
Способы изготовления брикетов
Станок, используемый для брикетирования опилок, должен спрессовать заложенное сырье с огромным усилием. Только в этом случае выделится лигнин и свяжет отдельные частицы. Процесс сопровождается повышением температуры сдавливаемого вещества. Поэтому опилки и связующее вещество спекаются.
Сырье
Кроме опилок для изготовления евродров подходит стружка, более крупные отходы деревообработки, аграрные отходы, способные гореть. Приступать к изготовлению топливных брикетов нужно после подготовки сырья: измельчения крупных фракций, сушки до влажности в 8-10%.
Брикетирование
Следующий этап производства – брикетирование – прессование опилок давлением до получения компактного изделия требуемой формы. Способ брикетирования определяет применяемое на данном этапе оборудование – гидравлический пресс или шнековое устройство.
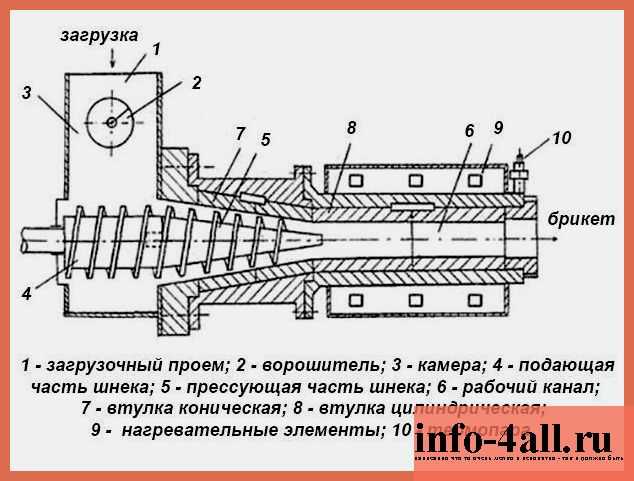
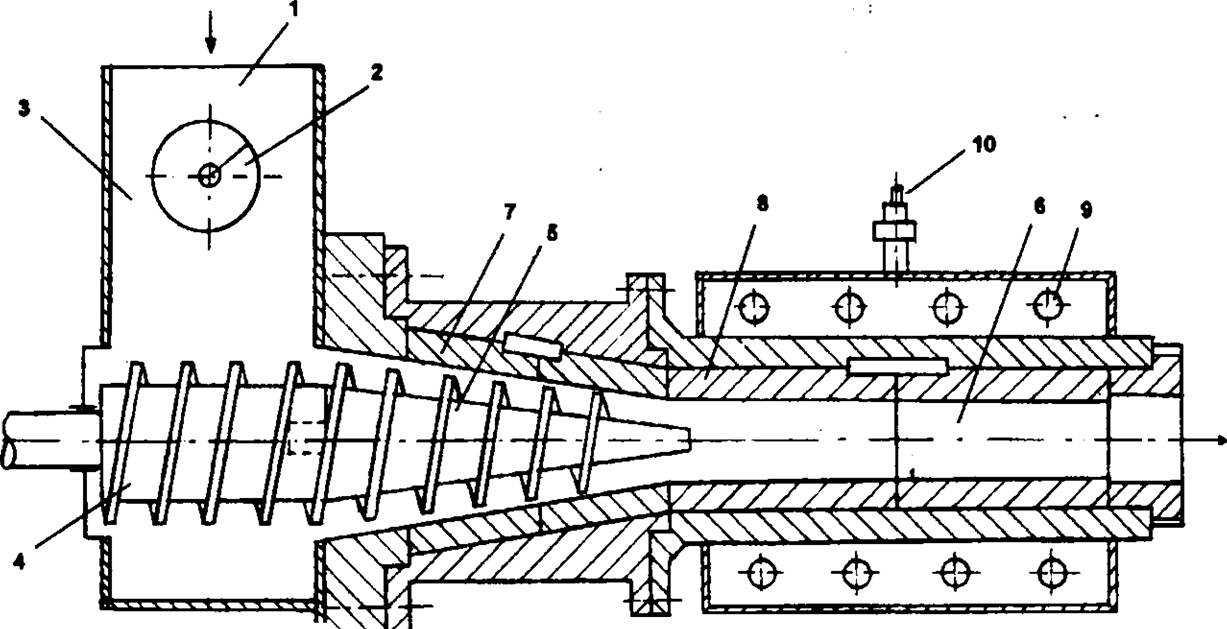
Сжимающее усилие пресса достигает 300-650 атмосфер и принцип его работы интуитивно понятен. Работа шнекового оборудования заключается в постепенном проталкивании сырья в сужающийся конический канал. При этом в рабочей части канала (с минимальным поперечным сечением) создается давление до 1000 атм. На выходе спрессованный монолит режется в размер.
Ручной гидравлический пресс
Шнековый пресс
Производство топливных брикетов
В домашних условиях изготовление брикетов из опилок осуществляется по таким же технологиям, как и в условиях производственного предприятия, поэтому прежде чем приступать к созданию самодельного оборудования для решения такой задачи, необходимо вникнуть во все технологические нюансы производства данного топлива.
![]()
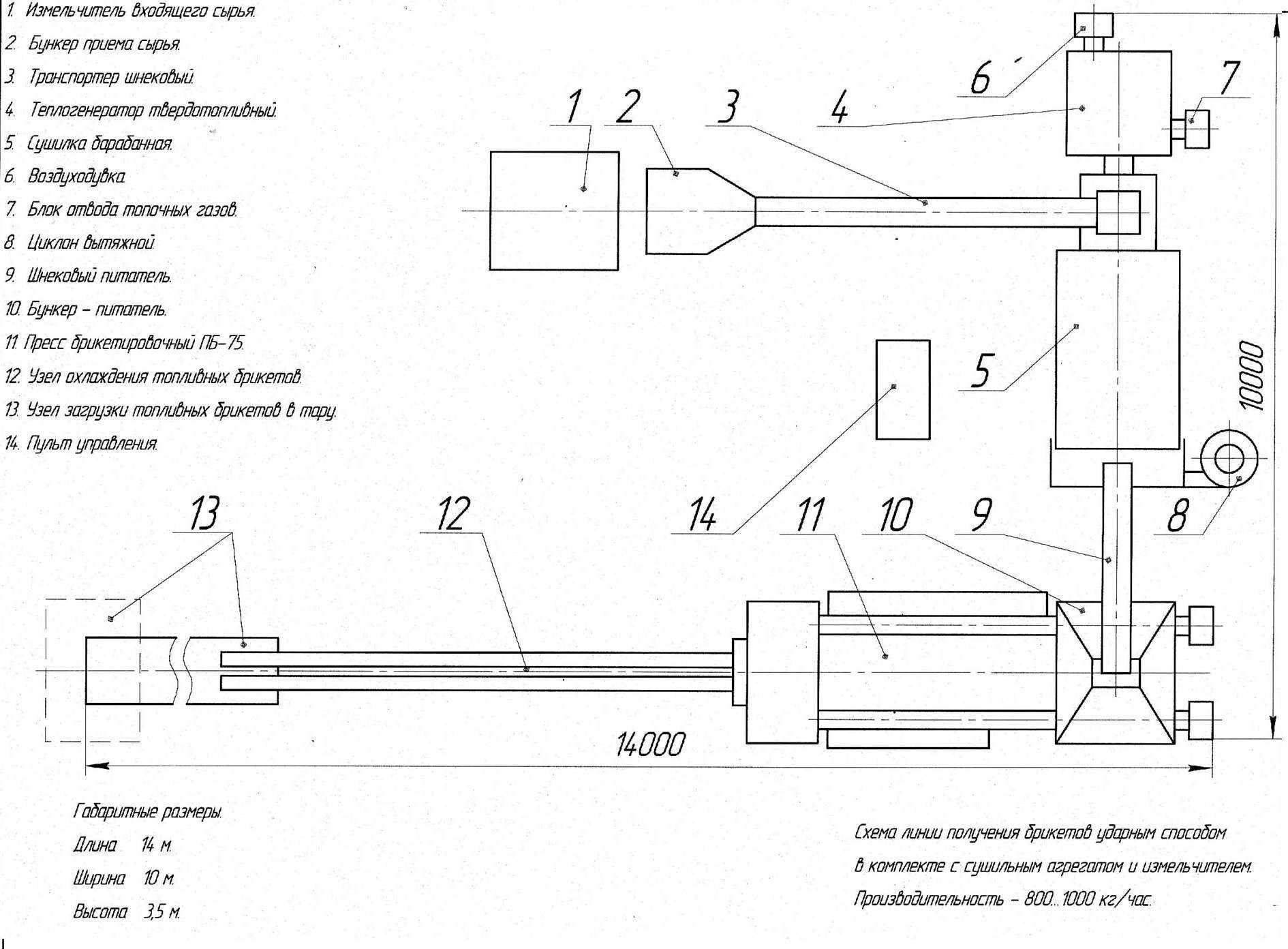
Технологическая схема производства топливных брикетов в промышленных условиях
Процесс производства брикетов для отопления начинается с измельчения исходного сырья, в качестве которого, как уже говорилось выше, могут быть использованы древесные опилки, стружка, а также отходы переработки сельскохозяйственных культур: шелуха пшеницы, гречихи, риса и подсолнечная лузга. После измельчения сырье для топливных брикетов тщательно просушивается до уровня влажности, составляющей порядка 10 %.
Формирование из исходного сырья плотного брикета может быть осуществлено по одной из двух технологических схем. Для реализации каждой из них требуется соответствующее оборудование, а именно:
- пресс брикетировочный;
- пресс-экструдер.
![]()
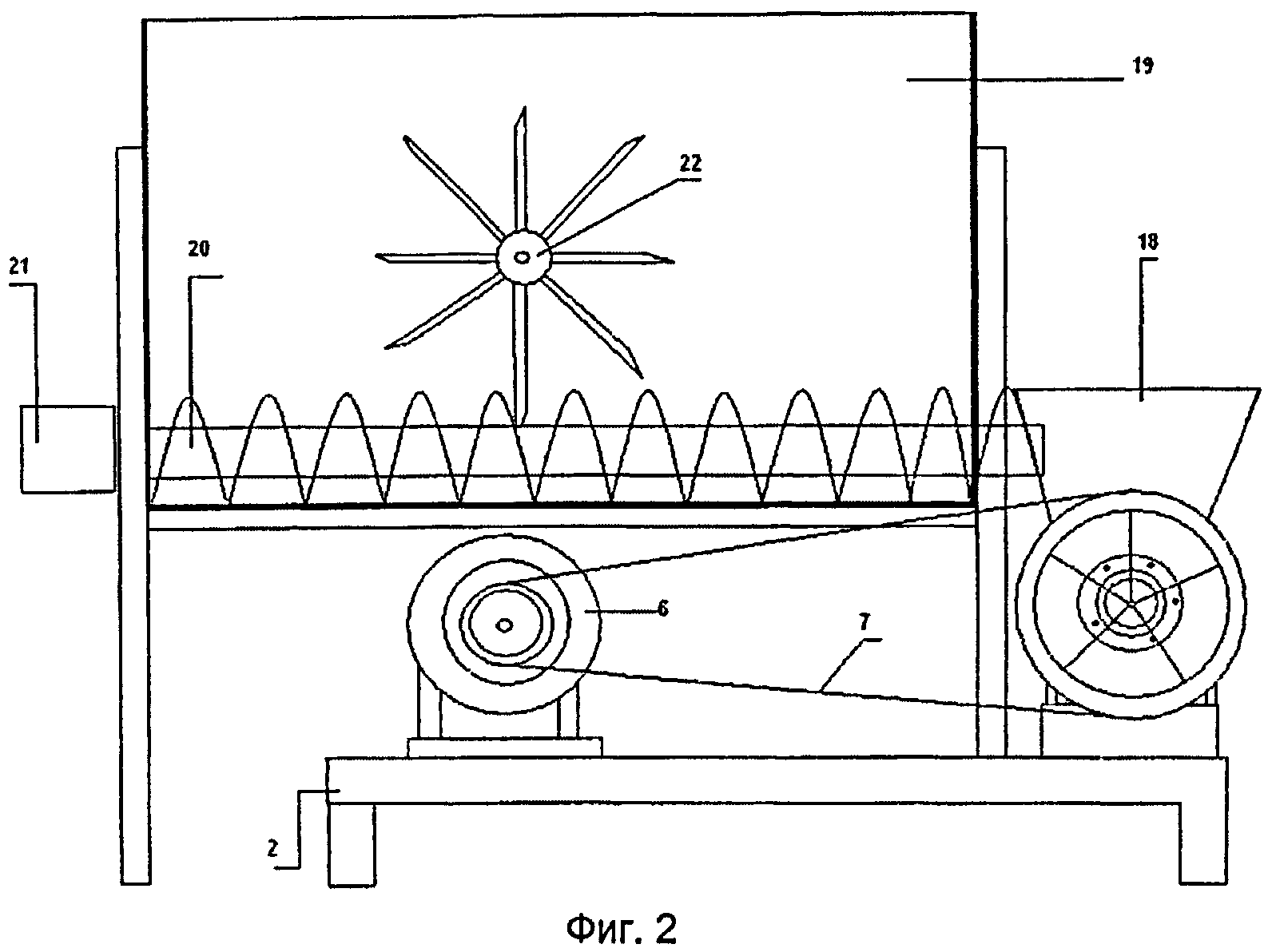
Гидравлический пресс для изготовления топливных брикетов без использования связывающих веществ
Технология изготовления брикетов для отопления как в первом, так и во втором случае подразумевает оказание значительного давления на исходное сырье, в результате чего из древесины начинает выделяться лигнин – природный компонент, выступающий в роли связующего вещества. Таким образом, для изготовления брикетов можно не использовать дополнительные клеевые составы, что позволяет сохранить экологическую чистоту топлива.
Для производства евродров по первой технологической схеме используется механический или гидравлический пресс для брикетов, способный формировать усилие до 500 Бар. В результате такого силового воздействия происходит самопроизвольный разогрев используемого сырья и формирование из него плотного бруска прямоугольной формы.
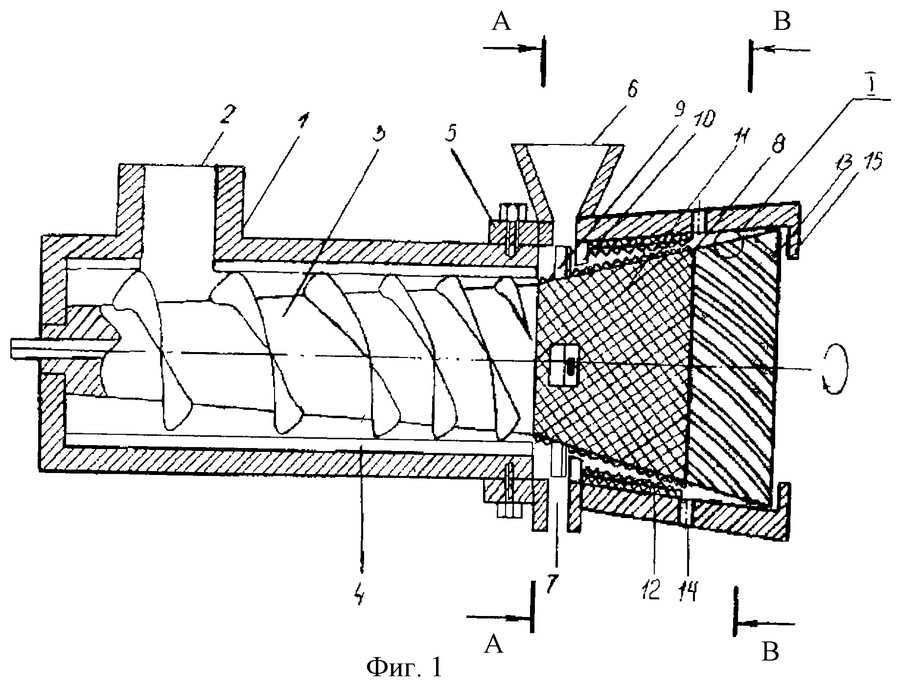
Экструзионная схема изготовления топливных брикетов предполагает использование шнекового пресса, который способен оказывать на используемое сырье давление, значение которого доходит до 800–1000 Бар.
![]()
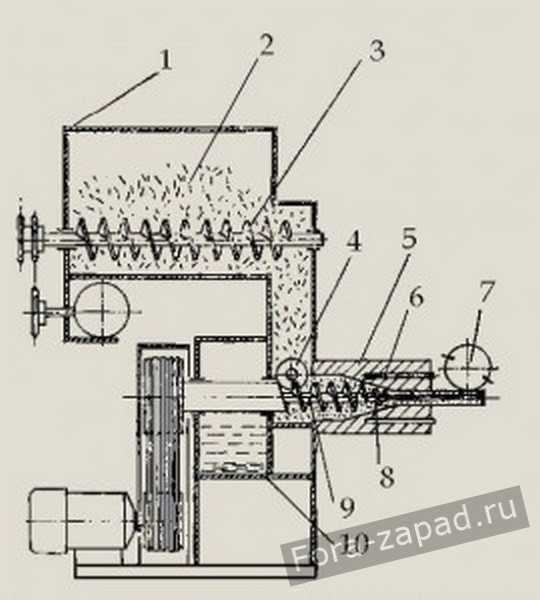
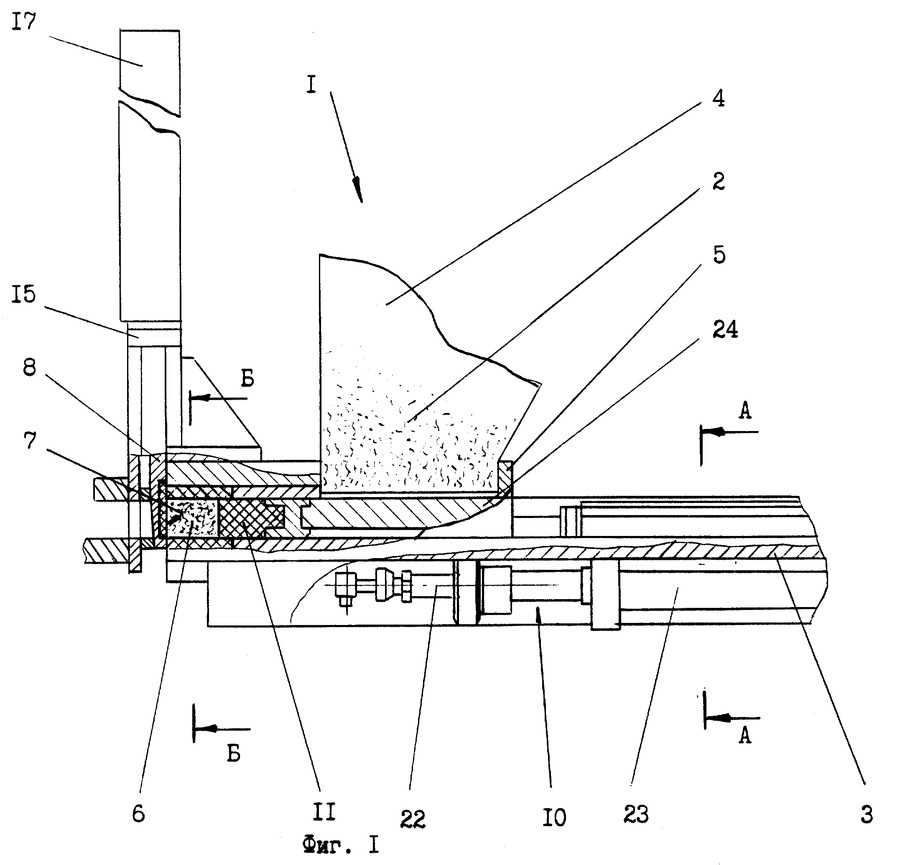
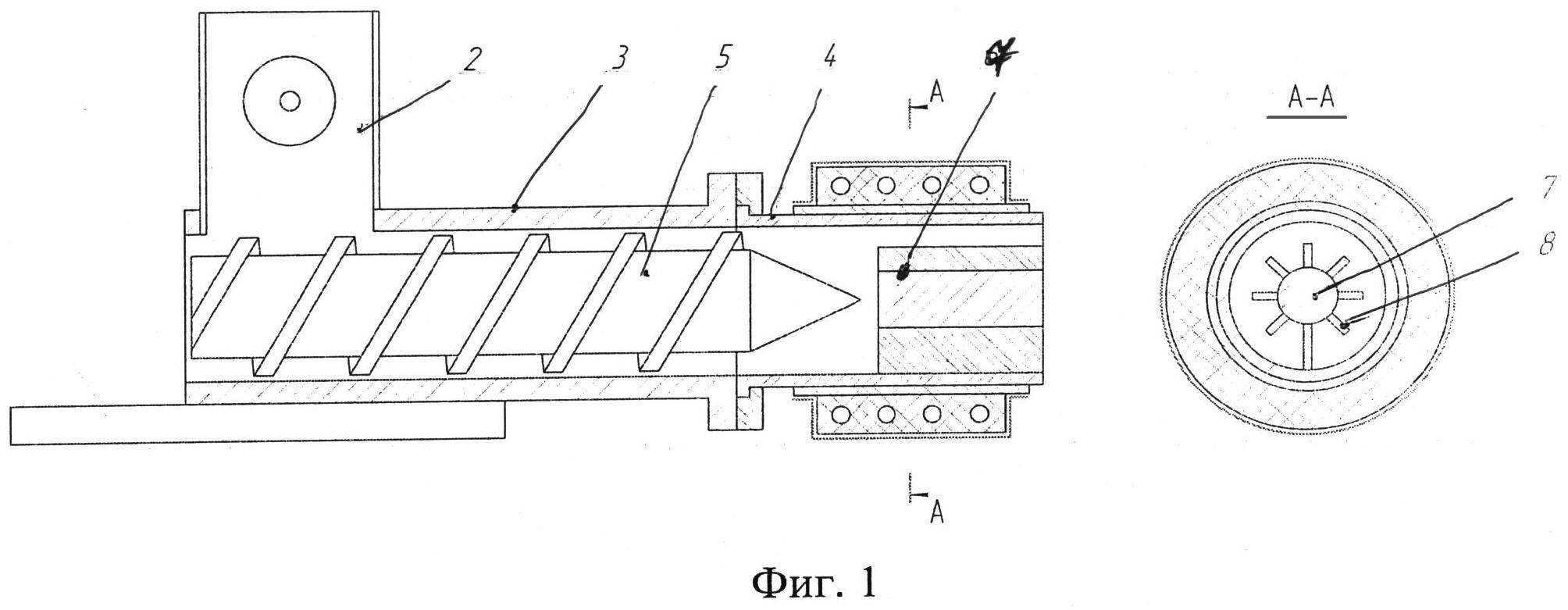
Схема работы пресса-экструдера
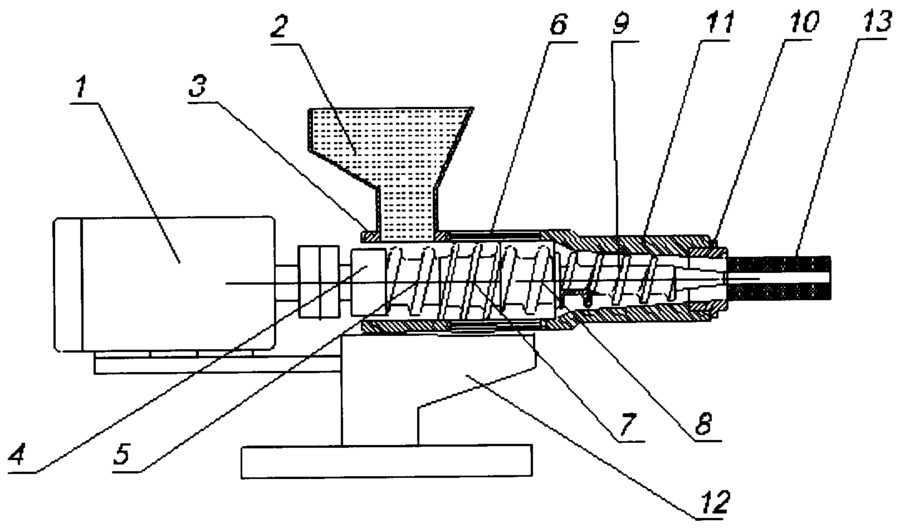
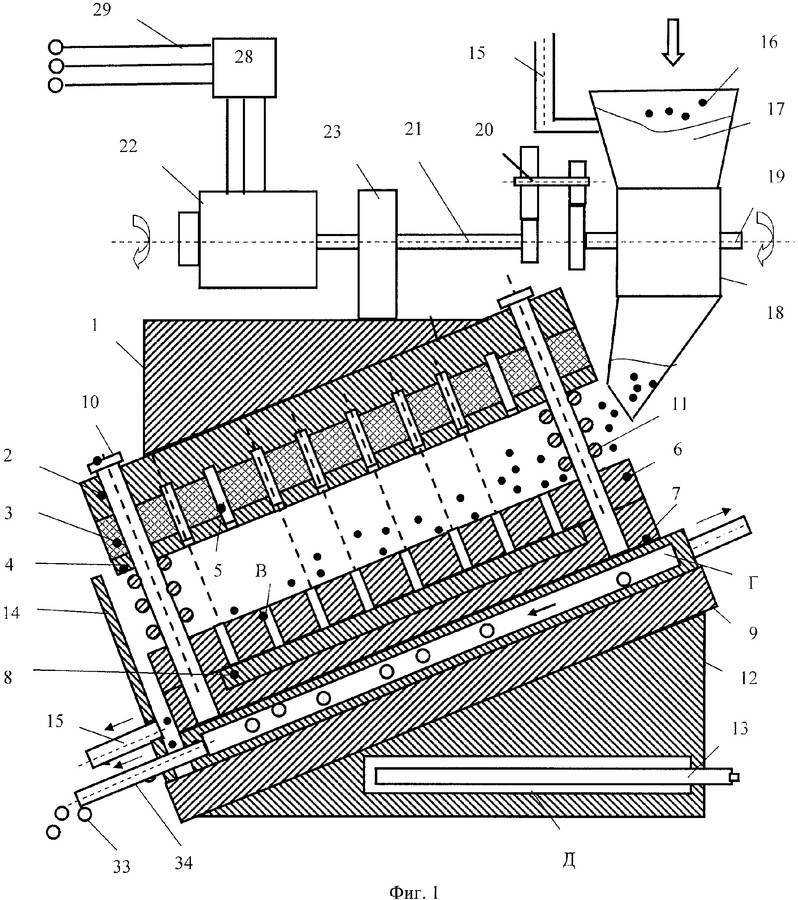
При реализации данной технологии производства евродров сырье загружают в приемный бункер, которым оснащен шнековый брикетировщик. Далее захваченное шнеком сырье проталкивается в зауженный канал пресса, где и происходит уплотнение материала под высоким давлением. При сдавливании в зауженной части рабочей камеры шнекового пресса для опилок происходит самопроизвольный разогрев сырья, в результате чего готовый брикет формируется при одновременном воздействии высокого давления и значительной температуры. Готовый брикет при его прессовании на шнековом оборудовании имеет вид шестигранного бруска, порезанного на отрезки требуемой длины.
![]()
Вот так брикеты выдавливаются шнеком
Что лучше: блоки или монолит таблица?
Строить дома из опилкобетона можно по двум технологиям – из блоков либо из монолитного материала. У каждого из этих методов есть и плюсы и минусы.
Здания, возведенные из блоков:
Дом из блоков можно возводить постепенно, без особой спешки.
Возводимые стены могут быть любыми, к тому же при таком методе не нужна опалубка.
Данный материал легко переносит длительное хранение.
Построить дома из опилкобетона быстро не получится. Ведь большое количество изделий не удастся применить сразу – после укладки каждого ряда, необходимо ждать некоторое время, пока швы просохнут и приобретут прочность.
Здания, возведенные из монолита:
В доме из монолитов лучше теплоизоляция.
Заливка монолита проводится в короткие сроки и за один раз, так как места соединения могут быть хрупкими, если проводить в разные периоды.
Так как для строительства необходима опалубка, то задать особую форму стенам будет тяжело. Однако при создании прямоугольной коробки дома, установка происходит в рекордно короткие сроки.
Если строительные работы предстоят не скоро, то составляющие для раствора не стоит покупать заранее. Нельзя так делать, потому что цемент из-за влияния влажности может окаменеть, а опилки — сгнить.
Опалубку наполняют раствором всего за один день. Вероятно и более быстрое выполнение работы, но главное влияние на скорость оказывает приготовление смеси.
По сути оба метода обладают своими преимуществами. Но чаще всего специалисты рекомендуют применять второй вариант возведение дома. Ведь в такой технологии отсутствуют швы в стенах, а это улучшает теплоизоляцию здания.
Производственный цикл
Он состоит из нескольких этапов:
| Этап | Работы |
| 1 | Окорка и разделка ствола на бревна одинаковой длины |
| 2 | Оцилиндровка бревна и лущение шпона |
| 3 | Нарезка шпона на листы и прохождение ими клеевальцов |
| 4 | Склейка листов в прессе |
| 5 | Обрезка краев |
| 6 | Сортировка по качеству поверхности и кромок |
| 7 | Отгрузка на склад |
На некоторых этапах стоит остановиться чуть подробнее.
Подготовка бревен
Из чего делается фанера при полном цикле производства?
- Из стволов хвойных и лиственных деревьев;
- Из связующего – клеев на основе искусственных смол.
Наиболее типичный материал фанеры – сосна и береза. Несколько реже применяются пихта, лиственница, кедр, ель, тополь, ольха, липа, осина и бук.
Спиленные и лишенные сучьев бревна окоряются (очищаются от коры) и нарезаются вручную или на торцовочном станке на отрезки одинаковой длины. В зимнее время стволы предварительно выдерживаются в ванне с теплой водой для придания замерзшей древесине необходимой пластичности.
Окорка ствола.
Оцилиндровка и лущение
Как правило, эти две операции выполняются на одном станке. Вначале заготовке придается цилиндрическая форма; затем с нее по сужающейся спирали снимается слой древесины толщиной около миллиметра. Оставшийся черенок в производстве не используется.
Нарезка на листы
Она сопровождается сортировкой материала. Дефектные участки листов вырезаются; полосы небольшой (менее 1,5 м) ширины могут быть использованы для склейки в целый лист.
Нарезка шпона на листы и первичная сортировка.
Затем шпон проходит клеевальцы, где он промазывается связующим.
Сушка в прессе
Для сушки листов используется гидравлический пресс с прогревом плит перегретым паром. Типичная температура сушки около 200 градусов. Продолжительность этой части цикла составляет от 30 минут до 2 часов в зависимости от толщины листа.
Сушка осуществляется при интенсивной принудительной вентиляции помещения: как уже говорилось, формальдегиды отнюдь не полезны для здоровья.
Выгрузка из пресса.
Обрезка
Просушенный лист представляет собой неопрятный сэндвич с неровными кромками. Чтобы превратиться в готовое для продажи изделие, он проходит обрезку на распиловочном станке.
Сортировка
Качество фанеры определяется визуально и, в зависимости от внешнего вида поверхности, позволяет отнести ее к одному из сортов – от элитного до четвертого.
К основным дефектам относятся:
- Живые и выпадающие сучки;
- Разошедшиеся и неразошедшиеся трещины;
- Здоровые и болезненные изменения цвета.
Цена листа в зависимости от сорта может различаться в два раза и более.
Особо стоит отметить два факта:
- Для материала сорта Е (Элита) недопустимы даже резкие переходы цвета и существенные изменения структуры поверхностного слоя шпона;
Фото позволяет оценить разницу между элитным и прочими сортами.
- Расслоение шпона сразу отправляет лист в брак вне зависимости от сорта.
Складирование
Установленная вертикально или под наклоном фанерная плита способна деформироваться под собственным весом благодаря текучести связывающих слои шпона смол.
Именно поэтому содержащаяся в отечественных стандартах инструкция по складированию листов предписывает хранить их строго определенным образом:
- в закрытом помещении с постоянной влажностью;
- защищенными от прямых солнечных лучей;
- в горизонтальном положении, уложенными на поддоны или подкладки.
Складирование материала.
Станок для производства топливных древесных брикетов
В настоящее время топливные гранулы не получили такого распространения, как другие виды теплоносителей. В первую очередь это связано с их высокой стоимостью.



Поэтому многие в качестве альтернативы рассматривают вариант изготовление оборудования для производства топливных брикетов из древесных опилок своими руками.
Принцип изготовления топливных брикетов из опилок
- Установка по производству топливных брикетов методом экструзии;
- Установка по производству топливных брикетов методом экструзии.
Технология производства этого вида топлива довольно проста. На первом этапе опилки проходят стадию просушки, а затем их помещают в специальное оборудование.
В настоящее время существует два способа изготовление топливных брикетов своими руками. Для получения качественной продукции в линии применяются два метода воздействия — давление и термическая обработка.
Это дает возможность формировать внешний защитный слой и при этом сохранить высокий уровень плотности заготовки.
Вторая методика больше подойдет для комплектации небольшого производства оборудование для формирования топливных кубов из опилок своими руками.
Она заключается в прессовании исходной массы, в результате чего получаются готовые изделия различной формы — кубические или овальные.
Но перед началом организации следует решить ряд вопросов:
- сырье. В качестве основы можно использовать отходы различных пород древесины. Желательно, чтобы они были одной фракции. Для этого дополнительно необходимо приобрести или сделать измельчитель;
- место для расположения станков. Помимо него следует предусмотреть наличие складских помещений, а также упаковочной машины;
- механическая или электрическая конструкция. В первом случае будет небольшой объем производства, но при этом отсутствует зависимость от подачи электроэнергии.
Особое внимание следует уделить предварительной стадии подготовки сырья. Она должна содержать минимум влаги, для этого обустраивают камеры просушки
Для большей теплоотдачи топливные брикеты должны иметь сквозное отверстие вдоль центральной оси. Это нужно предусмотреть во время проектирования формы.
Заводской комплекс состоит из нескольких узлов. На первичном этапе материал проходит стадию просушки, затем следует его дробление. И только после этого выполняется прессование.
Для небольших объемов эту схему можно упростить. Из оборудования по производству брикетов из опилок своими руками достаточно будет сделать пресс.
Оптимальным вариантом будет использование гидравлического домкрата. Он устанавливается на опорной раме. Опорная точка должна быть направлена не вверх, а вниз. Устанавливается форма, которая заполняется исходным сырьем.
Для формирования изделий нужной формы для штока необходимо сделать насадку. Она должна быть такой же формы, что и нижестоящая емкость. Для формирования центрального отверстия следует предусмотреть штырь.
Еще более простая модель производственное оборудование для изготовления брикетов из опилок своими руками представляет собой рычажную конструкцию.
- низкая производительность. За один цикл работы станок сделает только одно изделие;
- трудоемкость работы. Это касается рычажных ручных механизмов;
- неоднородная плотность материала. Даже с помощью гидравлического домкрата невозможно достичь равномерного давления по всему объему сырья, находящегося в форме.
С помощью вышеописанных технологии можно сделать запас энергоносителей на отопительный сезон для одного дома. Увеличение количества станков приведет к расширению штата рабочего персонала. Для получения прибыли необходимы финансовые вложения для закупки профессиональной линии.
Средняя стоимость профессиональной линии может составлять от 150 до 700 тысяч рублей.
Кроме вышеперечисленных факторов во время планирования изготовление оборудование для производства брикетов из опилок своими руками особое внимание следует уделить подготовительной стадии. В обязательном порядке сырье должно пройти просушку
Пресс для изготовления топливных брикетов своими руками
Покупка готового оборудования для изготовления брикетов в зависимости от его мощности обойдется в сумму от 300 тыс. до 1 млн. руб.
Разумеется, для частника, желающего заняться изготовлением данного топлива чисто для собственных нужд, такие затраты нецелесообразны, поскольку окупятся они не скоро. Более правильным будет изготовить пресс из подручных материалов, тем более что ничего сложного в его конструкции нет.
Можно соорудить необходимое оборудование с нуля либо воспользоваться готовыми механизмами.
Самодельный станок
Схема
Рычажный и винтовой самодельный прессы не требуют применения покупных изделий, но и значительным усилием сжатия они похвастаться не могут. Предлагается собрать пресс на основе гидравлического домкрата или такого же пресса.
Он может быть оснащен электродвигателем либо ручным приводом:
- К гидравлической установке присоединим пуансон. Его размеры должны соответствовать размерам матрицы, в которой сырье будет спрессовываться в брикет.
- Саму матрицу изготовим из толстостенной трубы — это самый простой вариант. Для выхода воздуха и влаги в ее стенках будут проделаны отверстия.
- Матрицу оснастим съемным дном. Удалив его, готовый брикет можно будет вытолкнуть пуансоном в приемный лоток.
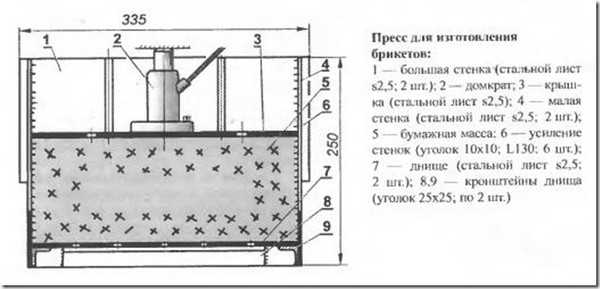
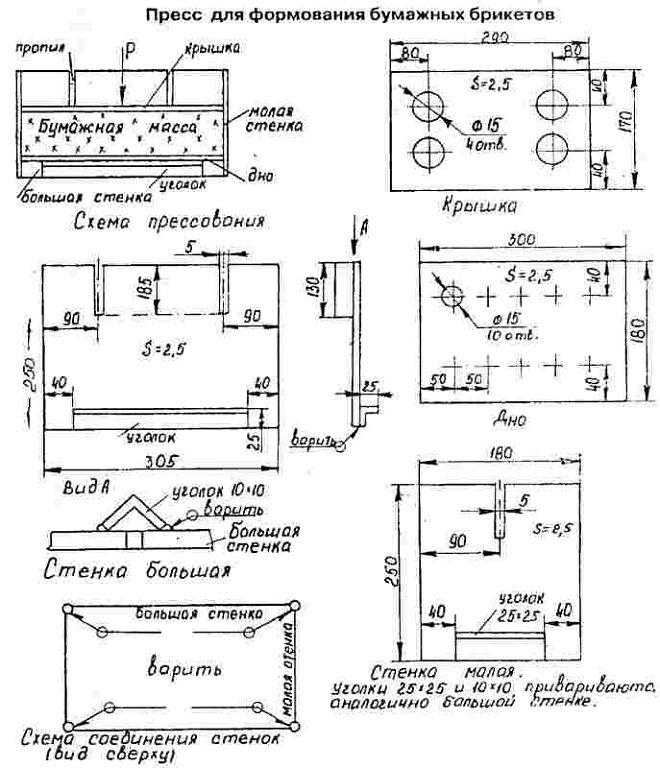
Чертеж-схема изготовления брикетов из размоченной бумажной массы
Рабочий механизм поместим в корпус, снабженный для удобства транспортирования двумя ручками.
Необходимые материалы
Кроме гидравлической установки понадобятся кое-какие разновидности стального проката:
- Швеллер.
- Уголок равнополочный 100х100 мм.
- Лист толщиной 3 – 6 мм. Из него будет вырезаться пуансон. Толщина заготовки зависит от диаметра матрицы: чем большим он будет, тем толще должен быть пуансон.
Из этого же листа вырежем съемное дно для матрицы.
- Труба диаметром 25 – 30 мм — из нее будет изготовлен шток пуансона.
- Толстостенная труба — заготовка для матрицы. Диаметр зависит от того, какого размера брикеты хочет получить пользователь. Чем тоньше они будут, тем выше их плотность, но производительность станка при этом уменьшится.
- Труба большого диаметра — заготовка для корпуса миксера. Если подходящей трубы нет барабан можно сделать из листа жести.
- Оцинкованная сталь для изготовления лотков.
Всего потребуется два лотка — для загрузки подготовленного материала в матрицу и для приема готовых брикетов.
Инструкция по изготовлению и сборке
Порядок операций при изготовлении пресса выглядит так:
- Из швеллеров необходимо сварить основание устройства.
- Из уголка делаем 4 стойки длиной по 1,5 метра. Они привариваются вертикально и с одинаковым шагом.
- Далее из трубы или листа жести необходимо изготовить барабан, в котором будет перемешиваться сырье. Если у вас есть поломанная стиральная машина, барабан, а также подшипники, можно извлечь из нее.
- Барабан нужно прикрепить к стойкам. Если есть возможность, его следует оборудовать электродвигателем. Если мотор является слишком высокооборотистым и понизить скорость вращения барабана до приемлемого значения за счет одной только разницы в диаметрах шкивов не удается, следует применить редуктор.
- Под барабаном необходимо закрепить лоток, по которому подготовленный материал будет подаваться в матрицу.
- В стенках трубы, используемой в качестве заготовки для матрицы, необходимо выполнить несколько отверстий диаметром 3 – 5 мм. Их надо распределить равномерно, чтобы воздух и вода выдавливались по всему объему брикета.
- Снизу к матрице необходимо приварить фланец, к которому будет прикручиваться съемное дно. Это дно вырезается из стального листа в виде диска с проушинами.
- Матрица приваривается или прикручивается к основанию под загрузочным лотком.
- Из стального листа вырезаем круглый пуансон. Это просто диск, диаметр которого позволяет ему свободно входить в матрицу.
Шток изготавливается из трубы: достаточно диаметра 30 мм. Одной стороной он приваривается к пуансону, а другой — крепится к гидравлической установке.
Далее весь узел следует прикрепить к стойкам точно над матрицей.
Чтобы сократить время, затрачиваемое на извлечение готового брикета из матрицы, и сделать тем самым станок более производительным, к днищу матрицы можно приварить пружину с диском такого же диаметра, что и пуансон.
После отключения гидравлической установки и извлечения пуансона изделие будет выталкиваться пружиной автоматически.
Технология производства топливных брикетов из опилок
Производить из опилок топливные брикеты достаточно просто. Технология следующая:
Сырье, представляющее собой размельченный материал из опилок, шелухи семян, щепок, измельченного сена и соломы, угольной пыли. Фракция материала не должна превышать 25х25х2 мм.
Измельченное сырье сушится в сушильной камере до 10% влажности.
В зависимости от оборудования и типа производства сырье смешивается с связующим веществом крахмалом (2%-3% от общей массы), увлажняется до 40% и перемешивается.
Пресс формирует брикеты заданной формы фильерой (сквозной пресс-формой). Чем больше сжатие пресса, тем лучше качество брикетов. Например, брикет с полностью 650-750 кг/м3 имеет калорийность 12-14 МДж/кг, при плотности 1200-1300 кг/м3 — 25-31 МДж/кг. При прессовании создается давление, в котором повышается температура и сырье досушивается до 4%
Важно, чтобы температура прессования не превышала +120Co.
Заготовка чаще всего обламывается под собственным весом на приблизительно равные части.
Упаковка в термоусадочную пленку – обаятельна, чтобы брикеты сохранили сухость на уровне 4% влажности.
Цикл производства брикетов с помощью производственной линии полностью замкнутый. Если вы планируете изготавливать брикеты своими руками, то действовать необходимо по аналогии, используя подходящие инструменты и приспособления.
Рентабельность проекта оценивается высоко. При ежемесячной производительности уровнем выше среднего (около 10 тонн готовой продукции) с учетом расходов на сбыт продукции, чистая прибыль достигает до 350$. Таким образом, вложенные в бизнес средства отобьются уже до полугода. При должном усердии и верно выбранной стратегии можно ожидать высокой доходности мини-предприятия по производству брикетов из опилок.
Древесный уголь используется для розжига мангалов, грилей и других жаровен. Это экологически чистое топливо, отличающееся от своего каменного собрата, дров и торфа более высокой теплоотдачей и отсутствием пламени и дыма при горении. При этом он долго сохраняет жар и распределяет его равномерно.
![]()
Основные преимущества угля по сравнению с другим видами топлива:
В нем нет посторонних химических примесей.
Спрессованный в брикеты, он выделяет в 1,5 раза больше тепла, а горит дольше. Хотите чтобы ароматное и сочное мясо досталось всем желающим? Без проблем.





Длительное сохранение высокой температуры и равномерное горение позволяют сократить время приготовления любимых блюд на решетке и хорошо прожарить продукты.
Как сделать древесный уголь своими руками в домашних условиях? Ведь стоит такое безопасное топливо для грилинга не так дешево, как хотелось бы. Для минимизации затрат некоторые любители сочного мяса на открытом огне решают наладить процесс изготовления самостоятельно. Но это требует сноровки и знания нюансов производства.
Так, не всем известно, что от используемого сырья зависит качество углей. Марка «А» делается из твердолиственной древесины (бука, березы, дуба), «Б» – из смеси твердых и мягких пород, «В» – с добавлением к ним хвойных пород (сосны, ели, лиственницы, пихты).
Топливные брикеты и пеллеты — что это такое?
Древесные брикеты и пеллеты (топливные — общая группа) — это изделия из модифицированной древесины (стандартное обозначение).
В эту группу входят как брикеты и пеллеты, изготовленные непосредственно из отходов пиления древесины, так и те, которые изготовлены из всего остального органического сырья, имеющего способность к горению.
Классификация
-
Белые. Самые качественные пеллеты. Производятся сугубо из отходов пиления древесины с минимальным содержанием коры. Эти пеллеты имеют:
- самую высокую теплотворную способность,
- самую низкую зольность,
- самую высокую стоимость на рынке.
-
Серые. Производятся из сырья с повышенным содержанием коры и включений грунта. Теплотворная способность у них ниже, зольность и вес выше. Применяются в:
- частном использовании в пеллетных котлах,
- небольших котельных.
-
Индустриальные. Производятся из:
- торфа,
- угля,
- ТБО,
- прочих отходов промышленности.
-
Агропеллеты. Производятся из шелухи:
- семечек,
- соломы,
- прочих отходов агрокомплекса.
Пеллеты характеризуются по следующим показателям гранул:
![]()
- диаметр — от 6 до 25 мм;
- длина — от 5 до 50 мм;
- плотность — от 1000 до 1400 кг/м3;
- влажность — от 8 до 10%;
- насыпная масса — 500 — 600 кг/м3;
- зольность — максимум 5%;
- истираемость.
Основные характеристики и теплотворная способность пеллет в зависимости от их вида приведены в таблице:
| Вид пеллет | Теплота сгорания | Влажность | Зольность |
| «Белые» — пеллеты премиум-класса, из древесины без коры | 17,2 Мдж/кг | 8%-10% | 0.3% |
| Индустриальные | 17 Мдж/кг | 8%-10% | 0.7% |
| Агропеллеты | 15 Мдж/кг | 8%-12% | 3% |
Топливные брикеты в основном производятся из древесины, но технология производства делится на несколько разных направлений. Рассмотрим их подробнее ниже, поскольку условно принцип изготовления делится на два направления, каждое из которых включает в себя несколько подвидов.
Достоинства и недостатки пеллет
Как любой продукт пеллеты и брикеты имеют свои плюсы и небольшие минусы.
Достоинства
К несомненным достоинствам сразу можно отнести то, что в виде пеллет древесина по сравнению с обычными дровами:
- занимает меньший объем;
- имеет более низкую влажность, что позволяет выделять большее количество тепла.
Пеллеты имеют высокую насыпную плотность, что позволяет транспортировать их с высокой эффективностью и минимальными трудозатратами.
Стандарт по транспортировке пеллет:
![]()
- в мешках,
- в биг-бэгах,
- в вагонах для сыпучих материалов по железнодорожному транспорту.
Рассматривать низкое воздействие на окружающую среду подробно не будем.
Ограничимся информацией о низкой зольности и малым выделением СО2.
В процессе горения пеллеты выделяют столько же углекислого газа, сколько было потреблено растением за время роста.
Недостатки
Недостатки характеризуются лишь:
- ошибками в транспортировке;
- отсутствием четких поставок пеллет в отдельные районы, где люди имеют в пользовании пеллетные котлы.
Иными словами, нужно иметь стратегический запас пеллет на разные случаи. В случае с транспортировкой — есть вероятность набора пеллетами влажности, но это решается путем дополнительной естественной сушки в месте использования.
Хотя пеллеты транспортируются в закрытой таре с использованием влагонепроницаемых оболочек, возможны ситуации, когда транспортировка осуществляется навалом, без каких либо мер защиты.
Где можно использовать?
![]()
Использование топливных пеллет широко регламентировано за рубежом. В России же пеллеты пока нашли широкое применение лишь в западных регионах страны, где переработка древесных отходов — уже отлаженная отрасль.
Любой желающий наряду с твердотопливными, электрическими и газовыми котлами может установить у себя пеллетный котел в качестве альтернативы. Это позволяет быть независимым от цен на газ или электричество. Как ни крути, но в пересчете на дрова или электроэнергию, для отопления пеллеты остаются в выигрыше по всем пунктам.
Помимо частного использования, пеллеты широко используется на производствах как альтернатива закупаемому угольному топливу либо другим его видам. В качестве примера — деревообрабатывающее производство, где используются сушильные камеры и собственная система отопления в осенне-зимний период.
Собственное производство пеллет дает выигрыш по нескольким пунктам:
Доступные способы создания давления (прессования)
Существует около четырех способов, которые помогут вам организовать производство брикетов из опилок, а именно:
- использование мускульной силы и рычага;
- гидравлический домкрат;
- винтовой механизм прессования.
Такое оборудование для создания брикетов из опилок можно смастерить в домашних условиях и пользоваться им в личных целях. Опилки, прессованные в брикетах, имеют теплотворную способность выше, чем у дров, соответственно и для обогрева помещений их понадобится меньше.
Метод мускульной силы
При методе с применением мускульной силы для рычага выбирают металлический элемент. Он должен быть достаточно прочным и выдерживать прилагаемую нагрузку от человека. Как правило, чаще всего применяют трубы с параметрами:
- с толщиной стенки 4 мм;
- с диаметром 40-50 мм.
Длина рычага должна соответствовать расстоянию от поршня до точки приложения силы. Но не стоит забывать и о глубине погружения поршня в стакан. Проектировать конструкцию следует таким способом, чтобы глубина погружения была приемлемой для производства брикетов из опилок, без повторного приложения силы. Это позволит увеличить производительность.
Глубина погружения определяется по формуле:
h = H × (1 – q1 / q2)
где, h – глубина погружения;
q1— исходная масса сырья в сухом виде;
q2— масса сырья в виде брикета;
H – высота стакана.
Иногда, при расчетах возникают ошибки, чаще всего из-за неверного определения плотности сырья. В таком случае, глубина погружения не создаст продукцию необходимой формы и качества. Чтобы исправить это, можно поступить двумя способами:
- уменьшить длину стакана;
- подсыпать древесные опилки.
https://youtube.com/watch?v=I0aHw8CmE3o
В первом случае у вас будет высокая производительность, во втором вам необходимо будет создавать евродрова за несколько раз.
Метод с применением гидравлического домкрата
Технология создания топлива из древесных отходов с применением гидравлического домкрата достаточно проста. У многих автовладельцев дома имеются данные устройства, однако грузоподъемность домашних домкратов недостаточно высокая, поэтому стоит узнать заранее позаботиться о приобретении инструмента с необходимой грузоподъемностью.
Поскольку домкрат стоит недорого, то необходимое оборудование можно приобрести за сумму около 5 тысяч рублей. Грузоподъемность такого устройства будет около 30 или 40 тонн, что позволит вам сделать топливные брикеты большого сечения.
Для того, чтобы изготовить сразу несколько евродров, форму устанавливают в ряд. Главным требованием к конструкции с применением домкрата является то, что подвижная рама должна обладать достаточными прочностными характеристиками, чтобы не давать прогиб по истечению времени. Лучшим материалом, для ее выполнения станет двутавровая балка или профиль толстой трубы.
По времени процесс обладает большей длительностью, чем использование рычага, но способ с применением домкрата дает возможность оказать большее давление на заготовку. В результате готовая продукция получается более плотной и ровной, и может быть использована в таком виде.
Метод, с использованием винтового механизма
Данный метод прессовать опилки в брикеты своими руками схож с рычажным способом. Существенным отличием является то, что сила передается под прямым углом. Давление зависит от диаметра рукояти и шага резьбы, чем он меньше, тем выше коэффициент для увеличения давления.






https://youtube.com/watch?v=d8vC-NoUfbM
Такая технология изготовления топливных брикетов имеет ряд положительных и отрицательных характеристик.
Достоинства:
- простота конструкции;
- небольшие габариты;
- доступная цена;
- высокое давление.
Недостатки:
низкая скорость работы.
Важно помнить, что в процессе работы с таким устройством не следует не следует прикладывать слишком большое усилие. Это приводит к быстрому износу резьбы
Чтобы понять, когда необходимо прекратить работу, можно изготовить несколько пробных брикетов и ориентироваться по их качеству. Второй способ, который спасет вас от поломки устройства, это нанесения меток на резьбу. Так вы обозначите место максимального погружения, и сможете предотвратить быстрый износ.
Преимущества бизнеса
Реализация бизнес-идеи по переработке опилок в брикеты не требует крупных инвестиций и специфических знаний. В специализированных торговых точках можно приобрести любое оборудование, ориентируясь на планируемый производственный объем и наличие средств.
Резка готовой продукции
Технология производства проста и состоит из нескольких этапов, реализация которых возможна даже на самодельном оборудовании. Используемое сырье доступно и не отличается высокими ценами. При налаживании связей с компаниями, специализирующимися на деревообработке, основной компонент производства можно получать бесплатно.
Продукция, изготовленная в соответствии с требованиями всех стандартов, пользуется популярностью у крупных компаний, заинтересованных в энергосбережении. Частные покупатели приобретают брикеты для отопления фермерских хозяйств, домов и дач.
Не стоит недооценивать важность планирования своих действий, что возможно реализовать при составлении бизнес-плана. При его разработке, потенциальный предприниматель заранее определяет категорию потребителей своей продукции
Анализ рынка сбыта и конкурентов позволит принять соответствующие организационные меры, упрощающие вход в бизнес. Предварительные расчеты инвестиций и доходов позволят определить рентабельность предпринимательства и целесообразность его расширения за счет приобретения дополнительного оборудования.
Запрессовка сайлентблоков
Про то, как достать «сайленты», мы уже подробно рассказали, теперь появляется иная проблема — как запрессовать данную деталь? Эта процедура трудна тем, что требует определенных умений и способностей. Неправильно или же криво установленный сайлент или не будет ходить, или сломается раньше времени.
Первый метод
Как и в выпрессовывании, запрессовка в идеальном варианте должна выполняться с помощью тисков. Принцип несколько похож, но только с точностью наоборот. Прежде чем запрессовать деталь, нужно наждачной бумагой тщательно очистить посадочное гнездо от остатков и ржавчины предыдущего сайлента. Потом проушина щедро смазывается смазкой наподобие «Литол» либо же мыльным раствором. Устанавливается рычаг, сверху ставится деталь, после этого через особую оправку осуществляется давление пресса на проставку. Она и будет вдавливать деталь в посадочное место.
Второй метод
Когда у вас нет пресса, запрессовать деталь можно, используя при этом вышеупомянутый домкрат либо тиски. Принцип работы ничем не отличается от пресса. Устанавливается рычаг, втулка, а также проставка. После чего под действием силы тисков либо домкрата производится запрессовка детали в посадочное гнездо.
Третий метод
Пресс-съемник. В случае если сайлентблок маленький, «поставить его на свое место» можно с помощью такого же пресс-съемника, который употреблялся для выпрессовки детали из гнезда. Снова принцип одинаковый, лишь в качестве пресса употребляется толстая шайба и шпилька.
Четвертый метод
С использованием кувалды и грубой силы. Этот метод не самый лучший из всех существующих, так как он больше рассматривается чисто с теоретической стороны. Другими словами, он действительно позволяет запрессовать деталь, вот только очень сложно сказать, какими будут результаты и качество работы. Принцип достаточно простой: берем рычаг, на него ставим сайлент, после этого быстро и сильно бьем по нему.
После такого сильного воздействия он должен зайти в ухо рычага. Только главный недостаток метода в том, что спрогнозировать правильность движения данной детали не так просто, он может криво зайти в место посадки. Помимо прочего, может произойти «закусывание» резиновых составных частей и повреждение самого рычага либо же сайлентблока. Проще говоря, удар очень трудно держать под контролем, и часто после подобного рода «экспериментов» приходится обращаться к специалистам и заново все переделывать. Поэтому хорошенько подумайте о возможных последствиях до применения данного способа.
Пятый метод
Последний известный метод запрессовки сайлента — это использование веса авто. Принцип состоит в том, чтобы использовать вес своей машины в корыстных целях. Происходит все это так: под машину устанавливаете гидравлический либо винтообразный домкрат, снимаете колесо. Потом устанавливаете рычаг с сайлентом, который нужно запрессовать, под ступицу.
Дальше хорошенько все ровняем и начинаем медленно опускать домкрат. В таком случае рекомендуется, чтобы вам кто-нибудь помогал. Веса машины будет вполне достаточно, чтобы прочно вдавить деталь в место посадки. Недостаток этого метода в том, что он неудобен и в некоторой мере небезопасен, кроме того, не так просто держать под контролем правильность посадки детали в посадочное гнездо. Но, когда у вас нет иного варианта, метод вполне достоин внимания.
Каждый метод по-своему эффективен и интересен. Обдумайте для себя все плюсы и минусы каждого способа, чтобы наверняка определиться.



