
Что такое полипропиленовые трубы?
Прежде чем приступить к разбору технологии производства полипропиленовых труб, необходимо досконально изучить сам материал и особенности его использования. Большинство из нас привыкли все трубы называть «пластиковыми», но на деле, существует более 10 разновидностей материалов, из которых может состоять данное тело цилиндрической формы.
Полипропилен – синтетический полимер без цвета неполярного типа, располагающий терм пластичностью.
Если вы думаете, что данный материал используют только в производстве полипропиленовых труб, то глубоко ошибаетесь. Упаковки, мешки, стаканчики, технические элементы в аппаратуре – список можно продолжать и далее. С видами именно полипропиленовых труб можете ознакомиться более детально в таблице ниже.
Беря во внимание рынок России, полипропиленовые материалы стоят на втором месте по частоте применения в производстве. Первую позицию на протяжении долгих лет удерживает неизменный лидер полимеров – полиэтилен
![]()
Несмотря на широту применения, наибольшую популярность сырье приобрело в производстве именно полипропиленовых труб. Если спросить специалистов, то 80% респондентов ответит, что выбор подобного материала для большинства систем водоснабжения является приоритетным.
В чем преимущества полипропиленовых труб:
- температурная устойчивость в пределах 94-98 градусов Цельсия. Благодаря особым добавкам, некоторые полипропиленовые трубы могут кратковременно выдерживать температуры до 1150;
- химическое сопротивление большинству элементов, что встречаются сегодня в бытовой химии. Классические трубы из металла, под влиянием нынешних бытовых химикатов, очень быстро подвергаются коррозии и старению;
- полипропиленовые трубы не растрескиваются, что делает их одним из лидеров для использования в системах хозяйственной канализации;
- полипропиленовый материал не является проводником электричества, что снижает износ труб из-за электрохимической коррозии;
- защищенность от гидроабразивного износа;
- полипропиленовые трубы имеют высокий показатель гладкости, что сводит вероятность «зарастания» на нет;
- при ударном воздействии во время низких температур, полипропиленовые трубы качественно «держат удар» и сохраняют свою форму, что весьма пригодится при монтажных работах в неблагоприятных условиях.
При создании системы канализации, или какой-либо другой подобной конструкции, максимальной глубиной расположения полипропиленовых труб является 4-6 метров. При высокой плотности засыпки, даже самые прочные трубы могут не выдержать давления, потому, размещать их на глубине более 5 метров настоятельно не рекомендуется. Срок службы полипропиленовых труб довольно большой – до 50 лет, но на практике, данный материал может хорошо прослужить и все 60-70 лет.
Недостатки полипропиленовых труб:
- трубы плохо переносят резкие перепады температурного режима;
- хотя трубы и полипропилена и могут выдержать давление холода, при слишком длительном его воздействии, не исключены разрывы;
- при резком нагревании трубы на температуру свыше 80 градусов, имеется риск ее деформации;
- вероятность образования «грыж», при длительном использовании полипропиленовых труб.
Да, недостатки есть, но преимущества труб из полипропилена с лихвой перекрывают все негативные проявления, что могут возникнуть в процессе эксплуатации рассматриваемого материала.
Где могут пригодиться полипропиленовые трубы:
- хозяйственно-бытовая канализация, где температура для постоянного стока не более 78-82 градусов по Цельсию. Не исключено использование труб из пропилена и для стоков с температурным максимумом в 90-94 градуса, однако, длительность проходящего потока жидкости не должна превышать 60 секунд;
- в канализациях наружного типа. Жесткость труб должна соответствовать глубине, на которой те будут располагаться;
- для прокладки теплых полов;
- в качестве трубопровода для транспортировки агрессивных химических веществ в жидком, и газообразном состояниях. Условие использования – инертность элемента по отношению к полипропиленовым трубам;
- дренажные системы;
- системы полива и прочее.
Сами по себе, полипропиленовые трубы являются «чистым» продуктом производства. Молекулярная структура сополимера – составляющих полипропилена, не содержит веществ, способных негативно повлиять на природу. При утилизации труб из полипропилена, вред экологии окружения не производится вовсе.
Общие сведения
Основные производители полипропиленовых труб в России:
- ПАО «Уфаоргсинтез»;
- ООО «Ставролен»;
- ООО НПП «Нефтехимия»;
- ООО «Тобольск полимер»;
- ООО «Томскнефтехим».
Есть и другие предприятия, но они отличаются меньшими объемами производств.
![]()
Полипропиленовые трубы
На всех российских производствах применяется одинаковый метод. Полимеризация происходит с использованием катализаторов Циглера-Натта. Для отвода тепла используется внешний слой аппарата и охлажденная вода. Необходимость циркуляции и парообразования отпадает благодаря среде растворителя. Обычно это жидкостный углеводород – бензин или гептан.
Крупнейшие производители полипропилена, представленные на мировом рынке:
- LyondellBasel (Нидерланды). Доля на рынке 12%.
- Sinopec Group (Китай). В последнее время прибавила в производственных объемах и занимает 28% рынка.
- SABIC (Саудовская Аравия). Четвертая из крупнейших мировых компаний. Отличается широким ассортиментом предлагаемой продукции.
- PetroChina (Китай). Занимает 5% от объема всего рынка.
- Braskem (Бразилия). Имеет 36 заводов, разбросанных по многим странам, мощность производства достигает 545 тысяч тонн в год.
Положительные свойства изделий из полипропилена
Полипропилен – это экологичный, износостойкий, прочный материал. Его производство постоянно увеличивается. Разработка считается нетоксичной и более простой для утилизации. Полистирол и ПВХ оказываются ниже по индексу экологичности и их востребованность постепенно падает.
![]()
Кроме экологичности, этот чистый пластик имеет другие положительные качества, обусловленные физическими и химическими характеристиками.
К положительным физическим свойствам относят:
- Низкую плотность.
- Хорошую прочность. Нагрузка на полипропилен по всем экспериментам превосходит полиэтилен.
- Стойкость к отрицательным температурам. Полимер справляется с показателями -10°С и ниже.
- Жароустойчивость. Показатели плавления полимера 160-170°С.
- Стойкость к перепадам температур. Частый переход от отрицательных к плюсовым температурам и обратно не ухудшает свойства труб.
- Хорошие диэлектрические качества. Эти показатели обеспечивают хорошие возможности использования материала.
- Легкость обработки. Сварка, распил, сверление – это стандартные производственные составляющие.
![]()
Положительные химические качества:
Устойчивость к агрессивным химическим средам. Материал можно использовать в химической отрасли. Раскаленный металл, кислоты и испарения для полимера не препятствие. Это качество учтено в производстве вентиляций для вредных цехов.
Безопасность для внешней среды. Материал нетоксичен и безвреден как для природы, так и для живых организмов
Это свойство полимера важно в производстве емкостей для воды. Кроме жидкостей, в полимерную тару можно помещать продукты питания
Полипропилен – основа для строительства водоочистных сооружений.
Положительные физические и химические качества полипропиленов расширяют область его промышленного применения. При этом производство подобных изделий экономически выгодно.
Особенности производства
Производство полипропилена развито на территории всего мира. Процесс считается довольно выгодным. Это быстрое вложение для бизнеса. Чтобы начать деятельность в этой сфере, необходимо поставить линию, найти поставщиков исходного сырья, а затем и покупателей продукции.
Основа – бесцветный горючий газ без запаха. Его получают согласно существующим ГОСТам. Основное сырье поставляется в баллонах или цистернах. Каждая партия имеет свою сопроводительную документацию.
![]()
На производственной линии используется метод полимеризации. Этапы создания полипропилена можно представить следующим списком:
- смешивание катализаторного комплекса;
- полимеризация сырья;
- удаление непрореагировавшего пропилена (используется метод сдувки);
- разложение катализаторного комплекса;
- промывка полученного продукта и удаление растворителя методом отжима;
- сушка и завершающая обработка;
- регенерация растворителей, пропилена.
Проблемы развития отрасли
Выпуск строительных материалов производится практически в каждой стране. Поэтому неудивительно, что производство труб из полипропилена отлично налажено в России. Но проблема состоит в том, что отечественные инвесторы не желают вкладывать много денег в закупку современного оборудования. Поэтому большинство предприятий работают по устаревшим технологиям, которые уже не актуальны в наши дни.
Нежелание единоразовых капитальных затрат приводит к недополучению прибыли в будущем. Полипропиленовые трубы российского производства не могут на равных конкурировать с зарубежными аналогами. Внешне они ничем не отличаются, но на практике хуже переносят износ, менее долговечным и часто содержат бракованные участки, которые могут стать причиной порыва.
![]()
Поэтому многие граждане предпочитают покупать более дорогую, но надежную европейскую продукцию. Отличным соотношением цена/качество обладают полипропиленовые трубы производства Турции. Эта страна является одним из крупнейших экспортеров строительных материалов в страны восточной Европы. Высокий спрос обеспечивается благодаря широкому ассортименту выбора и оптимальным ценам.
Так что нужно в своей работе всегда ровняться на лучших, чтобы стремится к идеалу. И если открыть в Российской Федерации завод по производству полипропиленовых труб, который будет работать по зарубежному образцу, его продукция легко сможет обеспечить себе ведущие позиции в отрасли. Более привлекательная цена по сравнению с импортом обеспечится меньшими затратами на доставку и отсутствием таможенным пошлин. При этом окупаемость оборудования наступит уже через год-полтора.
Выбор сырья
При выборе сырья останавливают выбор на гранулированном полимере, но при этом нужно внимательно смотреть на срок его годности.
А полипропилен и полиэтилен этими показателями практически не ограничивают, что делает его более удобным для использования.
![]()
С экономичной точки зрения выгодный сополимер и ПНД.
Процесс изготовления
Главное оборудование, которое занимается обработкой сырья и превращает его в полипропиленовую трубу или фитинг, называется экструдер. А непосредственно само изготовление проходит в такой последовательности:
- Сырье для изготовления труб и фитингов подают в специальную камеру. Он является мелкими гранулами или идет в форме стружки. Также часто берут в работу вторичный сырьевой материал, прошедший предварительную обработку (измельчение). Вторичное сырье смешивают с основным.
- Используя электрический или газовый нагрев, засыпанную массу расплавляют. Показатели температуры при этом составляют от 230 до 250 градусов. Но он при этом не превращается в жидкость, а только становиться тягучим. Чтобы эта тягучая разогретая масса не приставала к стенкам аппарата, их покрывают тефлоном.
- Далее экструдер из густой смеси выдавливает заготовки по выставленному размеру. Обычно длина заготовки равняется двум с половиной метров. Все эти действия оборудование выполняет очень оперативно и абсолютно в автономном режиме. Человеческое вмешательство требуется только для установки нужных параметров для работы. Самое хорошее оборудование для производства полипропиленовых труб и фитингов способно выпускать до 200 кг изделий за час работы.
- Дальнейший этап это охлаждение заготовок. Для этого их укладывают в емкость для охлаждения. Процесс остывания происходит за пару минут. Затем он превосходно держит заданные габариты. В емкости для охлаждения пластик поддается процессу формирования, в ходе процесса материал основательно округляется и набирает нужных форм.
- По окончании технологического процесса производства, на изделия наносится маркировка, которая отображает параметры эксплуатации изделий, здесь проставляют номер партии и дату производства изделия. Затем заготовки расфасовывают, упаковывают и направляют в складские помещения или к потребителям.
Видео
Экструзионная линия для производства труб, шлангов и др. изделий из ПВХ и ПВД
![]() Watch this video on YouTube
Watch this video on YouTube
Кроме основных изделий (труб), нужно производить комплектующие детали. Зачастую их производят на тех предприятиях, что и трубы.








Только для производства полипропиленовых фитингов приходится ставить дополнительное оборудование (станок).
Главные проблемы и трудности производства
Выпускают строительные материалы почти все страны мира. Это относиться и к полипропиленовым трубам и другой пластиковой продукции, изготовление которых превосходно наладили в России.
Основная проблема отрасли кроется в том, что отечественные инвесторы не очень активно финансируют приобретение нового современного оборудования.
Многим предприятиям приходиться действовать старым технологиям, которые теряют свою актуальность на данный момент.
Единоразовые капитальные затраты могли бы стать залогом получения высокой прибыли в будущем. Но, этого не делают. Поэтому отечественные трубопрокатные материалы не могут создать достойную конкуренцию зарубежным аналогам.
Внешних отличий, если сравнить наши и зарубежные полипропиленовые изделия, нет. Но, практическое использование показывает разные результаты.
Видео
Линия по производству полипропиленовых труб, Оборудование из Китая, станки из Китая
![]() Watch this video on YouTube
Watch this video on YouTube
Отечественные заготовки не так переносят износ, не такие долговечные, и частенько имеют сюрпризы в виде брака, которые становятся причиной прорыва.
По выше изложенным причинам потребители чаще отдают предпочтение более дорогой, но качественной продукции немецких, чешских и турецких производителей.
Видео
Оборудование для производства полиэтиленовых труб
![]() Watch this video on YouTube
Watch this video on YouTube
И в конце нужно добавить, что изготовление полипропиленовых труб превратили в автоматизированное производство, которое не требует огромных энергетических и трудовых затрат. Также это производство почти не имеет отходов и не приносит вред окружающей экологии.
Помещение
Производственный цех должен быть размещен на относительно удаленном расстоянии от жилого комплекса. И хотя технологический процесс не приводит к выделению в окружающую среду большого количества токсичных веществ, пропилен, использующихся в производстве, является воспламеняющимся газом, за счет чего предприятия по его переработке относят к категории опасных (Приложение 1 ФЗ-116 от 01.07.1997).
Для человека пропилен малоопасный (4 класс опасности). В воздухе рабочей зоны допускается его предельная концентрация, составляющая 100 мг/м. В нормальном состоянии газ не вступает в реакцию с водой и не образует токсические соединения в воздушной среде.
В производственных условиях необходимо соблюдать определенные меры безопасности:
- герметизация оборудования;
- отсутствие открытого огня;
- отсутствие источников образования искр;
- приточно-вытяжная вентиляция.
Электрическое оборудование и освещение должны находиться во взрывобезопасном исполнении. Трубопроводы и устройства заземлены.
Действия с пропиленом осуществляются с соблюдением санитарных норм, правил по технике безопасности, согласно требованиям, предъявленным к работе с горючими сжиженными газами и сосудами под давлением.
Готовый продукт при комнатной температуре не выделяет токсинов в окружающую среду, не вызывает отрицательных эффектов при контакте с кожей человека. Мелкая пыль при попадании в легкие в процессе дыхания может способствовать незначительным фиброзным изменениям, характеризующимся вялым течением.
Рабочие места организованы в соответствии с ГОСТ 12.2.003-91, 12.2.061-81. Относительная влажность помещения не менее 50%.
Площадь предприятия составляет около 450 м2. Большая часть ― производственный цех. Другие рабочие зоны: офисы, склады под сырье и готовую продукцию, служебные комнаты с санузлом.
https://youtube.com/watch?v=pLcEyKmIYJQ
https://youtube.com/watch?v=VuP34JS08Hw
https://youtube.com/watch?v=CHivlQ41QxM
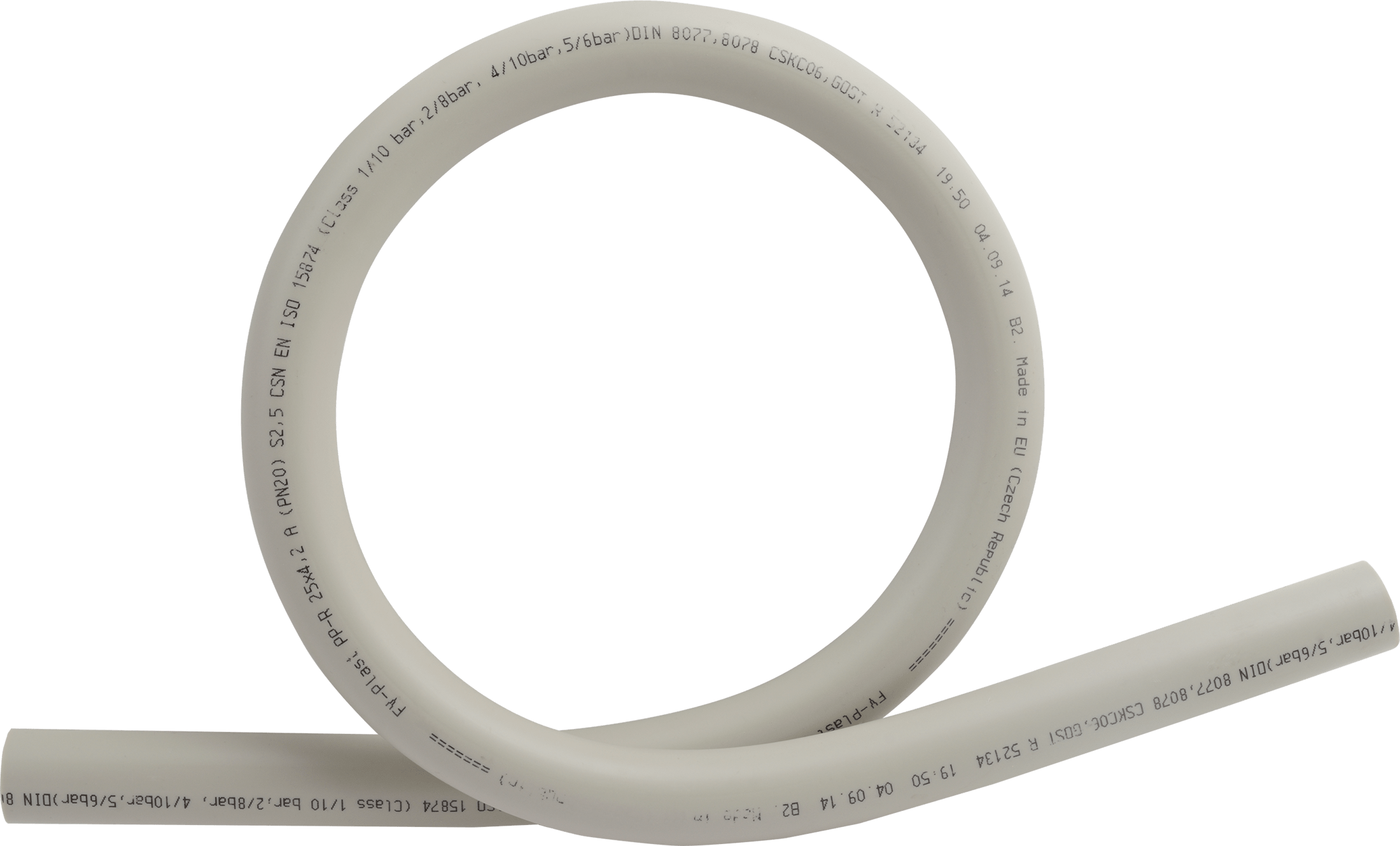
Правила транспортировки и хранения
При транспортировке и хранении труб ПВХ необходимо соблюдать определенные правила:
- Они не должны подвергаться большим перепадам температуры и действию конденсата. Допустимо хранение в пределах -30…+50 °С.
- Из-за негативного воздействия ультрафиолетовых лучей нежелательно хранение без упаковки в не защищенных от воздействия солнца местах.
- Обязательно наличие предохранительных заглушек на концах труб.
- Перевозить изделия из ПВХ обязательно в строгом соответствии инструкциям по транспортировке подобных грузов. Если нет заводской упаковки, необходимо подкладывать деревянные прокладки до одного метра.
- Недопустим контакт поверхностей изделий с металлическими предметами, это может значительно снизить их износостойкость из-за возможных мелких повреждений.
![]()
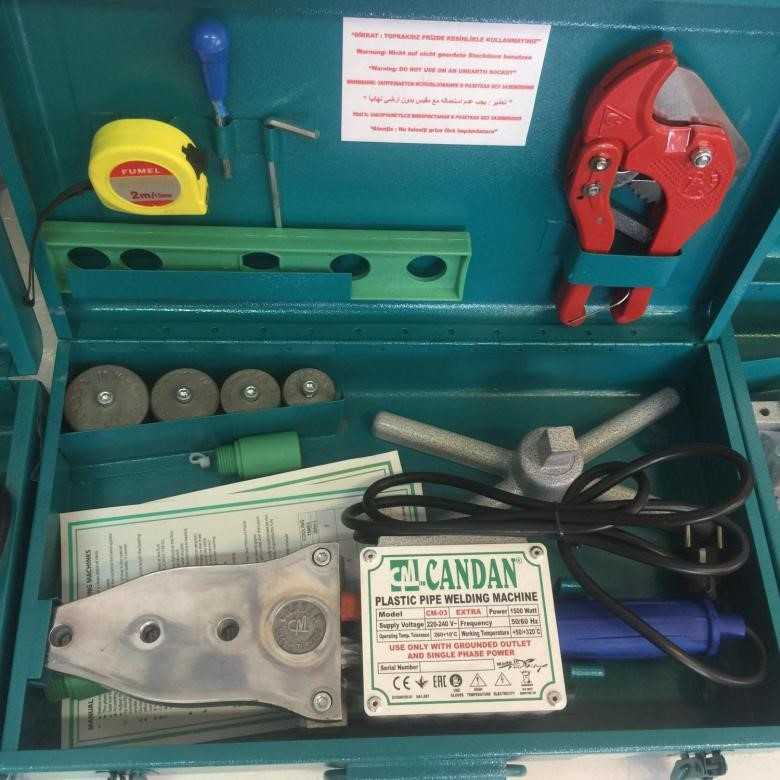
Оборудование для производства
![]()
Процесс производства
Линия по производству пластиковых труб с полным циклом наряду с экструдером включает в себя следующее оборудование:
- Система подачи сырья;
- Машина для нарезания труб;
- Ванны для калибровки и охлаждения;
- Тянущее устройство;
- Смеситель;
- Лента-транспортер;
- Формовщик вакуумный;
- Накопитель, выполняющий укладку труб.
В качестве сырья приобретают полимеры гранулированные, обращая особое внимание на качество и срок годности сырья. Полипропилен и полиэтилен обладают практически не ограниченным сроком годности, что делает их наиболее выгодным материалом
Достаточно выгодным является также сополимер полипропилена, стоимость которого за килограмм составляет в районе 50-70 р. Довольно часто применяется также ПНД обладающий еще более низкой ценой от 32 р./кг.
Технология производства
Производство труб
Как уже было сказано выше, линия по производству труб пластиковых работает по методу экструзии. Данный процесс является закрытым непрерывным циклом, который мы рассмотрим подробнее на примере изготовления труб из полиэтилена.
Сырьем для производства полиэтиленовых водопроводных труб служит полиэтилен гранулированный марок ПЭ-80 и ПЭ-100, наполняемый на заводе-изготовителе специальными добавками, значительно улучшающими технические и эксплуатационные характеристики материала.
Двухшнековый экструдер
Непосредственно изготовление пластиковых труб включает в себя следующие этапы:
- Автоматическая подача гранул полиэтилена в размещенный над материальным цилиндром загрузочный бункер станка-экструдера.
- Оттуда гранулы перемещаются в материальный цилиндр, в котором они расплавляются.
- При помощи шнека гранулы перемещаются в экструзионную трубную головку, выполняющую формование заготовки трубы.
- Материальный цилиндр обогревается при помощи кольцевых нагревателей, установленных на внешней поверхности цилиндра.
- При прохождении через экструзионную трубную головку расплавленный полиэтилен формуется в заготовку трубы.
- Далее вакуумный калибратор выполняет калибровку заготовки по ее внешнему диаметру, регулирование толщины стенки трубы выполняется за счет изменения скорости работы тянущего устройства.
- Далее заготовка трубы проходит через несколько расположенных последовательно охлаждающих ванн и охлаждается окончательно.
- После тянущего расположено отрезное устройство, отрезающего нужную длину трубы, контролируемую счетчиком метража.
- Далее в соответствии с заказом трубу либо сматывают бухтами, либо поставляют отрезками.
Контроль качества
![]()
Оборудование, необходимое для производства
После изготовления требуемого в соответствии с заказом метража полиэтиленовой трубы ее передают в ОТК для проверки контролером отдела технического контроля геометрических размеров произведенных труб, включающих в себя следующие параметры:
- Внешний диаметр трубы;
- Толщину стенки;
- Длину отрезков трубы;
- Овальность трубы.
Представители лаборатории, руководствуясь требованиями нормативных документов, отбирают из каждой партии изготовленных труб контрольные образцы для проведения контрольных испытаний продукции в специальной испытательной лаборатории. В случае соответствия норме всех контролируемых параметров для данной партии труб выписывают документ, подтверждающий качество и отправляют трубы потребителю.
Подводя итог, хочется добавить, что технологический процесс производства пластиковых труб является автоматизированным и оптимизированным, и не требует больших затрат энергии и трудовых ресурсов. Кроме того, такое производство является практически безотходным и экологически чистым, а также достаточно компактным – площадь одной линии производства составляет не более 100 м2.
Концепция бизнеса
Непосредственно для производства потребуются:
- полимеры высокого и низкого давления;
- полибутен;
- поливинилхлорид;
- полипропилен.
Сам процесс изготовления — экологически чистый, базирующийся на экструзии (выдавливании при помощи станка труб из пластика). Оборудование для производства может быть трех видов:
- бесшнековое;
- шнековое;
- комбинированное.
У первых производство основано на работе специального диска. Обычно используются при изготовлении труб из смешанного сырья. Шнековые станки работают по принципу мясорубки либо соковыжималки. Комбинированные совмещают в себе функции первых и вторых. Чаще всего используются именно шнековые станки.








Производство происходит простым образом:
- Гранулы полимеров помещают в специальную емкость.
- Образовавшаяся масса выдавливается в станок, на этом же этапе определяется форма трубы.
- После прохождения формовки заготовка выдавливается в емкость для охлаждения, в которой при помощи давления она окончательно принимает нужную форму.
- Последний этап — нарезка трубы на стандартные размеры.
![]()
Важный момент: для запуска необходимо получить “добро” от таких государственных органов как:
- пожарная инспекция;
- газовая контора;
- Госнадзорохрантруд;
- санэпидстанци.
Лучшие полипропиленовые трубы для водопровода
Производители, выпускающие полипропиленовые трубы для водопровода, используют полимеры с минимальной эмиссией органических веществ. Это обеспечивает отсутствие неприятного запаха у питьевой воды. Изделия при небольшом весе отличаются наличием толстых стенок. Это гарантирует акустический комфорт при эксплуатации водопровода.
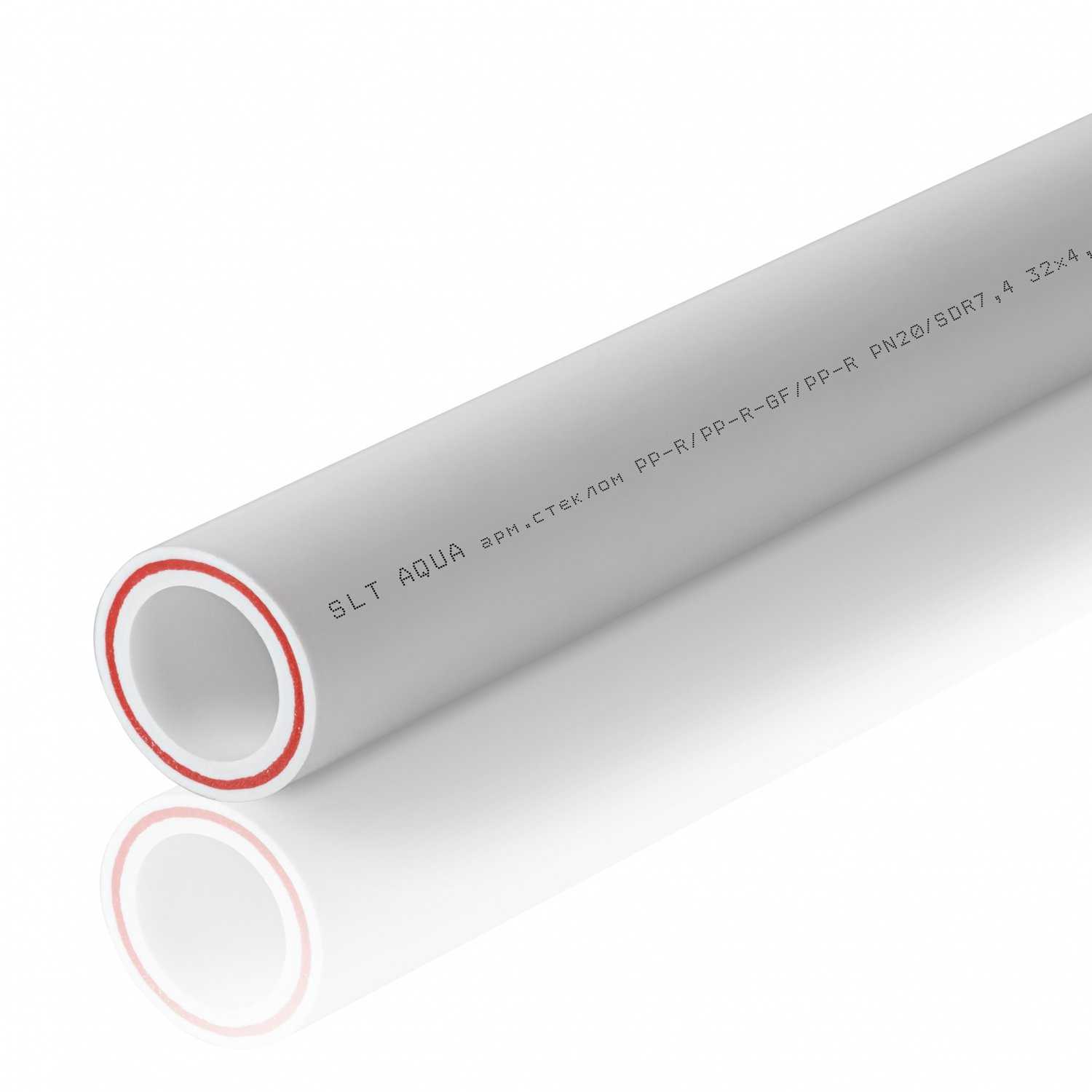
Berke SDR7.4 PN-20
Турецкий бренд Berke выпускает продукцию на производственных мощностях компании Kaldi, расположенных в России. При производстве используется сополимеры третьего типа и PP-R 100. Это позволяет применять SDR7.4 при прокладке водопроводов с питьевой и технической водой.
Армирование стекловолокном обеспечивает минимальное линейное расширение, которое в 4 раза меньше, чем у аналогов конкурирующих фирм. Рекомендуется для монтажа систем с давлением до 20 PN.
Поставляется штангами длиной 4 м, что делает удобной транспортировку легковым и малотонажным грузовым автотранспортом.
Достоинства:
- Срок службы превышает 50 лет;
- Высокие прочностные характеристики;
- Возможность уменьшения количества опор при монтаже;
- Низкая цена.
Недостатки:
Упрощенный дизайн.
При небольшой толщине стенок, изделия имеют высокие прочностные характеристики, что увеличивает пропускную способность водопровода.
Pro Aqua Rubis SDR6 20
Производится российской компанией из отечественного сырья. Армируется композитным материалом на основе стекловолокна. В меньшей степени подвергается температурной деформации, что упрощает эксплуатацию водопроводов и увеличивает срок службы.
Задействована технология многослойной экструзии, которая позволяет стабилизировать линейные размеры. Показатели линейного температурного расширения на 75% меньше, чем у аналогов без системы армирования. Применяется при монтаже трубопроводов с холодной и горячей водой. Разрешенная температура теплоносителя – до 95ºС.
Достоинства:
- Высокая прочность;
- Простой монтаж;
- Рабочее давление до 20PN;
- Гладкая поверхность позитивно влияет на пропускную способность;
- Низкая цена.
Недостатки:
Отсутствие продольных линий на поверхности затрудняет центровку.
Valfex Aluminium, SDR 6 PN25
Продукция российской компании, предназначенная для хозяйственно-питьевого водоснабжения. На рынке присутствует с 2005 года. Внешний и внутренний слой линейки Aluminium изготовлены из PPR сополимера. Армирование – алюминиевой фольгой, разработанной специалистами Valfex. При изготовлении используется метод шнековой экструзии, который обеспечивает стабильную структуру полимера.
Монтаж производится по технологии раструбной полифузионной сварки. Рабочее давление может достигать 25PN. Рекомендуемая температура – 80 ºС, допускаются пиковые значения в 90 ºС. Толщина полимера 4,2 мм обеспечивает высокую степень акустического комфорта.
Достоинства:
- Низкое линейное расширение;
- Производитель дает гарантию 10 лет;
- Удобная форма поставки – прутья длиной 2 и 4 метра;
- Широкий ассортимент фитингов.
Недостатки:
Запах во время монтажа.
Banninger G8200FW032
Немецкие водонапорные трубы, изготовленные из PP-R сополимера с высокими показателями тепловой стабилизации. Имеют повышенную жесткость при транспортировке теплоносителя, нагретого до высоких температур, могут использоваться для горячего водоснабжения.
Армированы стекловолокном, что гарантирует низкое температурное расширение. Рекомендуемое рабочее давление 20PN. Толщина полимера 3,6 мм обеспечивает низкий уровень шума при работе водопровода. В каталоге производителя – полный спектр фитингов для прокладки горячего и холодного водоснабжения в частных домах, на объектах торговой и коммерческой недвижимости.
Достоинства:
- Хорошая устойчивость к химическому воздействию;
- Долговечность;
- Огнестойкость.
Недостатки:
- Завышенная цена;
- Зеленый цвет.
Завод труб ПНД.
![]()
Наш завод труб ПНД предлагает свою продукцию для покупателей со всех регионов России. В основу производственного процесса положен комплексный подход, который выражен в четком, структурном разделении технологических операций на каждой отдельной стадии обработки вторичного сырья и производства труб. Последовательное выполнение производственных этапов позволяет систематизировать контроль качества и соблюдение требуемых норм при изготовлении технической продукции.
С целью повышения показателей качества основные производственные линии завода подверглись полной модернизации. Современное оборудование заметно уменьшило потери энергоресурсов и траты расходных материалов, что положительно сказалось не только на качественных показателях изделий, но и послужило фактором, позволяющим существенно снизить итоговую стоимость продукции.
Основные характеристики труб из поливинилхлорида
Существует много видов труб ПВХ. Их классифицируют по различным признакам. Чтобы понять, для каких целей предназначен образец и какими качествами он обладает, нужно вначале ознакомиться с маркировкой. Цифро-буквенный код содержит:
- ГОСТ, которому соответствует товар.
- Тип материала ПВХ.
- Назначение изделия.
- Тип раструба.
- Толщина стенки.
- Наружный диаметр.
По характеристикам рабочей среды трубы из ПВХ могут быть напорные, безнапорные и для работы в разреженных средах. Безнапорные предназначены для рабочего давления меньше 1 бар. Напорные виды предназначены для транспортировки сред с рабочим давлением более 1 бар. Они различаются по нескольким критериям, например прочности:
- Легкие (маркируются литерой L).
- Лредние (маркируются N).
- Ляжелые (маркируются S).
Эта характеристика учитывается при расчете подземной прокладки трубопроводов из поливинилхлорида. Чем глубже нужно проложить трубопровод, тем выше должна быть прочность материалов.
![]()
Поливинилхлорид — диэлектрик, и это его дополнительное преимущество, позволяющее избежать разрушительного эффекта блуждающих токов, от чего страдают их металлические аналоги. Благодаря этим свойствам ПВХ трубы применяют в диэлектрических кабельных системах (ДКС).
Низкая шероховатость внутренней поверхности способствует тому, что изделие не заиливается, на стенках не собираются загрязнения, а внутреннее сечение из-за этого не уменьшается. Осадок не только негативно сказывается на качестве транспортируемой жидкости, но еще и увеличивают энергозатраты на перекачку, поэтому гладкость стенок изнутри — весомое преимущество.
Сферы применения, преимущества и недостатки ПВХ труб
У ПВХ есть ряд специфических преимуществ. Благодаря им трубу из этого материала выгодно применять для прокладки внутренних и наружных систем канализации, дренажных систем. В оболочку из труб ПВХ помещают линии электрических кабелей, проводов интернет- и телефонных линий.
Благодаря устойчивости к коррозии ПВХ трубы нашли применение и в качестве обсадных для укрепления стенок скважин. Для трубопроводов водоснабжения, работающих под давлением, применяются модели из непластифицированного поливинилхлорида (НПВХ).
![]()
Преимуществами применения ПВХ в трубопроводах можно назвать:
- Простота монтажа.
- Легкий вес.
- Экологичность.
- Низкая шероховатость.
- Инертность к химическим веществам.
- Коррозионная устойчивость.
- Диэлектрические свойства.
Есть и недостатки. Например, трубы ПВХ очень чутко реагируют на повышенные температурные нагрузки. Максимальная рекомендуемая температура рабочей среды не должна превышать +65 °С. При снижении температуры материал становится непластичным. Мелкие механические повреждения сильно влияют на прочность изделий.







Что такое полипропиленовые трубы
Прежде чем переходить к рейтингу полипропиленовых труб по производителю, необходимо сказать пару слов о самом изделии и дать общее представление о его типах. Итак, ПП трубы бывают собственно двух видов:
- Чистый полипропилен.
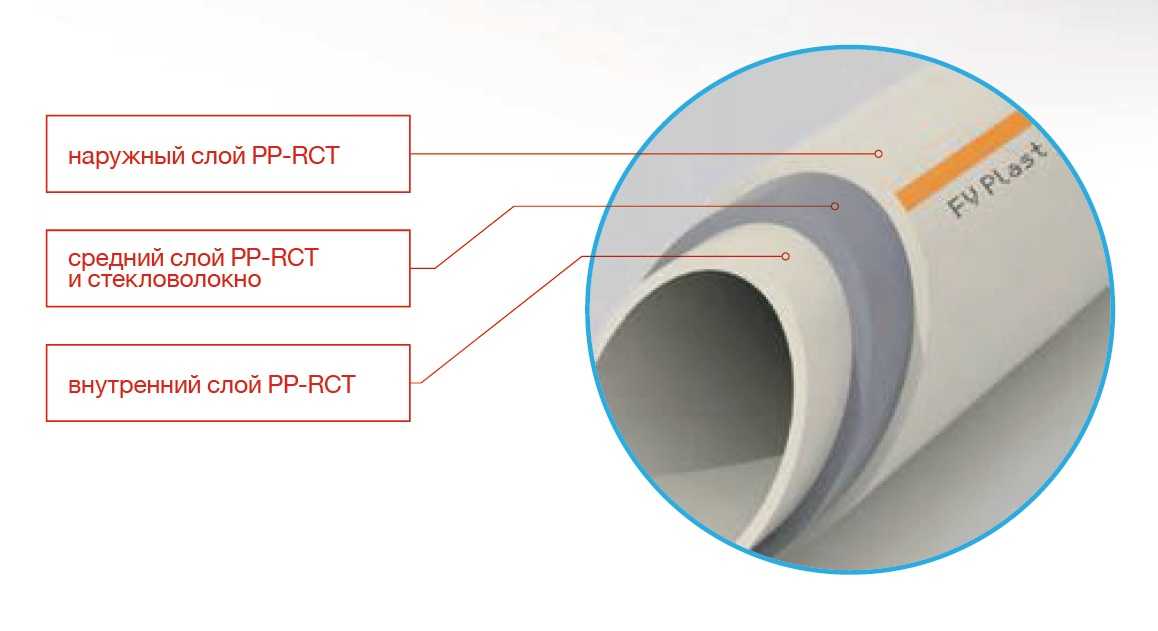
- С армированием, то есть внутри есть какой-то укрепляющий материал:
- сплошная алюминиевая пленка;
- алюминиевая пленка с перфорацией;
- стекловолокно.
Армируют полипропилен, в основном, чтобы уйти от главного недостатка этого материала — теплового расширения и связанных с ним деформаций. Сфера применения всех типов довольно обширна:
- водоснабжение и водоотведение;
- канализация;
- системы отопления.
Однозначно сказать, какие полипропиленовые трубы лучше, производители не могут — всё зависит от того, для чего именно приобретается изделие.
Следует сказать несколько слов и о технических характеристиках. Информация о максимальном давлении означает, что полимерное изделие выдержит такое давление при температуре перекачиваемой жидкости не выше 20 0C. Соответственно, чем горячее будет вода в трубе, тем меньшее давление на свои стенки оно будет способно выдержать.
Технология производства полипропиленовых труб
Прежде всего, нужно сказать, что полипропилен – это синтетический материал, полученный, в процессе полимеризации пропилена с этиленом, при этом выдерживаются их конкретные соотношения. Технология производства полипропиленовых труб рассчитана на большую область их применения для систем отопления и водоснабжения внутри различных сооружений и зданий.
Процесс изготовления труб
1. Процесс изготовления труб начинается с засыпания гранулированного сырья в специальный бункер. Тут материал начинает расплавляться. Все цилиндрическое устройство разделено на секторы. В каждом секторе выставлена строго регулируемая температура. Шнек устройства постоянно находится во вращении и гранулы сырья перемешиваются, и затем начинается их расплавление. На выходе из устройства под высоким давлением при помощи специальных форм образовывается полипропиленовая труба.
2. Образование формы трубы происходит в экструзионной головке. Тут установлены формы, которые ограничивают наружный и внутренний диаметр изделия. Головка прикреплена к цилиндру бункера фланцем.
3. Процесс производства полипропилена автоматический с момента засыпки гранул в бункер и до выхода готовой продукции. Все оборудование для производства полипропиленовых труб экструзионной линии управляемо из одного командного блока. Достаточно загрузить нужную программу нагрева материала, порядок его передачи от одного механизма другому и линия по производству полипропиленовых труб начинает свою работу в автоматическом режиме.
4. Вакуумный калибратор отвечает за точность выполнения заданных параметров. Труба заходит в устройство, по наружному диаметру фиксируется и с двух сторон запирается в вакуумном калибраторе. Затем под напором из форсунок в калибратор поступает холодная вода, и материал окончательно охлаждается и затвердевает. Кроме ванны для охлаждения калибровка труб выполняется посредством тянущего устройства. Вытягиванием детали контролируется ее внутренний диаметр.
Окончательный процесс в производстве труб
Также читайте: Какой диаметр полипропиленовых труб
Полный процесс изготовления под собой подразумевает получение трубы товарного вида. Труба должна иметь все требуемые от нее геометрические размеры и технические показатели. Резка труб выполняется специальным отрезным устройством. Это пила дискового или же гильотинного типа. На какой пиле будут отрезать трубу, все зависит от диаметра изделия. Такое оборудование может работать и в ручном режиме, при этом резка начинается в том случае, если включают выключатель, который установлен на штабелере. В автоматическом режиме оборудование работает тогда, когда режимы резки задаются от пульта управления. Отрезанные трубы заданной длины штабелер сбрасывает на специальный стеллаж. Там их сортируют и упаковывают. Метод нарезки труб при помощи дисковой пилы считается лучшим, так как торец трубы получается более качественным. При нарезке пилой гильотинной конец изделия становится слегка приплюснутый. Если производят армированные трубы, то проводят операции по армированию наружного или же внутреннего диаметра трубы. Это выполняется при помощи алюминиевой фольги с толщиной 0,15 мм и адгезионного специального слоя, который отвечает за крепление к полипропилену защитного металлического слоя.
Материалы для изготовления полипропиленовых труб:
— рандом-сополимер полипропилен. Собой представляет сопомилеризацию пропилена с этиленом в установленных пропорциях. Из него изготавливают трубы для водоснабжения. Печально, что хорошего компромиссного варианта материалу этого типа, выпускаемого зарубежными производителями, на наших рынках пока нет, и предвидится, наверное, не скоро;
— гомополимер полипропилен. В большей степени применяется для изготовления канализационных труб и фитингов. Этот материал хрупкий и при температуре ниже нуля трубы не устанавливаются, поэтому такие полипропиленовые трубы подходят лишь для внутренней канализации. Подобные модели труб тонкостенные, толщина стенок будет не больше 2,0 мм.



