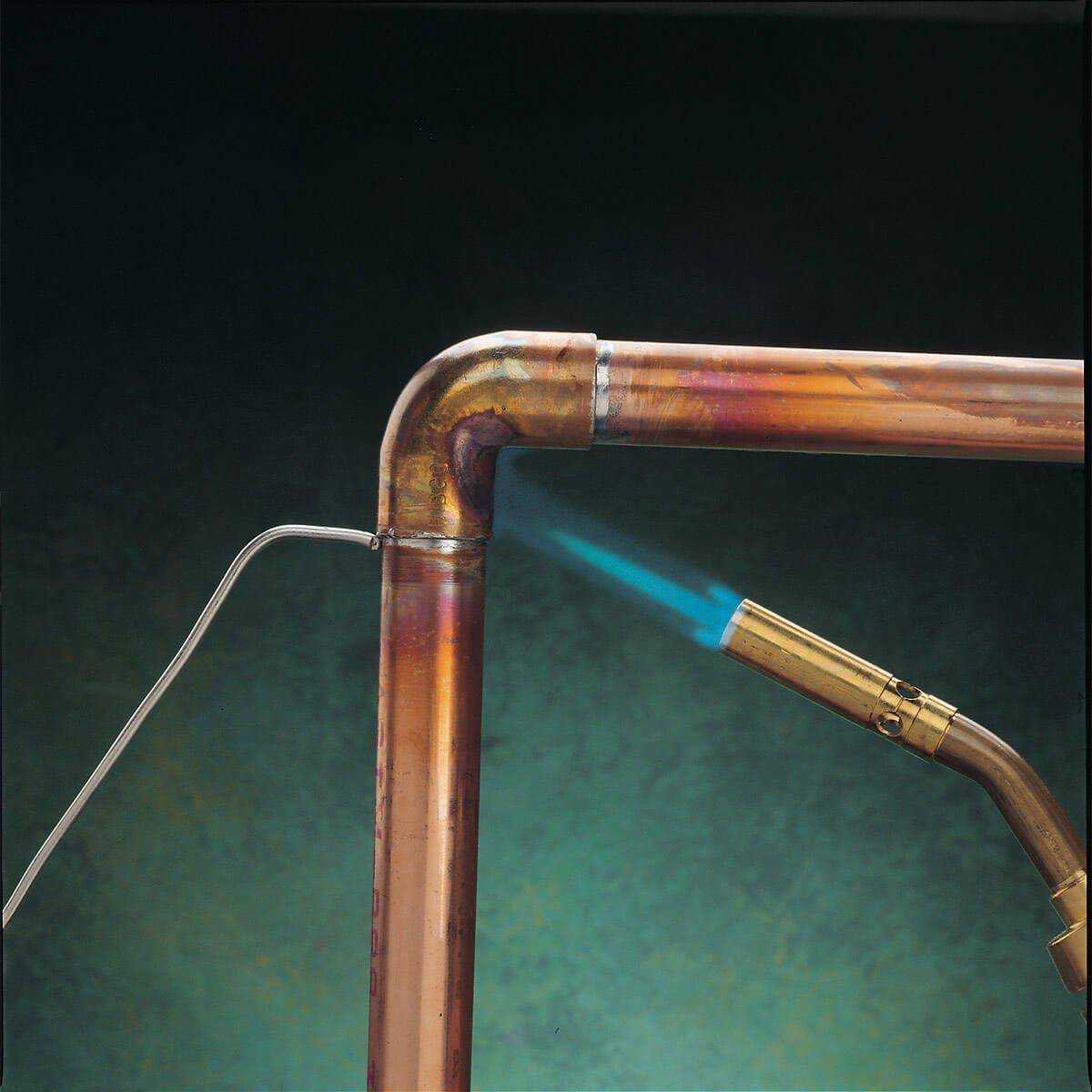
![]()
Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
https://youtube.com/watch?v=1SZS8mb4tog



