
Отличие автоклавного газобетона от неавтоклавного по технологии производства и применению
Несмотря на популярность газобетонных изделий, не все знают, каким способом изготавливают газобетон автоклавный и неавтоклавный. У многих людей, не связанных со строительной сферой, ассоциируется ячеистый бетон с неавтоклавной технологией. Однако, газобетонную продукцию производят также автоклавным методом. В зависимости от выбранного способа производства изменяется необходимое оборудование для изготовления и застывания блоков.
![]() Рабочими характеристиками различаются автоклавные и неавтоклавные газобетоны
Рабочими характеристиками различаются автоклавные и неавтоклавные газобетоны
Газобетонные композиты, в зависимости от способа застывания, делятся на следующие разновидности:
Автоклавные материалы
В качестве исходного сырья применяется портландцемент, перемешанный с кварцевым песком, известью и водой. В рабочую смесь вводится алюминиевый порошок, который, взаимодействуя с известью, способствует образованию воздушных пор.
В процессе газообразующей реакции увеличивается объем за счет равномерного образования внутри газобетонного массива множества пор круглой формы диаметром не более 3 мм. После того как выполнена по формам заливка, продукция помещается в автоклавные камеры. При температуре, превышающей 200 градусов Цельсия и давлении 10-12 атмосфер, материал твердеет, приобретая рабочие свойства;
Неавтоклавная продукция
Она изготавливается из тех же компонентов, что и автоклавные блоки. При изготовлении газобетона неавтоклавным методом отсутствует необходимость использования автоклавов. Несложная технология позволяет изготавливать газобетон на небольших предприятиях или в условиях строительной площадки.
Особенности технологии изготовления влияют на структуру и свойства материала. Автоклавные блоки с равномерно распределенными внутри массива ячейками обладают повышенной прочностью. Неавтоклавные изделия также имеют пористую структуру, однако воздушные полости неравномерно расположены внутри блоков. Это отрицательно влияет на прочность.
![]() На структуру и свойства материала влияют особенности технологии изготовления
На структуру и свойства материала влияют особенности технологии изготовления
Использование неавтоклавного и автоклавного газобетона различное:
- из блоков, полученных по автоклавной технологии, строят жилые дома различной этажности, коттеджи и дачи;
- неавтоклавный материал применяют для постройки подсобных помещений и объектов технического назначения.
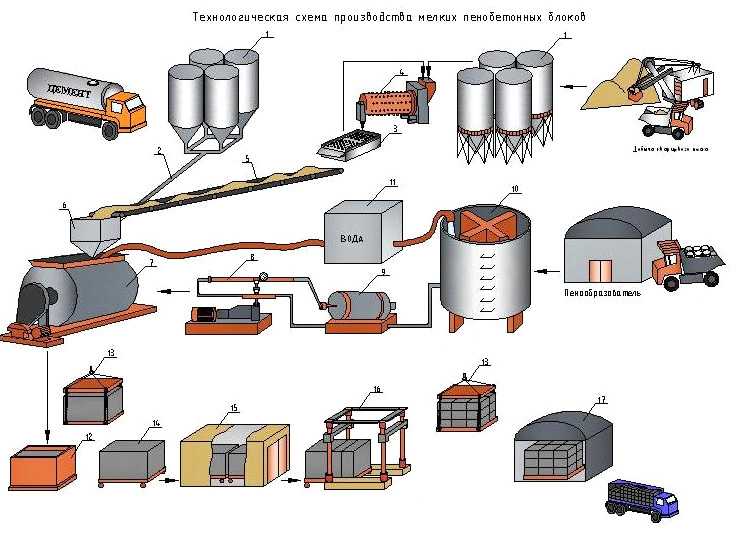
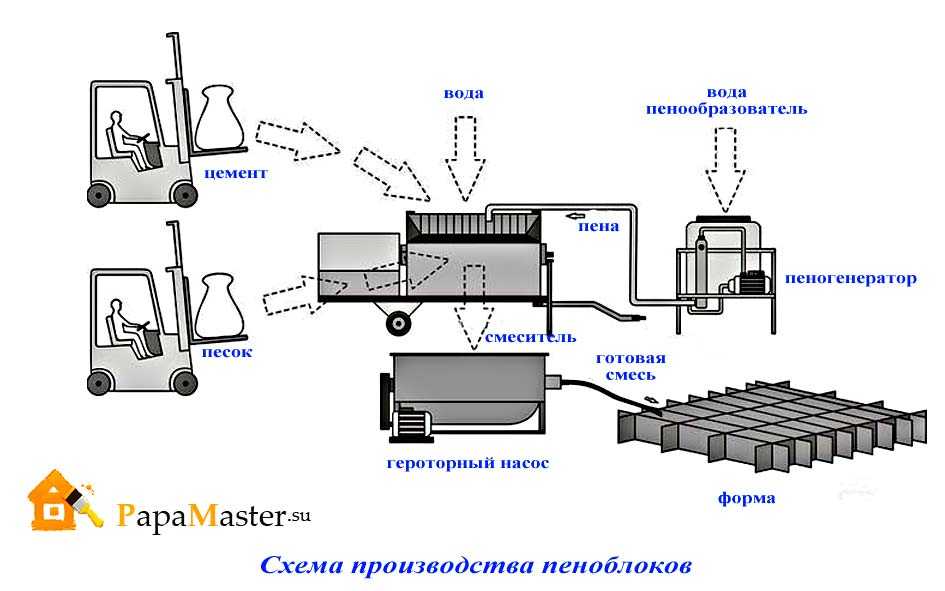
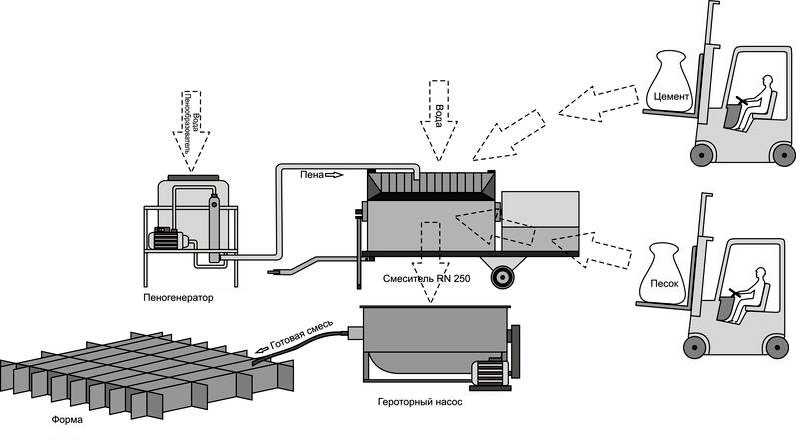
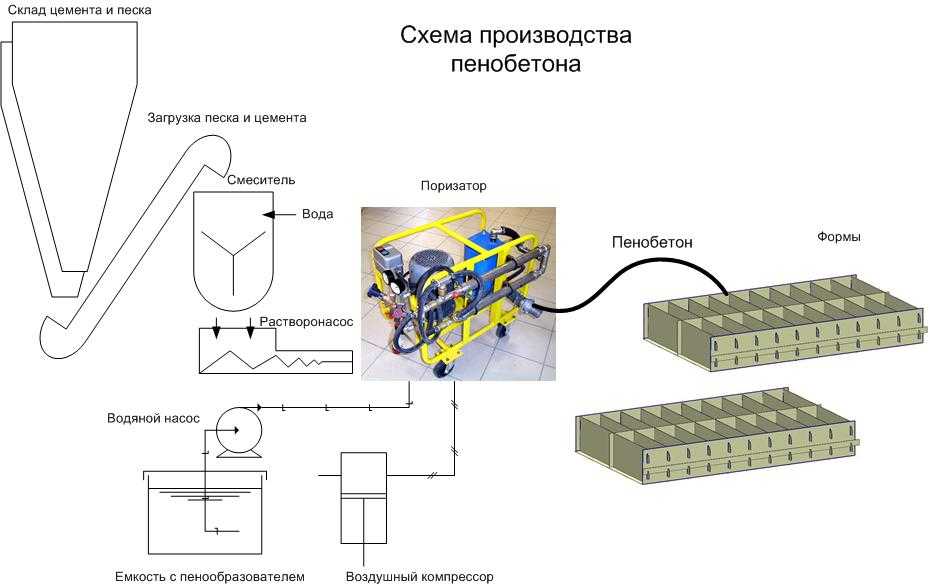
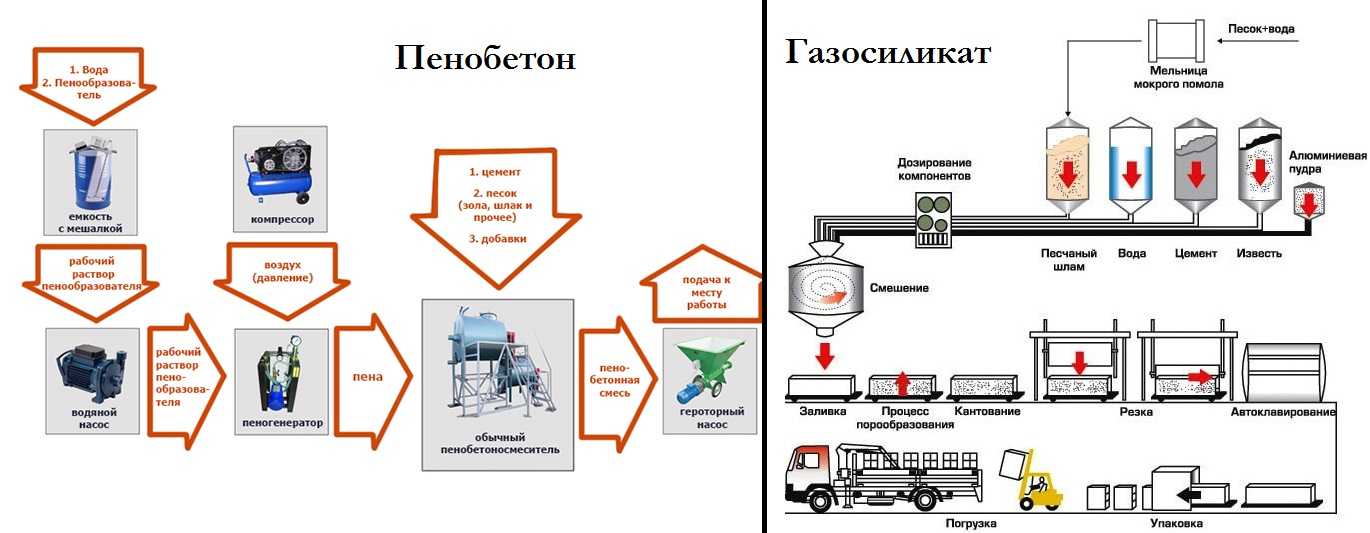
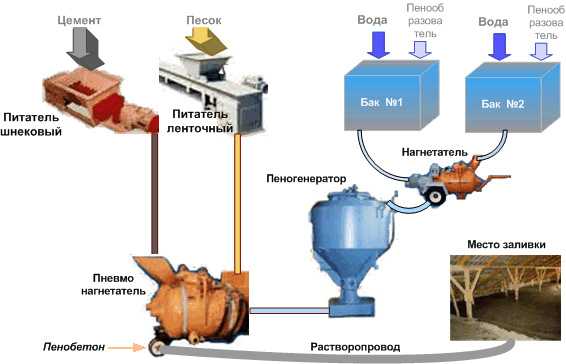
Технология производства пеноблоков
Заполняют бетономешалку песком, портландцементом и водой в требуемых соотношениях. Запускают аппарат, после чего ожидают получения однородной смеси. Далее подготавливают пену в пеногенераторе, после чего её добавляют в состав смеси, а затем насыпают в раствор требуемое количество отвердителя. Далее раствор опять мешают 3–4 мин. При более длительном замешивании пена разрушится, а прочностные и другие характеристики пенобетона уменьшатся.
После приготовления раствора, им заполняют подготовленные заранее формы (деревянные смачивают водой, а железные машинным маслом или отработкой). После заполнения форм, залитые блоки оставляют на сутки для застывания (иногда приходится ждать больше времени). Бетон должен набрать прочность при температуре воздуха 6С и более. Если работы выполняют зимой в холодном цеху, то его нужно прогревать с помощью калорифера или тепловой пушки. Через сутки вынимают готовые пеноблоки из форм и укладывают на поддоны.
Нужно учитывать, что чем качественнее используется отвердитель, тем быстрее застывают пеноблоки.
В общем, на всю процедуру изготовления пеноблоков уходит не более 2-х дней. Для грамотной организации технологического процесса и повышения его продуктивности требуется:
- Использовать для перемешивания раствора подогретую до 30С воду.
- Для ускорения затвердевания пенобетона нужно добавлять в него хлористый кальций (≈1,5 % от общей массы смеси). Кроме того, это позволит уменьшить вероятность растрескивания блоков. Добавку необходимо обязательно использовать при выполнении работ зимой.
- Если вы будете регулярно заливать пеноблоки, то лучше сделать пропарочные камеры для сушки пеноблоков при 60С. Благодаря этому сократится время изготовления изделий.
- Использовать формы с ячейками, размеры которых соответствуют ГОСТам.
- Формы из древесины нужно после заполнения накрывать полиэтиленом, а железные смазывать перед использованием машинным маслом (отработкой).
Качественные характеристики пенобетона в сравнении с обычным бетоном
Строительные эксперты утверждают, что именно пенобетонная смесь создает поверхность, которая намного лучше сохраняет тепло, если сравнить ее с обычным бетоном. Масса материала намного меньше, поэтому снижается степень затрат на строительство. На это влияет тот фактор, что за счет образования воздушных подушек используется меньше цементного материала.
Обрабатывается пенобетон намного проще и быстрее. Если обычный бетон со временем старения теряет свою прочность, то пенобетон, наоборот, становится еще прочнее. Пенобетон является экологически чистым продуктом, который не несет никакого вреда здоровью человека.
Схема пенообразователя.
Но все же стоит отметить, что обычный бетон имеет большую степень прочности, чем пенобетон. Однако он проигрывает значительно в своей практичности. Пенобетонная смесь получила широкий спектр применения особенно в наши дни, когда требуется максимальное сохранение тепла в помещениях.
Что необходимо для получения пенообразовательной смеси:
- вода;
- парогенератор либо другое устройство в зависимости от метода создания пенообразовательной смеси;
- специальная пенобетонная жидкость.
Далее уже специальная пенообразовательная смесь используется в получении пенобетона, для которого необходим подготовленный песчано-цементный раствор с добавлением самого пенообразователя.
Преимущества и недостатки изделий
А теперь давайте рассмотрим основные преимущества изделий, изготовленных методом автоклавного твердения:
- Блоки – легкие, что значительно снизит нагрузку на основание здания.
- Изделия отличаются крупным размеров, что, несомненно, значительно ускорит процесс строительства здания.
- Как мы уже выяснили, материал – экологически чистый.
- Газобетон не горит и не вступает во взаимодействие с огнем.
- Изделия обладают завидными показателями морозостойкости, плотности и прочности, что позволит возвести долговечное строение с высокими эксплуатационными характеристиками.
- Низкий коэффициент теплопроводности способствует сохранению тепла в помещении в холодное время года и прохлады в жаркие дни лета. Также, это поможет снизить расходы на отопления дома.
- Невысокая цена материала – значительный плюс.
- Технология производства автоклавного газобетона не сложна. Никаких особых навыков при этом получать не придется. Все происходит в автоматическом режиме, в условиях управления процессом оператором.
Преимущества газоблоков
Недостатки заключаются в следующем:
- Газобетону свойственна гигроскопичность, то есть способность впитывать влагу и, причем, в большом количестве. Поэтому материал необходимо защищать о ограждать от ее пагубного воздействия. В противном случае, кристаллизируясь, она может начать разрушат структуру блока изнутри, нанося непоправимый вред изделиям.
- К газобетону плохо закрепляются различные элементы. Необходимо использовать специализированные метизы. А при желании закрепить особенно тяжелые предметы, узлы фиксации требуется планировать заранее на уровне проекта.
- Усадка материала – еще один весомый недостаток. На поверхности блоков зачастую образуются трещины.
- Хрупкость изделий. Газобетон не устойчив к механическим воздействиям, особенно это проявляется при транспортировке и в процессе работ.
Физико-механические свойства газобетонных изделий
Одним из таких востребованных строительных стеновых материалов является газобетон, используемый при возведении малоэтажных жилых домов и хозяйственных построек. Из-за своей пористой структуры он является ячеистым бетоном и представляет собой искусственное пористое камнеподобное образование.
Производители газобетона выпускают газобетонные изделия в виде блоков различной конфигурации, соответствующих требованиям следующих стандартов:
- ГОСТ 31359-2007, устанавливающего требования к ячеистым бетонам, предназначенным для производства стеновых блоков и панелей, плит, перемычек и других строительных элементов;
- ГОСТ 31360-2007, регламентирующего требования к стеновым изделиям, изготовленным из ячеистого бетона.
ГОСТ 31359-2007 определяет газобетонные материалы как разновидность ячеистых бетонов, отличающуюся от других ячеистых материалов способом порообразования (п.4.2). По своей структуре газобетонное изделие напоминает своеобразную бетонную «губку», состоящую из мелких пузырьков-ячеек диаметром не более 3 мм.
Благодаря мелкопористой структуре, блочные изделия, которые способно выпускать современное оборудование для производства газоблоков, обладают физико-механическими свойствами, выгодно отличающими их от аналогичных изделий из других бетонных материалов:
- малым удельным весом;
- низкой теплопроводностью;
- огнестойкостью;
- устойчивостью к воздействию грибков и плесени;
- простотой механической обработки;
- технологичностью изготовления и применения.
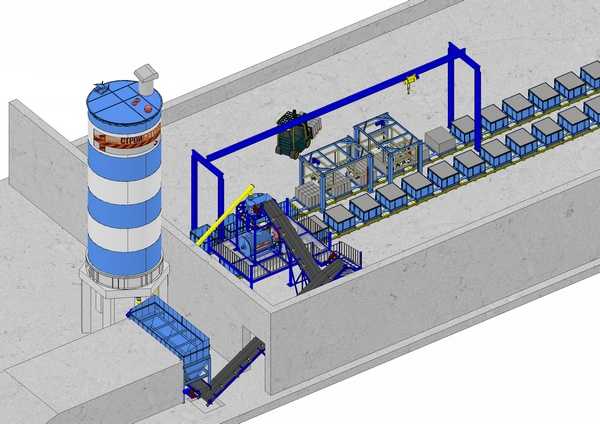
![]()
Завод по производству газобетона
Преимущества
В качестве технико-экономических достоинств газобетонных материалов отмечают следующие аспекты:
- Вес строительных газобетонных блоков в несколько раз меньше веса аналогичных изделий из кирпича или бетона. Газоблок стандартных габаритов 300х250х600 мм весит всего лишь 30 кг, что более, чем в 3 раза меньше веса такого же объема кирпичей размерами 60х125х250 мм.
- Простота обработки изделий обычными механическими инструментами допускает подгонку блоков в процессе возведения построек для улучшения качества сборки.
- Высокие тепло- и шумоизоляционные качества стен из газобетонных блоков обеспечивают комфортное проживание в жилых постройках.
- Надежная огнестойкость по отношению к открытому пламени обеспечивает пожаробезопасность строения.
- Высокая технологичность строительства при использовании газоблоков повышает эффективность и качество работ.
- Доступная стоимость газоблоков обеспечивает им должную конкурентоспособность на рынке стройматериалов.
- Возможность организации изготовления газоблочной продукции как частного бизнеса, поскольку реальная цена производства газобетона, мини-завод или оборудование линии конвейерного типа сравнительно доступны. Технологичность производства газобетонных материалов создает предпосылки для ведения бизнеса с высокой рентабельностью.
![]()
Производство газобетона
Технические характеристики
- Показатели прочности являются одной из главных особенностей материала, который имеет стойкость камня. Он не изнашивается, и почти не подвержен влияниям внешним факторам. Материал имеет высокую стойкость и относительно малый вес, что значительным образом влияет на термические сопротивления каркасной конструкции. Если сравнивать его с такими стройматериалами как минеральная вата и пенопласт, то пенобетон со временем не теряет свои теплоизоляционные и прочностные свойства.
- Теплоизоляция изделий обладает высокими данными термического сопротивления. Здания, выполненные из пенобетонных блоков способны накапливать тепло. Такая характеристика позволяет экономить на коммунальных платежах около 40 %. В регионах с умеренными климатическими условиями производить утепление не потребуется.
- Терморегуляционные качества материала способны сохранить летом прохладу в помещении, а зимой тепло. Благодаря этому внутри дома создаются идеальные микроклиматические условия.
- Быстрый монтаж блоков, производят из-за их маленькой плотности и массы и увеличенного объема. Поверхность поддается без трудностей обработке и отделке.
- Хорошая звуконепроницаемость пенобетона поглощает звуки. При этом эхо внутри комнаты не возникает.
- Материал экологически чистый и при эксплуатации вредные вещества не выделяются.
- Высокий уровень пожаробезопасности, который позволяет стройматериалу справляться от распространения огня.
Теплоизоляционные свойства
![]()
Характеристики сохранения тепла напрямую зависят от плотности. Тут уж лучшие показатели демонстрирует пенобетон, минусом использования в строительстве которого является низкая прочность. Для кладки стен используют более плотные материалы – плотность кг/м3 должна составлять минимум 700 килограмм на кубический метр. И если использовать неавтоклавный газобетон такой плотности, то из-за мостиков холода толстых швов характеристики еще понижаются.




Автоклавный газобетон дает те же свойства, но при меньшей толщине стены и с меньшими мостиками холода, что в итоге обеспечивает лучшие характеристики.
Можно сделать вывод, что автоклавный газобетон во многих сферах и показателях превосходит неавтоклавные блоки. Речь идет как о геометрии, так и о физико-механических свойствах. Автоклавные блоки создаются в условиях завода, с четким следованием нормативам и соблюдением стандартов. Строить из такого бетона легче и проще, здания получаются более прочными и качественными. Полностью безопасный и экологичный материал выдерживает любые нагрузки и гарантирует наилучшие эксплуатационные свойства строения.
Характеристика газобетона
Исходя из технологии производства и требований к материалу, изделия по своим компонентам разделяются на пенобетон и газобетон автоклавного и не автоклавного производства.
![]() Газобетон
Газобетон
Газобетон — это вид пористого бетона с хорошими техническими характеристиками (фото). Основные компоненты: цемент, известь, карьерный кварцевый песок и алюминиевый порошок.
Процесс пенообразования в газобетоне происходит за счет компонентов, генерирующих газ в процессе химической реакции, как правило — порошкообразного алюминия.
При соединении щелочи и порошкообразного алюминия выделяется водород, который и формирует ячейки газобетона. Величина ячеек бетона легко регулируется в период изготовления материала, за счет этого получаются виды газобетона различной плотности.
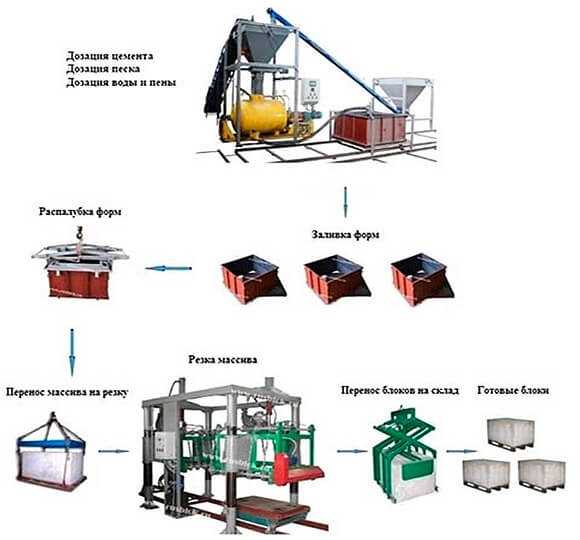
Порядок изготовления газобетона
Термообработку газобетона проводят в печах, называемых — автоклавами, в атмосфере плотного водяного пара.
Для производства газобетона проделываем следующие операции:
- перемешиваем смесь со всеми составляющими;
- выливаем в подготовленную форму, где бетон «набухает» в результате протекания химических реакций;
- удаляем, при помощи струны, лишнюю смесь («шапку»);
- производим автоклавную доводку материала;
Преимущества газобетонных кладочных блоков
Газобетонные кладочные блоки на порядок выше других стеновых общестроительных материалов, и характеризуются рядом немаловажных преимуществ:
![]() Газобетонные блоки
Газобетонные блоки
- малый вес — ощутимо меньшая нагрузка на фундаменты возводимых зданий;
- большой формат блоков газобетона — увеличивается темп проведения кладки;
- характеристика воздухообмена и теплопроводности материала способствует комфортному проживанию в жилом помещении;
- газобетон отличается от других аналогичных материалов легкостью обработки, что позволяет вырезать из него всевозможные архитектурные элементы, и значительно упростить прокладку инженерных сетей;
- газобетон безопасный по всем требованиям материал, невосприимчив к различным биологическим факторам;
- благодаря правильной геометрии блока, позволяет максимально сократить погрешности кладки блоков из газобетона, что предоставляет возможность применения специального клея, препятствующего созданию «мостиков» холода в стенах помещений;
![]() Газобетон свойства
Газобетон свойства
за счет гладкой, и выдержанной по уровню, поверхности стен снижается время выполнения отделочных работ.
Пенобетон — модификация пористого бетона, на базе минеральных вяжущих компонентов и кварцевого песка с правильно расположенными ячейкам по всему объему материала (смотрим фото). В пенобетоне, в отличие от газобетона, пористость образуется при помощи добавления в раствор пенообразователей.
![]() Пенобетон
Пенобетон
Автоклавное изготовление
Для получения пенобетонной продукции необходимо смешать цементный раствор с добавками; ускорители и порообразователи нужны для образования ячеек внутри смеси во время ее приготовления и твердения. Этот процесс влияет на вес, плотность и прочность материала в конечном итоге. Готовую однородную массу отправляют по шлангам или трубам в автоклав. Внутри установки создаются оптимальные условия для обеспечения правильного твердения блока:
- температура колеблется в пределах 175-200 °С;
- давление – 0,8-1,3 МПа;
- наличие насыщенного водяного пара.
![]() Огромную роль играют добавки. Такой дополнительный компонент как алюминиевая пудра, вступающая в реакцию с кварцевым песком, цементом и негашеной известью, образует прочный минерал – доберморит, который практически не дает изделию усадки. Также обработка в автоклаве способствует быстрому переходу частиц гидрата окиси кальция в кристаллическое состояние, обеспечивая при этом прочное сцепление с кварцевым песком, что существенно увеличивает прочность цементно-песчаного скелета ячеистого бетона.
Огромную роль играют добавки. Такой дополнительный компонент как алюминиевая пудра, вступающая в реакцию с кварцевым песком, цементом и негашеной известью, образует прочный минерал – доберморит, который практически не дает изделию усадки. Также обработка в автоклаве способствует быстрому переходу частиц гидрата окиси кальция в кристаллическое состояние, обеспечивая при этом прочное сцепление с кварцевым песком, что существенно увеличивает прочность цементно-песчаного скелета ячеистого бетона.
В результате химических реакций в автоклаве, нужная прочность достигается за 2 суток и она в несколько раз больше, чем у пенобетона, который твердеет в естественных условиях в течение 28 дней. В автоклавной среде происходит образование трех кальциевого силиката, который не может получиться в обычных условиях, а он влияет на эффективность, так за счет него уменьшается расход цемента и снижается объемный вес пенобетона. Еще для повышения качества автоклавной обработки следует проводить совместный помол цемента и песка.
![]()
Преимущества и недостатки
Автоклавный способ дает следующие преимущества:
- Твердение за 1-2 дня;
- Повышается производительность;
- Минимальность усадки и деформации;
- Низкий коэффициент образования трещин;
- Большая прочность;
- Высокие теплоизоляционные показатели.
Вся продукция данного типа соответствует требованиям ГОСТ №25485-89 и ГОСТ №21520-89, нормам СНиП 23-02-2003 и МГСН 2.04-97, а это гарантия качества товара. Автоклавное производство рассчитано на большие предприятия, так как оборудование очень дорогостоящее и требуются большие энергозатраты.
Газобетон: основные характеристики
Привлекательные эксплуатационные свойства газобетона обусловлены его техническими характеристиками. Среди них выделяется:
-
Вес и плотность. Технология изготовления способствует снижению веса газоблоков. При этом на массу строительных блоков может указать маркировка плотности, например D500, D600 или D700.
-
Теплопроводность. Коэффициент этого показателя у газобетона равен 0,13 Вт/м0С. Здания, построенные из газоблоков, быстро прогреваются.
-
Прочность. У строительных блоков марки D500 этот показатель не превышает 4 Мпа. Чтобы укрепить конструкции, газоблоки используют совместно с кирпичом.
-
Срок службы. Большинство производителей предоставляют гарантию на 60-80 лет, что говорит о долговечности стройматериалов.
Отдельного внимания заслуживает несущая способность газобетона. С помощью этого материала можно возводить трехэтажные здания. Газоблоки пользуются большим спросом в малоэтажном строительстве.
Стабильность качества автоклавного газобетона
Автоклавный газобетон изготавливается только на крупном производстве и на стройплощадку попадает в виде готовых блоков. Производство автоклавного газобетона в кустарных условиях невозможно, так как при изготовлении необходимо контролировать одновременно несколько десятков процессов и параметров. Современные заводы автоклавного газобетона имеют высокую степень автоматизации (около 95%) и практически исключают влияние человеческого фактора на производственный процесс.




Автоклавный газобетон производится согласно современному ГОСТу 2007 года, что подтверждается протоколами испытаний, продукция имеет сертификат качества, и клиент может быть уверен в надлежащем качестве.
Для производства пенобетона и неавтоклавного газобетона не требуется большого завода и огромных капиталовложений, что обеспечивает низкий порог входа в этот бизнес. На практике это означает, что имея небольшую бетонно-растворную установку, опалубку и пару низкоквалифицированных рабочих, можно организовать кустарное производство с нестабильными показателями качества, гордо назвав это заводом или фабрикой по производству стройматериалов. Обеспечить в таких условиях стабильность характеристик продукта практически невозможно, поскольку дозирование компонентов производится вручную и, как правило «на глаз», а старый ГОСТ, которому уже больше четверти века, допускает производство таких изделий.
![]()
Размеры
А теперь о том, каков же размер сибита. Габариты зависят от типа изделия:
- Стеновые блоки. Делятся на четыре разных типа: Б2 имеет соотношение 600/200/250, Б3 чуть больше в ширину – 300 миллиметров, а Б4 – уже 400 миллиметров.
- Блоки для внутренних стен. Здесь так же три категории. Самые маленькие таких размеров: 625/100/250, самые большие в ширину 150, остальные параметры неизменны.
- Перекрытия. Здесь будет варьироваться длинна – от 2-х до 6-ти метров. При этом ширина 60 см, высота – 24 см.. Они весьма крепкие, тяжести им не страшны, максимальный вес в нагрузку – 800 килограммов.
- Перемычки. Самые длинные – 3 места 10 см. Что же касается предельных показателей ширины и высоты, то это 30 и 60 см. соответственно.
На один поддон укладывают от 20 до 50 стандартных блоков.
Важные детали
Рассмотрим, чем отличается каждый из материалов. Сферу применения определяют:
Качество. Синтезированный продукт выпускается на крупных предприятиях. Он транспортируется на строительную площадку готовыми блоками. Невозможно кустарным путем изготовить этот газовый бетон. Множество параметров контролируется при его изготовлении. Предприятия, оснащенные автоклавами, имеют высокий коэффициент автоматизации, составляющий 95%. Человеческий фактор практически не влияет на производство. Качество подтверждается сертификатами соответствия. Натуральные составы не требуют серьезных капиталовложений, отличаются небольшой ценой.
- Прочностные факторы. Ячеистые композиты отличаются плотностью, классом прочности. При равной плотности обычные изделия проигрывают по физическим характеристикам и прочности.
- Крепежные свойства. Синтезированный композит позволяет закреплять тяжёлое оборудование: системы вентиляции, кондиционеры, нагреватели. Для этого применяют анкерное крепление распорного типа.
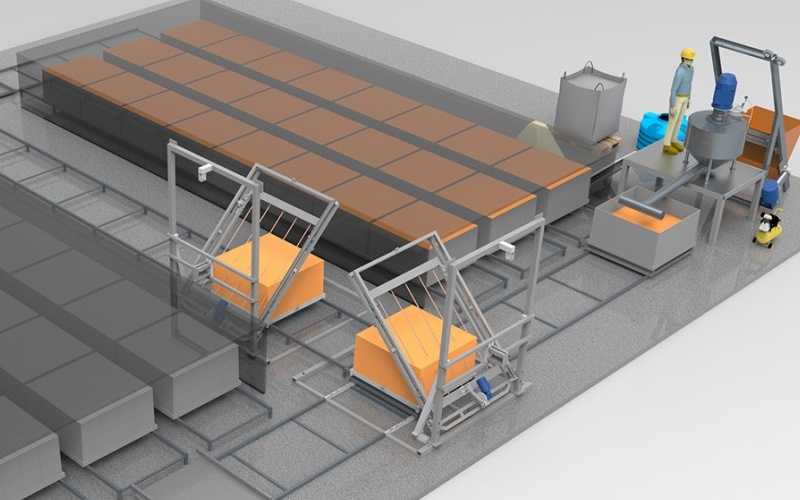
- Стабильная плотность. Газообразование по автоклавной методике происходит во всей среде. Одновременно смесь твердеет, поры однородно распределяются по объему. Формирование блоков из полученных смесей осуществляется путем разрезания затвердевшего массива. Это является гарантией качества блоков. При производстве естественно твердеющих бетонов в раствор вводится пена с газообразователями. В ходе смешивания происходит всплывание легких компонентов, оседание тяжёлых наполнителей. Возникает неравномерность распределения полостей. Плотность разных блоков отличается. Стабильность показателей связана с однородностью, что влияет на прочность.
- Экологичность. Полностью безопасным для окружающих является синтетический газовый состав. Это влияет на микроклимат здания, благоприятный для проживания. Применяемые минеральные компоненты не гниют. Это обеспечивает невозможность образования плесени, грибков. Снижение экологичности пенобетона обусловлено применением отходов производства щебня, местного песка, химических наполнителей. Это отрицательно влияет на микроклимат помещения.
- Соблюдение размеров. Стандартами регламентированы отклонения длины, ширины, толщины блоков, полученных в автоклавах. Значение допусков не превышают 3 миллиметров. Естественно твердеющие бетонные изделия отличаются большим отклонением размеров – до 5 мм. Допуски геометрии блочков ухудшают кладку: требуется больше раствора, возрастает трудоемкость, увеличиваются расходы.
Неавтоклавный бетон после затвердения разрезается на блоки стандартных размеров
Теплоизоляционные характеристики. Способность материала сохранять тепло помещения связана с его плотностью. Область применения влияет на потребность в элементах для несущих стен и внутренних перегородок. Более высокими показателями тепловой защиты обладает продукт из автоклавов, который при меньшей толщине стен обеспечивает необходимую теплоизоляцию.
Области применения
Пеноблок автоклавный пользуется популярностью на территории нашей страны. Данный строительный материал по многим факторам превосходит кирпичную кладку. Например, дом, возведенный из пенобетона, в пять раз будет теплее, чем здание из кирпича. Изделия изготавливают из смеси, которая включает в себя такие экологически чистые элементы:
- вода;
- пена;
- цемент;
- песок.
Изготовление происходит вследствие затвердевания специального раствора. Главной особенностью строительной единицы является легкий вес, который получается благодаря воздуху расположенному в ячейках блока. Из-за достоинств как экологически чистые материалы, входящие в состав, во многих странах пенобетонные панели называют биоблок. Готовые стены декорируют любыми способами – оштукатуривание, обшивка вагонкой, покраска.
Автоклавные пеноблоки применяют при сооружении конструкций и как утеплительный материал. По эксплуатационным срокам пенобетон долговечнее минеральной ваты и пенопласта, которые со временем утрачивают свои качества. Пенобетон применяют в таких элементах конструкции:
- Конструктивные.
- Каркасные.
- Несущие.
- Теплоизоляционные.
Приложение Б (обязательное). Метод определения морозостойкости ячеистых бетонов
Б.2 Подготовка к испытанию
Б.2.1 Испытания на морозостойкость проводят при достижении ячеистым бетоном прочности на сжатие, соответствующей его классу по прочности на сжатие.
Б.2.3 Число образцов для испытания ячеистого бетона на морозостойкость должно быть не менее 24:
12 — основные, подвергающиеся замораживанию и оттаиванию, для определения потери прочности на сжатие после испытания;
6 — контрольные, не подвергающиеся замораживанию и оттаиванию, для определения потери прочности на сжатие;
3 — основные, подвергающиеся замораживанию и оттаиванию, для определения потери массы после испытания;
3 — контрольные, не подвергающиеся замораживанию и оттаиванию, для определения потери массы.
Б.3 Проведение испытания
Б.3.2 Температуру воздуха в морозильной камере следует измерять в центре ее рабочего объема в непосредственной близости от образцов.
Б.3.3 Продолжительность одного цикла замораживания при установившейся температуре в камере минус (18±2) °С должна быть не менее 4 ч, включая время снижения температуры от минус 16 °С до минус 18 °С.
Б.4 Обработка результатов испытания
Б.4.1 Относительное снижение прочности бетона , %, вычисляют по результатам испытания на сжатие основных образцов после заданного числа циклов переменного замораживания и оттаивания и контрольных образцов в возрасте, соответствующем числу циклов испытания на морозостойкость, по формуле
где — среднее значение прочности основных образцов после заданного числа циклов переменного замораживания и оттаивания, МПа;
— среднее значение прочности контрольных образцов в возрасте, соответствующем числу циклов испытания на морозостойкость, МПа.
Б.4.2 Относительную потерю массы , %, вычисляют по результатам определения массы основных образцов после заданного числа циклов переменного замораживания и оттаивания и контрольных образцов в возрасте, соответствующем числу циклов испытания на морозостойкость, по формуле
где — среднее значение массы основных образцов, высушенных до постоянной массы, г;
Кавабанга! Для чего делают температурные швы в бетонных конструкциях
— среднее значение массы контрольных образцов, высушенных до постоянной массы, г.
Б.4.5 Исходные данные и результаты испытаний основных и контрольных образцов должны быть занесены в журнал испытаний по форме, приведенной в приложении В.





Отличия от неавтоклавного
Пенобетонные изделия благодаря своей ячеистой структуре обладают множеством достоинств, которые влияют на его популярность и большую востребованность. Блоки легкие, прочные, с хорошими показателями морозоустойчивости. Бывает несколько методик производства – классическая и баротехнологическая. Продукт, который, получается, бывает автоклавным и неавтоклавным пористым пенобетоном, эти виды имеют отличия между собой.
По внешним данным определить разницу очень трудно. Две технологии основаны на разных принципах изготовления. Автоклавная продукция имеет лучшее качество и применяется при возведении промышленных и жилых объектов. Неавтоклавные блоки могут быть созданы кустарным методом. Хоть стройматериал и обладает худшими свойствами, его часто применяют при постройке монолитных конструкций.
Автоклавная методика изготовления отличается от неавтоклавной. Различаются они в способах затвердевания стройматериала. Неавтоклавный тип затвердевания состава, который включает в себя песок, портландцемент и пенообразователь, осуществляется без использования печного устройства. Смесь размешивается в специальной камере, и затем разливают по формам. Парообразователь в строгом порядке не контролируют, потому что это не влияет на количество и размер ячеек. Эта особенность отражается лишь на объемах готового стройматериала. После того как раствор будет залит по формам, его будут держать еще в специальном помещении при показателях температуры 40-50 градусов С.
Пенобетон имеет простую технологию производства, его самостоятельно в строительных условиях также изготавливают. По этой причине изделия не всегда получаются качественные и имеют разные параметры. Что в свою очередь приводит к образованию мостиков холода и неровностей в кладке. Дополнительно можно отметить, что необходимая плотность также не соблюдается, соответственно качество строительных блоков ухудшается.
![]()
Сравнение эксплуатационных характеристик пенобетона и газобетона
Давайте попробуем сравнить пенобетон и газобетон с учетом требований, необходимых для строительства собственного дома.
Сравнительная характеристика пенобетона и газобетона следующая: производственные нормы и требования, предъявляемые к обоим изделиям практически одинаковые. Но есть существенные различия.
Характеристики этих двух бетонов таковы:
- Газобетон, за счет термической обработки, более прочный материал. Но очень сильно впитывает воду, что добавляет определенную трудоемкость при проведении отделочных работ.
- Пенобетон, благодаря своему «пузырьковому» строению, в отличии от газобетона вообще не впитывает влагу. Материал пенобетон характеризуется закрытой конструкцией ячеек. Ячейки (пузырьки) в теле материала обособлены друг от друга. В результате, при одинаковой концентрации блок из пенобетона не погружается в воду, а блок из газобетона тонет.
- За счет низкого показателя влагопоглощения, пенобетону свойственны более высокие коэффициенты теплозащиты и морозостойкости. Вследствие вышеперечисленных характеристик, пенобетон разрешено применять в помещениях с повышенной влажностью, где применение газобетона недопустимо.
- Теперь нужно сравнить пенобетонные блоки и газобетонные блоки. Стоимость изготовления пенобетонных блоков на 25% меньше, чем у аналогичных по размеру, блоков из газобетона. Объясняется все это тем, что используемые при изготовлении пенобетонных блоков пенообразующие, намного дешевле газообразователей, необходимых для изготовления газобетона.
| Изделие | Преимущество | Недостаток |
| Газобетон |
|
|
| Пенобетон |
|
|
Итак, проведенное выше сравнение: пенобетонные и газобетонные блоки — не в пользу блоков из газобетона.



