
В каких случаях лучше вибролитая или вибропрессованная брусчатка?
Обычно вибропрессованная тртуарная плитка укладывается в места с повышенной эксплуатационной нагрузкой. Пористая структура плитки хорошо пропускает воздух. Такое покрытие не будет промерзать и растрескиваться при низких температурах. В нем не будет задерживаться вода, поэтому в зимнее время на таком покрытии не будет образовываться наледь, которая влечет за собой рост травматизма. Прочная поверхность может выдерживать большие нагрузки. Технология прессования позволяет создавать прочные и легкие плитки с большой толщиной. Вибролитье обычно ограничено в таких возможностях.
Литые тротуарные плитки обычно используются для пешеходных зон и площадок перед зданиями. С их помощью можно создать оригинальный архитектурный дизайн, подчеркнуть стилистку фасада сооружения, преобразить городское пространство или территорию загородного участка. В специалисты помогут сделать выбор и подскажут, в каких случаях лучше для покупателя брусчатка вибролитая или вибропрессованная. Профессиональный подход к выбору материала позволит рационально потратить бюджет и поможет создать долговечное дорожное покрытие пешеходных и садово-парковых зон.
Основные свойства и способы производства
Бетонная тротуарная плитка, как и любой другой элемент мощения, должна соответствовать требованиям ГОСТ 17608-91. По нормативу все виды изделий должны:
- изготавливаться из тяжелого или мелкозернистого бетона;
- обладать классом по прочности от В22,5;
- отличаться прочностью на растяжение при изгибе не менее 3,2 МПа;
- обладать морозостойкостью не менее F100 и водопоглощением не более 6%.
Кроме того, при производстве тротуарной плитки применяются технологии, позволяющие выпускать изделия в один или два слоя, с использованием пигмента или без него.
Требования к составу
Цемент не должен содержать минеральные добавки свыше 5%, а также трехкальциевый алюминат свыше 8%. Водоцементное отношение не может превышать 0,4, а количество воздуха в смеси должно находиться в пределах 4 – 5%. Для обеспечения высоких показателей по морозостойкости в бетонную смесь вводятся специальные добавки с воздухововлекающим эффектом.
Подобные требования накладывают существенный отпечаток на состав искусственного камня. Рецепт бетона для тротуарной плитки во многом зависит от технологии производства и применяемых материалов. Так, основными способами изготовления элементов мощения считаются вибропрессование и вибролитье.
Технология производства тротуарной плитки — объемное вибропрессование
Тротуарная плитка на сегодняшний день является одним из самых распространенных и наиболее перспективных видов дорожного покрытия. Существуют две технологии для производства тротуарной плитки. Первая – вибролитье, вторая – вибропрессование. Обе они обладают своими преимуществами и поэтому однозначно сказать какой метод лучше на сегодняшний день не возможно. В данной статье более подробно рассмотрим метод вибропрессования.
Технология производства тротуарной плитки методом объемного вибропрессования состоит в формировании бетонных изделий путем виброуплотнения смеси с малым содержанием воды с обязательным последующим пригрузом формующего пуансона.
Процесс проходит на специальных вибропрессах, которые устанавливаются стационарно. Характерной особенностью используемой бетонной смеси является пониженное водоцементное соотношение. Такая характеристика позволяет производить плитку с более высокой прочностью и при этом уменьшать расход цемента. В целом технология производства тротуарной плитки путем вибропрессования позволяет создавать изделия с достаточно высокими показателями морозостойкости (-300F и менее), низким уровнем водопоглощения (менее 5%), четкими геометрическими формами и стабильностью характеристик.
В формировании плитки участвуют две части вибропресса – пуансон и матрица. На поверхности пуансона нанесен рисунок, который и переносится на лицевую сторону плитки. Матрица формирует стенки плитки. Весь процесс формирования изделия происходит на технологических поддонах, которые затем перемещаются на участок, предназначенный для сушки.
В принципе применение метода вибропрессования позволяет изготовлять помимо тротуарной плитки также бордюры, водостоки, стеновые и перегородочные камни.
На сегодняшний день предлагается большое количество самых разнообразных вибропрессов. Но процесс изготовления изделий у всех примерно одинаковый. Так что можно сказать, что технология производства тротуарной плитки путем вибропрессования подразумевает прохождение трех этапов.
Первый шаг – приготовление бетона. На этом этапе требуется дополнительное оборудование – бетономешалка. Справедливости ради надо отметить, что она понадобится и для изготовления литой плитки. При этом если плитка однослойная, можно обойтись одним смесителем, а если двухслойная – понадобится два. Что касается соотношения составляющих смеси, то универсального рецепта не существует. После того, как бетон готов, его подают прямо в матрицу пресса.
Второй этап – формирование изделия. Необходимо отметить, что конкретные действия аппарата на этом этапе будут несколько отличаться в зависимости от модели, но суть состоит в том, что бетонная смесь попадает в матрицу и прижимается сверху пуансоном. Затем включается механизм виброплощадки и вследствие действия виброимпульса происходит уплотнение изделия. Занимает это обычно около 3-5 секунд. Следующий шаг – освобождение плитки от матрицы и пуансона. Зачастую они просто поднимаются, а на технологическом поддоне остается готовое изделие. Теперь его можно перемещать на участок, предназначенный для просушки изделий, а на его место ставить новый поддон.
Третий этап – сушка. Технология производства тротуарной плитки обязательно включает стадию качественной просушки изделий. Дело в том, что именно в этот период достигается необходимая прочность продукции. Обычно применяется два способа просушки – тепловлажная обработка при помощи водяного пара или сушка в производственном помещении. В первом случае потребуются дополнительные расходы, а второй возможен лишь при использовании портландцемента.
После того, как прочность бетона будет составлять 1,5-2,0 МПа (достигается где-то за 5-8 часов) плитку можно снимать с поддонов. При этом поддон отправляется на повторную загрузку.
Таким образом, использование технологии вибропрессования позволяет в достаточно короткие сроки производить большое количество качественной тротуарной плитки. К преимуществам этого метода также можно отнести то, что он в достаточно высокой степени механизирован и, в отличие от литой плитки, не требует большого количества форм для заливки. К тому же большинство вибропрессов имеют большой ресурс усовершенствований, что позволяет изготавливать самые разнообразные изделия.
Тротуарная плитка вибропрессованная и вибролитая — сравнение характеристик
![]()
При выборе плитки потребитель сравнивает все характеристики — покрытие должно прослужить по-возможности не один десяток лет, быть безопасным, удобным в эксплуатации и конечно же сохранять как можно дольше привлекательный эстетичный вид.
Рассмотрим по-отдельности основные характеристики, которые сравнивают при выборе одного из двух вариантов покрытия.
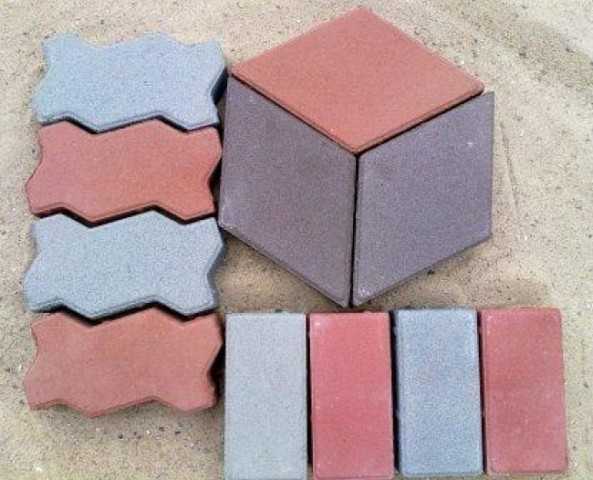
Формы и геометрия
![]()
При выборе подходящей плитки потребитель опирается на детали проекта площадки или дорожки, которую будут выкладывать тротуарной плиткой.
Что касается размеров, то для вибролитой плитки практически невозможно добиться точного совпадения по толщине в пределах одной партии отливок — издержки применения ручного труда. Такие элементы покрытия крайне неудобно укладывать — сложно получить плоскую поверхность без перепадов по высоте.
Совершенно противоположная ситуация с вибропрессованием — автоматизация процесса позволяет производить плитку с точным соблюдением размеров.
Толщину как правило выбирают в зависимости от предполагаемой нагрузки на дорожное полотно, чаще всего это 20 мм, 40 мм, 60 мм, 80 мм.
Вибролитьевой процесс заметно выигрывает с точки зрения возможности получения элементов покрытия самых разнообразных форм — ромба, квадрата, волны, клевера, кирпичика, мозаики, а еще молоток, ретро, чешуя, ромашка, и многие другие.
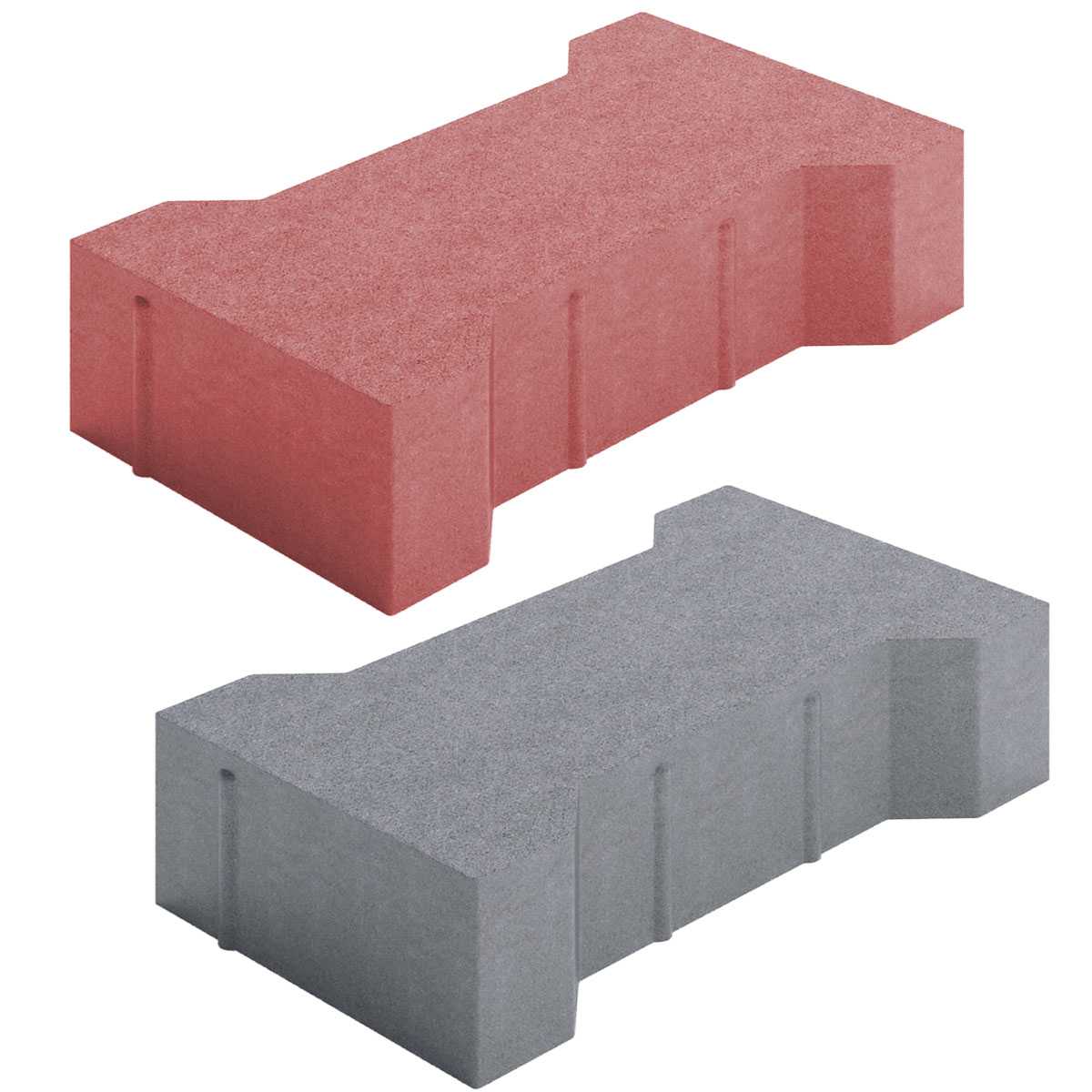
Структура
![]()
Различие структуры двух видов материала обусловлено технологическими особенностями производства:
- Вибролитая: неоднородность (похожая на текстуру) вызывает отслоения от основы в процессе эксплуатации плитки.
- Вибропрессованная: мелкопористый по всему объему однородный материал с большой прочностью и низким риском появления сколов и трещин.
Цвет и внешний вид
Цвет покрытия зависит от применяемого пигмента и может быть самым разнообразным, глубина цвета и оттенки зависят от сочетания пигментов и дозировки. В результате можно получить всю цветовую гамму — от белого до черного.
Вибропрессованная и вибролитая плитка несколько отличаются внешне:
- Вибролитая — гладкая блестящая поверхность, яркие оттенки и узоры со временем «выцветают» .
- Вибропрессованная — матовая плотная шероховатая поверхность искусственного камня, приглушенные тона не зависят от погоды и времени.
Морозостойкость, прочность и срок службы
![]()
Долговечность — важнейший фактор при выборе материала покрытия. Накоплена статистика по результатам многолетней эксплуатации двух видов тротуарной плитки:
- Вибролитая. Из-за низкой морозоустойчивости, невысокой прочности и быстрой истираемости материала на поверхности плитки появляются сколы, трещины и отслоения. При заявленном производителями сроке службы до 10 лет плитка сохраняет первоначальный вид 1-2 года, а через 5 лет уже потребует замены.
- Вибропрессованная. Высокая устойчивость ко всем видам воздействия окружающей среды (перепады температур, осадки, химические реагенты) и повышенная прочность искусственного камня дают возможность до 10 лет активно эксплуатировать плитку даже под нагрузкой грузового автотранспорта. Производители же дают гарантию до 25 лет, что вполне реально.
Вибролитье
Самым дешевым в является оборудование для тротуарной плитки по методу вибролитья. Технология состоит из последовательности операций:
- изготовление архитектурного бетона из каменной крошки, песка, цемента, воды и пластификатора в бетономешалке;
- наполнение пластиковых форм, разложенных на вибростоле, архитектурным бетоном;
- удаление воздушных пузырьков из бетона путем включения вибростола на 5 – 10 секунд в зависимости от толщины изделия;
- подрезка излишков смеси с пластиковой формочки;
- затирка тыльной поверхности ФЭМ гладилкой, малкой, полутерком;
- укладка форм штабелем с прокладками между рядами из листового пластика;
- укрывание поддонов с формами полиэтиленовой пленкой;
- распалубка через 48 часов путем нагрева форм в ванне с горячей водой в течение 2 минут;
- упаковка готовой продукции на полетах/поддонах лицевой частью друг к другу.
![]()
Как видно, технология на 70% состоит из ручного труда. На первом этапе используется универсальное строительное оборудование – бетономешалка.









![]()
Выбор по характеристикам:
- вес, габариты;
- мощность двигателя;
- объем барабана (общий и эффективный);
- скорость вращения барабана;
- конструкция (венцовая, редукторная).
Скорость вращения барабана ограничена 15 – 25 оборотами в минуту. Это максимальная частота, не приводящая к возникновению больших центробежных сил, удерживающих смесь на стенках барабана. Промышленные модели большого объема запитываются от сети 380 В. Бытовые подключаются к сети 220 В.
![]()
Кроме бетоносмесителя необходим вибростол, на котором происходит формование и уплотнение смеси. Основные параметры:
- размеры столешницы;
- вес, габариты;
- мощность потребляемая и активная;
- принуждающая сила;
- частота вращения и вибрации;
- напряжение сети.
![]()
И бетономешалку, и вибростол при необходимости можно изготовить в домашних условиях из 200 л бочки и листового и сортового металлопроката.
Оборудование для остальных технологий выпуска ФЭМ изготавливается исключительно промышленным способом.
![]()
Для расформовки используется расформовочный вибростол (см. видео ниже) или специальные нагревательные ванны.
Основным недостатком вибролитья является низкая производительность. Бетон набирает прочность двое суток. В течение этого времени формы заняты, их нельзя перемещать, требуется много дополнительного места для их временного хранения.
Оборудование
Производство включает работы по:
- изготовлению бетонной смеси;
- прессованию;
- перемещению готовой продукции на накопительный стеллаж;
- упаковке.
![]() При расчете сроков окупаемости проекта надо учесть, что готовая брусчатка для приобретения окончательных потребительских свойств должна около месяца вылежаться на складе.
При расчете сроков окупаемости проекта надо учесть, что готовая брусчатка для приобретения окончательных потребительских свойств должна около месяца вылежаться на складе.
Изготовление тротуарной плитки можно осуществлять двумя способами, каждый из которых потребует приобрести различный набор оборудования. Первая технология – вибропрессование – требует больших финансовых затрат, но обладает такими преимуществами, как:
- большая производительность;
- высокое качество продукции;
- минимальное применение ручного труда.
Вторая технология — вибролитье. К преимуществам данного способа можно отнести относительную дешевизну оборудования и возможность изготовления брусчатки различной конфигурации и формы. Среди главных недостатков — более низкое качество продукции и высокая себестоимость, связанная с менее экономичным расходом бетона.
Затраты на приобретение оборудования в зависимости от выбранной технологии производства могут составить от 600 тыс. до 4 млн. руб. Наш план реализации проекта по организации производства основан на варианте использования технологии вибропрессования, для чего потребуется купить автоматизированную линию стоимостью 1 950 000 руб. С расчетами можно ознакомиться в представленном нами бизнес-плане.
Способы изготовления бетонной плитки
Основным отличием производства тротуарной плитки является доступность и простота ее изготовления. Сегодня широко используются две основные технологии:
- вибропрессование, основанное на утрамбовывании бетона с низким содержанием воды на специальном оборудовании;
- вибролитье, требующее добавление в состав смеси пластификаторов.
В первом случае производится наполнение плиточных форм полусухим бетонным раствором с последующим его уплотнением с помощью стационарных вибрационных прессов. Процесс вибропрессования тротуарных плиток из бетона максимально автоматизирован, что сказывается на его высокой производительности.
В матрицу, расположенную на станине, закладывают готовый состав бетонной смеси. Находясь в рабочем режиме, пуансон начинает давить на бетон при одновременном вибрировании пресса до того момента, пока масса не приобретет требуемую плотность. После этого пуансон вместе с матрицей поднимается, а сформованные изделия остаются на станине.
![]()
Технология вибролитья предусматривает уплотнение смеси на постоянно функционирующем вибростоле. Раствор, в этом случае, помещают в резиновые или пластиковые формы различной конфигурации, тщательно отслеживая правильность их наполнения. Излишки бетонной смеси срезают, а после вибрационной обработки изделий формы переносят в теплое место для сушки на двое суток, после чего готовые плитки извлекают.
Данный способ используют домашние мастера при самостоятельном изготовлении тротуарных плиток из бетона, качество которых во многом зависит от того, какие пропорции воды по отношению к бетону использовались при замешивании растворной массы, и была ли соблюдена технология при выполнении работ.
Оба метода изготовления бетонных плиток позволяют получать изделия с низкой пористостью и высоким показателем плотности.
В случае изготовления цветных плиток применяется двухслойная заливка бетонной смеси. В качестве нижнего слоя используют цветной состав, после утрамбовки которого, сверху заливают основную бетонную смесь на полную глубину формы.
Сравнение тротуарных плиток, выполненных по разным технологиям
Изделия, созданные способом вибролитья, эстетичны, имеют гладкую и скользкую поверхность. На городских улицах такие плитки укладывать не рекомендуется, так как зимой под тонким слоем льда они могут «посодействовать» получению травм при падении. К тому же, совместное воздействие влаги и мороза способно разрушить литую тротуарную плитку из бетона.
Но для частных территорий, где за очисткой пешеходных дорожек неукоснительно следят, а иногда для них прокладывают даже системы обогрева, укладка самостоятельно изготовленных плиток вполне допустимо. Главное, не давать образовываться на их поверхности наледи.
Увеличить морозостойкость изделий, выполненных методом вибролитья, можно при помощи пластификаторов и модификаторов. Но они достаточно дорогостоящи и увеличивают себестоимость готовых бетонных плиток.
![]()
Метод вибропрессования обеспечивает шероховатую поверхность изделий и достаточную морозоустойчивость, поэтому их широко используют при мощении пешеходных дорожек. Технология изготовления предусматривает в растворе низкий показатель пропорции воды по отношению к цементу, поэтому готовые изделия отличаются:
- малым коэффициентом водопоглощения;
- высокой прочностью;
- четкими геометрическими формами;
- стойкостью к истиранию;
- возможностью дополнительной шлифовки и нанесения антискользящих полосок;
- способностью сохранять изначальный цвет;
- минимальным привлечением ручного труда;
- большой производительностью.
В то же время, достоинства есть и у тротуарной плитки из бетона, производимой методом вибролитья. Это:
- возможность изготовления изделий в условиях частного домовладения;
- использование доступного оборудования и материалов;
- презентабельный вид;
- вероятность выпуска большого ассортимента плиток в небольших количествах за короткий период времени.
Промышленное производство брусчатки на заводах
На крупных предприятиях производится брусчатка трёх наименований.
Каменная, она же гранитная
Изготовление такой плитки подразумевает механическую обработку материала. То есть, изделия выполняют при помощи специальных распиловочных станков. Согласно технологии смеси модифицирующие составляющие не используются, что гарантирует экологическую чистоту продукции.










Гранитная брусчатка, выпускаемая на заводах, обычно имеет квадратную или прямоугольную форму. Края такой плитки обрабатывают, делают их ровными и гладкими. В значительно меньших масштабах изготавливают колотую брусчатку. Её элементы не выравнивают по краям и не шлифуют, что придаёт изделию максимально естественный вид. Такую плитку часто используют для декорирования не только дорожных покрытий, но и стен.
Клинкерная брусчатка
Данная плитка, как и обычный клинкер, во многом похожа на кирпич. Её отличительным свойством является повышенная прочность, которая достигается путём использования специальных сортов глины и особой техники обжига. Акцент в изготовлении клинкерной брусчатки делается не на уплотнение материала. Ключевым моментом в производстве является техника обжига.
На первом этапе процесса изготовления измельчённое сырьё превращают в раствор и через экструдер выдавливают в формы. Следующим шагом заполненные формы перемещают в специальные камеры, в которых подготовленная масса равномерно нагревается со всех сторон. В завершение, изделия, подвергшиеся первичной тепловой обработке, отправляют в печи для обжига. Благодаря высокой температуре (до 1200°С) клинкерная брусчатка становится очень прочной.
Бетонная брусчатка
Производят данный вид покрытия из бетона. Особенности технологии, применяемой для изготовления такой брусчатки, будут подробно изложены ниже. Так как методика выполнения изделий из этой категории самая распространённая не только на крупных предприятиях.
Плюсы укладки на бетонное основание
Укладка плитки на бетон обеспечивает долговечную и прочную основу. Такой метод, в основном, используют в местах повышенной проходимости, например, в автомобильных паркингах, парковках и пр.
Главное преимущество бетонного основания — это устойчивость. Под воздействием атмосферных осадков или при неправильной укладке, песок и земля могут проседать. А плитка на бетонном основании хоть и не соединяется друг с другом, но под тяжестью своего веса не сдвигается и не «съезжает». Таким образом, значительно увеличивается срок эксплуатации, так как нагрузка распределяется по поверхности, которая больше по площади, чем сам материал.
Идеально ровной поверхности можно добиться, только выложив тротуарную плитку на бетонную основу. На ровной поверхности можно выложить различные прямолинейные формы и сформировать индивидуальные элементы.
Производство бетонной брусчатки вибропрессованием
Вибропрессование и вибролитьё – основные способы, которые используются на заводах для производства брусчатки. Первый метод считается основным и задействуется гораздо чаще, так как именно он обладает существенными преимуществами:
- изделия, выполненные способом вибропрессования, получаются прочными и морозоустойчивыми;
- самый привлекательный аспект − низкая себестоимость продукции;
- при задействовании данного метода можно максимально автоматизировать процесс, что значительно облегчит труд и повысит производительность;
- а так же изготавливать двухслойную плитку различных цветов и оттенков.
Процесс вибропрессования осуществляется в несколько этапов:
- Приготовление бетона. Если предстоит изготовить однослойную плитку, достаточно будет и одного бетоносмесителя. Соответственно, если двухслойную – то два. Пропорции входящих в состав смеси веществ подбираются индивидуально.
- Формовка. На этом (основном) этапе материал уплотняется. Времени данный процесс занимает немного. Следом уже отформованная брусчатка отправляется на поддоны. Паллетоукладчик поднимает их и перемещает. На освободившееся место тут же устанавливают следующие.
- Сушка. Последний этап производства брусчатки. На заводах него осуществляют в специальных помещениях, в них изделия подвергаются тепловой обработке. Иногда плитку сушат прямо в производственных помещениях. При таком варианте в состав раствора включается портландцемент. Брусчатка можно снимать с поддонов и отправлять в упаковочный цех через 6 – 8 часов после завершения этого этапа обработки.
Вибропрессование отдельно подразделяется на два подвида:
- полусухое вибропрессование;
- полусухое гиперпрессование.
При первом варианте сначала к полусухой смеси добавляется щебень. Потом заполненные формы устанавливаются на вибрирующую станину, где раствор подвергается воздействию пуансона. Изготовленную таким методом брусчатку, порой, непросто отличить от настоящего камня.
При задействовании технологии гиперпрессования уплотнение смеси происходит под давлением, а не за счёт вибраций. Для изготовления плитки таким способом используется гидравлический пресс.
Благодаря шершавой поверхности вибропрессованная тротуарная плитка отлично зарекомендовала себя в качестве дорожного покрытия. Преимущества такой брусчатки нельзя не оценить в зимнее время. Изделия, изготовленные путём вибропрессования, получаются экономичными и прочными. Ввиду специфических особенностей структуры такая плитка мало подвержена разрушительному воздействию воды и открытых солнечных лучей.
Вибролитье как метод производства тротуарной плитки
![]()
Краткое описание всего технологического производства брусчатки вибролитьевым способом можно свести к следующему:
- В закрытом миксере готовят бетонную смесь из песка, щебня, цемента, пластификаторов, воды и пигмента при необходимости.
- На специальном вибростоле размещают эластичные литьевые формы, внутреннюю поверхность их смазывают машинным маслом.
- Готовую смесь вручную разливают в формы и включают вибростол на 5-10 минут для утрамбовки отливки и освобождения материала от пузырьков.
- Заготовки снимают с вибростола и помещают в закрытое от прямых лучей теплое помещение на 1 сутки для твердения состава.
- Готовую продукцию извлекают из форм — их уже можно хранить на поддонах в обычных складских условиях и даже на открытом воздухе.
![]()
Таким несложным способом получают тротуарную плитку различной конфигурации, оттенков, размеров и толщины.
Плюсы и минусы плитки, полученной методом вибролитья
Главное преимущество технологического процесса — его простота и экономическая целесообразность производства продукта. Сама же тротуарная плитка полученная способом вибролитья в ряду подобных товаров на рынке материалов для дорожного покрытия имеет ряд преимуществ:
- Ассортимент определяется наличием разнообразных форм и добавками пигментов различных оттенков.
- Высокие прочностные характеристики и морозостойкость отливки за счет применения специальных добавок.
- Гладкая глянцевая поверхность отливки без шероховатостей и пор — такую плитку легко поддерживать в чистоте.
- Самая низкая себестоимость вибролитой плитки среди всех типов брусчатки.
- Несложная технология укладки и высокие показатели ремонтопригодности — в случае необходимости участок тротуара можно разобрать и затем уложить обратно.
Такое покрытие отлично подходит для обустройства пешеходных дорожек с умеренной нагрузкой в индивидуальном строительстве, для благоустройства придомовой территории, для решения задач ландшафтного дизайна.
- При ручном способе изготовления продукта существует риск «человеческого фактора» — вероятность ошибки в составлении смеси или иного нарушения технологии. Это может стать причиной появления дефектов, в том числе и скрытых, которые проявляются в течение эксплуатации.
- Ручное изготовление продукции означает производство небольших партий товара, чаще всего — на заказ.
- Красивая гладкая поверхность в сырую погоду или в осенне-зимний период становится скользкой и травмоопасной.
Все недостатки плитки кажутся не такими уж существенными на фоне преимуществ.
https://youtube.com/watch?v=Z700rHxvGlo
Как красиво уложить тротуарную плитку
В зависимости от того, будет это пешеходная дорожка на даче или парковка для машин, детская площадка или что-то другое, зависит вид брусчатки, ее размер, цвет, форма.
Брусчатка на проезжую часть должна быть толщиной 8-10 см. Для въезда автомобиля во двор частного дома достаточно 6см. Толщина пешеходной зоны-3-4см.
![]()
![]()
Если тротуар будут укладывать на даче или во дворе частного дома, то необходимо, чтобы она вписывалась в ландшафтный дизайн.
Выбирая виды тротуара, нужно познакомиться с их техническими характеристиками, качествами и свойствами. Нужно узнать, достаточно ли брусчатка прочна, чтобы выдержать вес автомобиля или она способна вынести лишь вес человека.
Технология подготовки основания и укладки плитки
Практичность и долговечность дорожек и других элементов мощения зависит не только от качеств финишного слоя, но и от соблюдения технологии подготовки основания и укладки плитки. На конструктив влияют несколько факторов: тип грунта, уровень грунтовых вод, предполагаемые нагрузки. Но если рассматривать стандартный «пирог», он включает следующие слои.
GroundworkturfУчастник FORUMHOUSE
… Давайте рассмотрим, чем обеспечивается прочность основания для укладки плитки/брусчатки.
- Геотекстиль нижним слоем отделяет грунт от отсыпки, препятствуя взаимопроникновению, и служит дополнительным армирующим слоем. Правильный геотекстиль обладает высоким коэффициентом фильтрации, что не дает воде скапливаться в основании.
- Следующим слоем идет песок/ПГС, роль которого в предохранении геотекстиля от механического повреждения острыми краями щебня, а также повышения уровня отсыпки до расчетного.
- Щебень фракции 20-40 слоем 10-15 см создает прочное основание за счет заклинивающего эффекта.
- Щебень мелкой фракции слоем 5 см для расклинцовки крупного щебня. В основании дорог/дорожек нормативно, так как нагрузки разнонаправленные.
- Песок, как выравнивающий финишный слой 2-3 см обязательно карьерный с разнофракционной примесью мелкого гравия. Сеянный/мытый песок не годится, особенно мелкий. Хорошим заменителем песка служит гранитный отсев.
Уточню, если в п. 3 слой щебня будет 20 см, то основание пригодно для проезда/парковки автотранспорта. При слое 25 см эксплуатационные нагрузки на уровне дорог 3 категории с долговременной эксплуатацией. Для садовых дорожек с малыми эксплуатационными нагрузками (исключительно пешеходными), пункт 4 можно исключить, заменив мелкий щебень отсевом или крупным карьерным песком с указанными выше характеристиками. При достаточном слое песка/отсева заклинивающий эффект будет достигнут.









![]()
Стоит дополнить, что в регионах с выраженным морозным пучением, для предотвращения деформационных явлений вместо геотекстиля на грунт укладывают плиты ЭППС.
Вибропрессованная тротуарная плитка укладывается на подготовленное основание по диагонали, в направлении «от себя», сухим методом, с последующей трамбовкой и засыпкой швов чистым просеянным песком. Определиться со способом (рисунком) укладки можно как самостоятельно, так и с помощью профессионалов.
![]()
Илья Леднев
Наша бесплатная услуга – фотоэскиз проекта мощения (нам присылают фото дома с территорией, мы делаем два варианта визуализации мощения).
В видео – инструкция по укладке тротуарной плитки.
https://youtube.com/watch?v=VEeqK6UpSdw
Итоги. Плюсы и минусы каждого типа плитки
Для того чтобы брусчатка прослужила долго без ремонта или замены, она должна иметь определенные прочностные качества. Стандартные требования к эксплуатационным характеристикам фигурных элементов мощения включают:
- прочность на сжатие — от 30 МПа на кв.см;
- низкая истираемость — до 0,7 г/кв.см;
- устойчивость к низким температурам — F200 (количество циклов заморозки/разморозки);
- низкое водопоглощение — не более 5 %.
Кроме технических требований, есть человеческий фактор. Обычно заказчика интересует невысокая цена покрытий. Если покупателю требуется плитка для оформления дома и участка, то он заинтересован в большом выборе форм, узоров и расцветок. Кроме того, не стоит забывать про удобство передвижения по тротуару или дорожке: сильно ли она станет скользить зимой. Волнует и вопрос ухода за изделием: насколько просто его почистить.
Предлагаем наглядно сравнить все достоинства и недостатки вибролитой и вибропрессованной плитки.
| Характеристики | Вибролитая плитка | Вибропрессованная брусчатка |
| Прочность на сжатие | М200-М300 | М300-М500 |
| Морозостойкость | F150-200 (на практике — F100) | F300 |
| Гидростойкость | W4 | W6 |
| Истираемость | высокая | низкая |
| Вероятность приобрести некачественный материал | средняя | низкая |
| Долговечность | до 10 лет | до 25 лет |
| Антискользящий эффект | нет | есть |
| Большая палитра расцветок и рисунков | да | нет |
| Стоимость | низкая | средняя |
| Простота в уходе | да | нет |



