
Нормативная база сварки встык
Как видно из п.3, до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Способы соединения труб из полиэтилена низкого давления
Существует несколько способов соединения труб ПНД при монтаже. Выбор зависит от конечного назначения трубопровода.
Способы стыковки:
- Диффузная сварка встык – нужен специальный сварочный аппарат. Применяется при монтаже промышленных трубопроводов. При прокладке частных коммуникаций в соединении такой степени надежности нужды нет.
- Сварка электромуфтой.
- Соединение с использованием специальных фитингов.
Первые два способа соединения являются неразъемными. Соединения, которые собрали с использованием обжимных фитингов, можно демонтировать.
Соединение с помощью сварки
Сварочное соединение полиэтиленовых труб производят встык, методом диффузной сварки. Принцип стыковки основан, на способности полимеров смешиваться при нагреве. Диффузия (взаимное проникновение) материалов деталей происходит на молекулярном уровне. В результате получается монолитное соединение, которое по прочности не уступает корпусу трубы.
Для работы потребуется:
- специальный сварочный аппарат;
- зажимы для центровки труб;
- торцеватель.
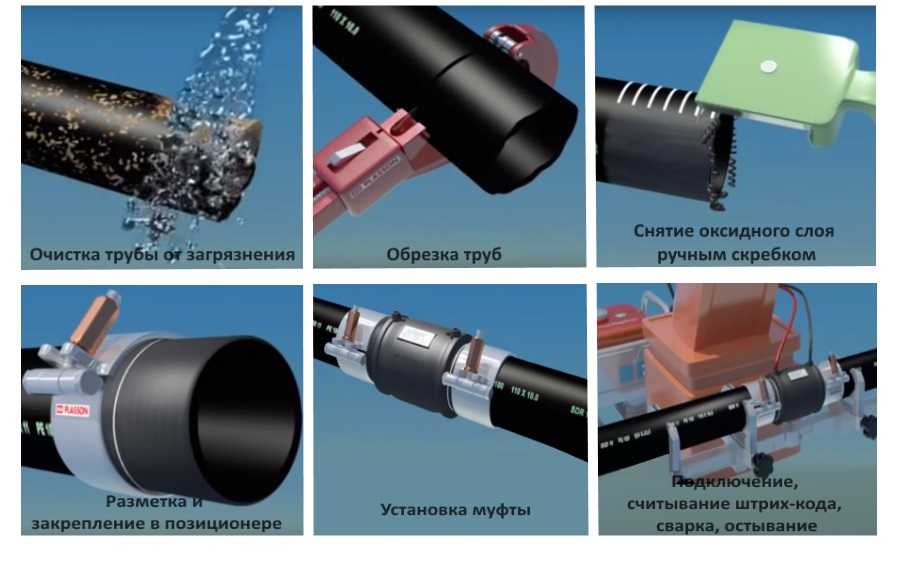
Алгоритм проведения работ:
- Материал обрезают строго перпендикулярно направляющей. Срезы должны быть ровными и чистыми.
- Закрепляют материал жестко зажимами (позиционер).
- Зачищают срезы при помощи торцевателя.
- Производят одновременный нагрев срезов при помощи сварочного аппарата. Время нагрева зависит от толщины стенки трубы и указывается в специальных таблицах.
- Соединяют нагретые края встык, прижимая их физическим усилием. Дают соединению остыть.
Электромуфтовая сварка
Сварка с использованием электрофитингов является более простым процессом. Она не требует специальных навыков, но без сварочного аппарата не обойтись. Требования к подготовке срезов остаются высокими.
Рекомендуем ознакомиться: Как правильно выпрямить трубу ПНД и не повредить её
Электромуфтовую сварку используют для монтажа трубопровода в труднодоступных местах.
Суть процесса заключается в том, что фитинг имеет встроенные нагревательные элементы и контакты, которые выведены наружу. При подключении электрофитинга к сварочному аппарату детали плавятся и соединяются. Такой метод также можно назвать диффузной сваркой, поскольку отличия здесь только в технологии.
Процесс выглядит так:
- Трубы отрезают по размеру, с учетом муфты.
- Срезы обязательно под углом в 90 градусов. Их следует зачистить от заусенец и обезжирить.
- Подготовленные края вставляют в муфту.
- Подключают встроенные электроды к аппарату электросварки.
- Время сварки определяется по штрихкоду фитинга.
Соединение с помощью фитингов
Для самостоятельного монтажа водопровода или канализации в доме достаточно надежными будут соединения при помощи обжимных фитингов. Производители предлагают массу вариаций, позволяющих собрать любую конфигурацию трубопровода.
Схематично процесс соединения ПНД материалов с помощью фитингов можно описать следующим образом:
- Подготавливаем трубу, делая строго перпендикулярный срез. Его следует очистить от заусенец и грязи.
- Раскручиваем фитинг, снимая синюю гайку.
- Последовательно, начиная с гайки, надеваем все детали на трубу.
- Вставляем конец трубы в фитинг, проталкивая до середины.
- Гайкой фиксируем соединение. Для надежности затягиваем ключом.
- Повторяем операцию со второй трубой.
Виды разъемных фитингов для ПНД трубопроводов
Производители предлагают весь ассортимент возможных соединений.
Разъемные фитинги бывают:
- для соединения прямых участков — муфты;
- для разводки – тройники;
- для обводов – уголки:
- запорная арматура – вентили;
- для перехода на металлические трубы – обжимные фитинги с резьбой (внутренней, наружной);
- для перехода на другой диаметр.
Рекомендуем ознакомиться: Как правильно и надежно соединить ПНД трубу?
![]()
Разновидности муфт
При монтаже трубопроводных конструкций могут использоваться муфты разных видов.
Электросварные
Электросварные или терморезисторные муфты представляют собой рукав со встроенными элементами, нагревание которых происходит посредством электрического тока.
Установка таких элементов выполняется следующим образом:
- Соединительная деталь насаживается на конец трубы.
- Активируют элемент нагревания, в результате чего полиэтиленовые части начинают плавиться.
- Остывший материал образует надежное герметичное соединение.
Высокое качество электросварного соединения повышает эксплуатационные характеристики сети и продлевает срок ее службы. С помощью таких фитингов выполняют соединения труб, находящихся в труднодоступных местах, что дает большой плюс.
Компрессионные детали
Компрессионные муфты для полиэтиленовых труб отличаются надежностью и наибольшей функциональностью. Для их монтажа не требуется сварочное оборудование, так как установка выполняется посредством цанги, которая зацепляет концы трубы. Муфты такой конструкции состоят из уплотнительных элементов, ограничителей и упорных колец.
Компрессионное соединение не только прочное, но и разъемное. Следовательно, в определенной ситуации трубы легко рассоединяются.
![]()
Помимо этого, компрессионные элементы являются деталями многоразового использования, что делает очень удобно и выгодно с экономической стороны. Единственным элементом компрессионной детали, который быстро изнашивается, являются уплотнительные кольца. Поэтому вторичное использование муфт такого типа должно сопровождаться обязательной заменой изношенной детали.
Установка компрессионных фитингов может выполняться на трубопроводы, изготовленные из разных материалов. Низкая стоимость таких деталей также склоняет весы в их пользу при выборе нужных элементов.
Фланцевые фитинги
Герметичность системы может обеспечить соединение труб фланцевыми элементами. Изделия состоят из полиэтиленовых патрубков и металлических фланцев, для уплотнения которых используются паронитовые прокладки.








Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты
После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления; Фото – стыковка
Далее, нужно отводы установить в муфту
Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза)
Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента; Фото – соединение
Предварительно прогретая насадка максимально быстро вдевается на коммуникацию, после чего в неё вставляется второй отвод;
Продвигать отрезки нужно очень осторожно, но быстро, иначе можно перегреть полиэтилен. Если все делается правильно, то из-под муфты начнет выходить жидкая пластмасса.
После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
Фото – фланец пнд
Монтаж муфт различного типа
Все муфтовые соединения ПНД требуют предварительной подготовки пластиковых труб. Для максимально прочного и герметичного соединения после обрезки их необходимо очистить от загрязнений и удалить заусенцы, оставшиеся после режущего инструмента. Также желательно обезжирить трубу.
Установка соединительных муфт
Для монтажа муфты ПНД необходимо подобрать изделие равного диаметра с соединяемой трубой. Алгоритм соединения выглядит так:
- пластиковую трубу помещают во втулку;
- внешнюю гайку, надетую на трубу предварительно, закручивают до предела по часовой стрелке.
Рекомендуем ознакомиться: Особенности применения полиэтиленовой трубы в газовых магистралях
![]()
Монтаж компрессионных муфт
Для установки компрессионной (обжимной) муфты необходимо:
- открутить внешнюю цветную гайку;
- завести гайку за белое обжимное кольцо;
- поместить трубу в тело муфты, отодвигая белое обжимное кольцо до упора;
- внешнюю цветную гайку закрутить вручную или с помощью ключа до отказа.
Установка электромуфты
Для соединения труб посредством электросварной муфты требует специального токоподающего прибора, который должен привести в действие нагревательную спираль и расплавить пластик в месте соединения. Это может быть простой портативный трансформатор или другой прибор, создающий постоянный ток.
![]()
Алгоритм установки:
- фитинг надевается поверх трубы;
- клеммы муфты подключаются к переносному трансформатору;
- ток из включенного трансформатора подается к термоспирали, которая за несколько минут расплавляет полимер и создает герметичный стык.
Выдержав необходимое время для плавки полиэтилена, нужно отключить трансформатор и дождаться остывания муфты (в среднем это занимает до 20 минут). Двигать ее до затвердевания полимера не рекомендуется, чтобы не нарушить однородную структуру фитинга.
https://youtube.com/watch?v=yoUPNYoJVss
https://youtube.com/watch?v=QzO_1ci11z4
https://youtube.com/watch?v=eaBJEz1gDn0
Способы монтажа
Выбор способа, напрямую зависит от ряда условий.
Нужно определить, где будет эксплуатироваться трубопровод:
- в помещении;
- на открытом воздухе;
- в грунте.
Для одного монтажа труб из полиэтилена необходимы специальное оборудование и мастер, а другой — можно выполнить своими руками.
Сварка труб встык
При соединении прямых участков трубопроводов большого диаметра их часто стыкуют, сваривая между собой.
Технология этого процесса требует точной центровки и чистой обработки кромок соединяемого материала. Для сварки используют специальный аппарат, который можно питать от переносного источника. Полиэтилен разогревается спиралями по всему диаметру, и детали прижимаются друг к другу. Стык получается ровным, даже прочнее самого материала. Такой способ соединения пластиковых трубопроводов применяется там, где необходима пластичность неразъемного соединения. Однако, несмотря на дешевизну и простоту, такое стыкование используют только при толщине стенок 5 мм и выше.
Неразъемное соединение
Отсутствие возможности обслуживать соединение в период эксплуатации вынуждает выполнять такие соединения, как сварка встык и сварка электрическими муфтами.
Второй способ применяют при монтаже трубы ПНД в труднодоступных местах, там, где пластичность участка не играет особой роли.
Способ более дорогой. Это вызвано применением специальных муфт с уже встроенными в них спиралями. Такие муфты имеют электроды для подачи на них напряжения от постороннего источника питания. Концы труб вставляются в муфту, приложенное напряжение разогревает спирали, и конструкция сваривается. Неверно было бы думать, что неразъемное соединение выполняется только прямыми муфтами. В этих случаях также применяются фитинги: тройники, переходники с одного диаметра на другой и т.д.
Разъемное соединение
Тип такого соединения подразумевает обслуживание в течение эксплуатации.
Это как раз тот случай, когда монтаж ПНД трубы можно выполнить самому. Монтаж выполняется открыто по стенам внутри помещений или на улице с укладкой в специальные короба. Допускается прокладка на открытом воздухе без защиты. Например, на дачных участках при организации капельного полива грядок. Либо использование труб ПНД в качестве магистралей для создания точек присоединения гибких садовых шлангов. Только срок службы в данных условиях сокращается. Если при соблюдении требований труба прослужит до 50 лет и более, то в условиях открытой прокладки — 4-5 лет.
С помощью фитингов
Фитинги — это элементы, позволяющие собирать и монтировать трубопроводы.
Они бывают:
- прямые, которые позволяют соединять элементы труб одного диаметра;
- переходные, с их помощью происходит переход с одного диаметра на другой.
Когда нужно выполнить поворот, разветвление или стыковку труб при монтаже, используют фитинги: уголки, тройники, крестовины, муфты, заглушки, штуцера. Если в процессе эксплуатации необходима частая разборка системы, фитинг тоже незаменим.
По конструктивным особенностям можно выделить:
- компрессионные — разборное соединение, где труба по внутреннему диаметру усаживается на уплотнительные кольца, а по наружному — обжимается гайкой;
- пуш-фитинги — современный дорогой, но и гораздо практичный и надежный тип разъемного соединения, основанный на методе «вталкивания»;
- пресс-фитинги — неразъемное соединение, где рабочим элементом служит пресс-гильза, которая прессуется клещами.
Муфтой
Муфты для труб ПНД — это один из фитингов. Существует ошибочное мнение, что это особый вид соединения. Однако муфта — элемент, который применяется для стыковки прямых участков трубопровода. Такое сочленение может быть как неразъемным — электрические муфты, так и разборным — муфты компрессионных вариантов исполнения. Их применяют там, где нужно продолжить трубопровод дальше либо устранить поврежденный участок и выполнить вставку нового материала.
Какой способ лучше
На этот вопрос, ответ однозначный — все зависит от того, где проводится монтаж полиэтиленовых труб. Для частных домовладений и административных помещений желательно использовать разборные соединения и работать с трубами диаметром до 50 мм.
Способы монтажа труб пнд
Существует 3 способа монтажа труб:
- С применением фитингов и фланцев (разъемное соединение);
- С применением специальных деталей с нагревателями (неразъемное, электромуфтовое);
- Стыковая сварка (неразъемное, с применением сварочного оборудования).
Рассмотрим каждый способ в отдельности.
![]()
Соединение труб пнд при помощи фитинга
Первый способ используется для соединения труб пнд диаметром не более 110мм и наиболее часто применяется для монтажа канализации и водопровода в квартире или доме. Самый простой из методов соединения и под силу даже новичку.
Для этого вам понадобятся, непосредственно, сами трубы, соединительные фланцы или фитинг нужной конфигурации. Наиболее часто используют латунный или пластмассовый фитинг компрессионного типа. Для канализации используют раструбное соединение с эластичными уплотнителями.
Для начала, при помощи специального трубореза, обрезаем края труб под прямым углом (90), удаляем грязь. Желательно нанести разметку – отметить глубину вхождения трубы в корпус фитинга.
Для удобства соединения края труб смажьте жидким мылом или гелем для мытья посуды. Затем берется фитинг и частично разбирается, гайка (накидная) отвинчивается на 3-4 оборота.









Вставляем трубу в фитинг до предварительно расчерченной отметки. Затем затягиваем гайку. Все, готово. Не забудьте что нужно проверить соединение труб водой.
![]()
Оборудование для электромуфтовой сварки
Электромуфтовая сварка – соединение пнд труб при помощи полиэтиленовых фасонных деталей, в тела которых вмонтированы электроспирали. Смысл данного метода заключается в следующем: когда подается ток на спирали, они нагреваются и расплавляют полиэтилен.
Таким способом фасонная соединительная часть приваривается к трубе. Такой монтаж относительно прост, но требует специального оборудования и соблюдения правил безопасности.
Перед началом работ требуется зачистить края труб и удалить загрязнения. Затем протрите из нутрии фасонную деталь. Для фиксации труб в процессе сварки и остывания, используйте позиционер.
Вставляем края труб в фасонную деталь и фиксируем их в позиционере. Затем соедините контакты детали со сварочным аппаратом и введите параметры сварки. Время и параметры сварки труб указаны на штрих коде детали.
Считайте их при помощи сканера или введите вручную. После полного остывания извлеките трубу из позиционера.
https://youtube.com/watch?v=YyB7m7MRlVc
![]()
Аппарат для стыковой сварки труб
Стыковая сварка используется для соединения труб с толщиной стенки более 5 мм и диаметром более 50 мм. При этом способе монтажа вам потребуется монтажно-сварочная установка. В ней нагреваете края труб, а затем прижимаете друг к другу.
Данный метод довольно таки сложен и требует специального навыка. Перед началом работ место соединения труб выравнивается под угол 90, с краев удаляются все сколы и неровности. Затем нагреваем их до температуры плавления, теперь убирается нагревательный элемент и быстро соединяем края труб, затем шов должен остыть.
Как видите сварка труб пнд своими руками, процесс выполнимый. Но если средства позволяют, лучше переложить это дело на плечи специалистов. А если вы решили непременно сделать все сами, выберите более легкий способ.
Электромуфтовая сварка полиэтиленовых труб (ПНД)
Электромуфтовая сварка – один из основных видов соединения полиэтиленовых труб (ПНД), особенностью которого является использование специального нагревательного элемента – электромуфты. Данный метод сварки обходится дороже, чем применения сварки встык, но иногда без этого способа не обойтись. В этой статье мы рассмотрим, в каких именно случаях применяется электромуфтовая сварка и каков принцип ее работы.
Сегодня электромуфтовую сварку ПНД используют для труб разной толщины стенок и разного диаметра, при монтаже безнапорного трубопровода – систем дренажа и самотечной канализации, врезке в действующий трубопровод и ремонте уже существующих трубопроводов. При соединении электромуфтой скорость выполнения работ очень высокая и требуется мало свободного пространства.
Как правило, электромуфтовая сварка полиэтиленовых труб проводится с помощью специального оборудования, оснащённого микропроцессорным управлением. Благодаря этому, муфтовая сварка обеспечивает контроль параметров процесса, автоматическое регулирование времени сварки, которое зависит от параметров фасонного элемента и температуры воздуха.
Технология муфтовой сварки полиэтиленовых труб
Сварка полиэтиленовых труб с помощью такого метода сварки предъявляет особые требования к проведению работ. Перед началом сварки необходимо зачистить поверхности, подлежащие свариванию, следя за тем, чтобы не оставалось никакой грязи или окисной плёнки. В случае приваривания ответвительного седла должны применяться правильно подобранные зажимы. Когда проводится электромуфтовая сварка, труба и фасонный элемент должны оставаться абсолютными неподвижными, причём не только во время соединения, но и в процессе остывания.
Процесс сварки труб с помощью закладных электромуфт производится в следующей последовательности:
- концы соединяемых полиэтиленовых труб должны быть очищены от загрязнений и обезжирены.
- электромуфта надевается на торец одной из труб, до совмещения торца муфты и ПНД трубы. При необходимости труба зажимается в позиционере. Вторая труба совмещается с первой «торец в торец», после чего муфта надвигается в обратную сторону на 1/2 длины муфты.
- провода от сварочного аппарата подключаются к клеммам электромуфты.
- запускается процесс нагрева электромуфты в режиме «автоматический». Сварка труб завершена, когда расплавленный полиэтилен выступил из контрольных отверстий фитинга.
- последний этап процесса — естественное охлаждение свариваемого узла до полной неподвижности.
Основные преимущества электромуфтовой сварки:
- Универсальное применение в отношении полиэтилена и толщины его стенки. Свойства расплавленного полиэтилена дают возможность использовать данный метод для соединения труб с разным диаметром.
- Практичность и удобство при монтаже. Для сварки ПНД данным методом достаточно просто свести вместе концы труб и соединить их нагревательным элементом, после чего нагреть их, просто подав электрический ток на выводы муфты. После этого процесс будет происходить в автономном режиме.
- Надежность. Отличительной особенностью данного метода является надежность и долговечность конечного результата. Материалы в стыках проникают друг в друг, таким образом плотность шва такая же, как и у остальных участков трубы.
- Экономичное и эффективное применение. Аппараты для электромуфтовой сварки отличаются компактным размером, малой массой и сравнительно небольшим энергопотреблением.
Исходя из выше сказанного, можно сделать вывод, что электромуфтовая сварка зарекомендовала себя как надежная, экономичная и удобная технология для соединения трубопроводов в газо- и водоснабжении, а также для канализации. Трубопровод, собранный из полиэтиленовых труб с качественно выполненным процессом сварки, прослужит несколько десятилетий, не требуя дополнительного обслуживания и ремонта. Однако специалисты отмечают, что обязательной частью процедуры сварки полиэтиленовых труб является контроль качества выполненных соединений. Продолжать обработку труб в дальнейшем можно только после осмотра всех выполненных соединений. Выполненные швы в точности должны соответствовать установленным техническим требованиям, только тогда соединение можно с уверенностью признать качественным.
Если Вы планируете осуществлять соединение труб аппаратами марки VOLZHANIN и у Вас возникли вопросы в процессе использования оборудования, Вы можете получить круглосуточную техническую поддержку по телефону горячей линии 8-800-200-17-45 (звонок по России бесплатный).
Необходимое оборудование для соедимнения
Выполнение каждого из методов соединения требует наличия определенного инструмента:
- Паяльника;
- Фасонные детали с электроспиралями.
Выбирая паяльник для сварки следует помнить, что они подразделяются в зависимости от формы рабочего органа на:
Приборы первого типа обычно используются для сварки труб встык в труднодоступных местах. Независимо от того какой из паяльников будет выбран необходимо учитывать и его мощность. Этот параметр подбирается следующим образом. Диаметр трубы в мм умножают на 10. Если предполагается соединение элементов диаметром в 50 мм, то следует приобретать паяльник мощностью в 500 Вт.
Современное оборудование для сварки ПНД труб сложно представить без электронной начинки. Имеется она и в паяльниках. Большинство моделей оснащены электронной регулировкой, позволяющей точно устанавливать температуру нагрева.
Для сварки ПНД труб также потребуются насадки к паяльнику. Они выпускаются с двумя видами покрытия:
Причем последнее отличается наиболее высокими прочностными характеристиками. Выбирая инструмент для выполнения сварки ПНД труб своими руками нужно помнить, что качественный шов можно получить только при использовании качественного оборудования.
Разъемное соединение и фитинги для него
Монтаж труб с использованием муфт не всегда отличается высокой надежностью, но все же используется довольно часто.
Такой способ имеет свои преимущества:
- Во-первых, для его выполнения не требуются специальные инструменты, может потребоваться только гаечный ключ и то при работе с тубами большого диаметра.
- Во-вторых, разъемное соединение может быть выполнено в местах, где сварка невозможна, например, под водой.
- В-третьих, этот способ рассчитан на быструю сборку трубопровода.
Для такого соединения могут использоваться латунные или фитинги ПНД сварные компрессионного типа в комплекте с заглушками и гибкими уплотнителями. Процесс подготовки аналогичен выполняемому при сварке.
Следующий шаг – то подготовка фитинга. Для этого отворачивается накидная гайка на несколько оборотов и в уплотнитель с усилием вставляется труба. Далее надевается цанга с эластичным кольцом и затягивается гайка.
Существует два способа выполнения разъемного соединения:
- Раструбное, с использованием резиновых уплотнителей;
- Фланцевое при помощи монтажных элементов.
Специалисты рекомендуют использовать второй способ, как более надежный и практически не уступающий сварке.
Монтаж труб с соединительными муфтами
Этот метод весьма надежный, а кроме того, он выполняется просто и не требует больших финансовых затрат. Сварные муфты ПНД выполняются из полиэтилена, поэтому имеют невысокую стоимость, но в то же время устойчивы к механическим воздействиям и перепадам температур.
Различные схемы соединения и виды фитингов
Еще одним плюсом использования таких соединительных элементов является их универсальность. Они могут применяться для сборки различных трубопроводов. Кроме того, для монтажа ПНД и металлических труб выпускаются специальные переходные муфты.
Каких ошибок следует избегать
Чтобы выполнить монтаж ПНД труб самостоятельно нужно иметь элементарные познания в сантехнике. Это поможет избежать ошибок при сборке. Одним из самых важных моментов является линейное расширение трубопровода. Без его выполнения в трубах возникает высокое напряжение, приводящее к уменьшению длительности эксплуатации системы.
Таблица технологической паузы
Если предполагается скрытая прокладка, то прежде, чем приступать к цементированию, необходимо увернуть трубы в изоляционный материл. Точно также поступают и при прокладке водопроводной системы, что позволяет избежать образования конденсата на поверхности. Выполняя сварку ПНД труб, нужно соблюдать определенные правила. Одним из них является умеренное затягивание переходников, чтобы избежать нарушения целостности системы.










Учитывая все перечисленные выше нюансы можно выполнить монтаж ПНД труб своими руками, не прибегая к услугам специалистов.
Качественное соединение гарантирует герметичность и долговечность трубопровода
Здравствуйте. Сегодня расскажу о том, как выполняется сварка труб ПНД при построении бытовых и промышленных трубопроводов. Тема представляет немалый интерес, так как трубы из полиэтилена низкого давления становятся все более востребованными по причине доступной стоимости, высокой прочности и продолжительного эксплуатационного ресурса.
Как можно согнуть и разогнуть ПНД трубу
Трубы ПНД небольших диаметров можно даже руками. При прокладке под землей, где эстетичность не требуется, лучше разогреть нужный участок феном, аккуратно согнуть безо всякой оправки – при этом изгиб получится с большим радиусом, зато напряжения в трубопроводе будут минимальны
Если требуются аккуратные изгибы малого диаметра, следует после разогрева осторожно уложить заготовку в оправку, сбитую из любых подручных материалов
![]()
Дать остыть – минимум в течение 15 минут. Можно использовать трубогиб, но поскольку полиэтилен – очень пластичный материал, то особой необходимости в его использовании нет.
Если материал поставлен в бухтах, то трубу следует растянуть на солнце, дать ей прогреться и растянуть. Или воспользоваться строительным феном.
Инструкция по сварке
Если вы выбрали полиэтиленовые трубы, поступили мудро, но теперь их еще нужно грамотно установить. Давайте учиться
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.
Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Электромуфтовое соединение
Такой вид сварки, называемый также терморезисторным, используют для крепления элементов разной толщины стенок и диаметра, а также для установки безнапорных трубопроводов – установок дренажа, самотечной канализации и т.д.
Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.
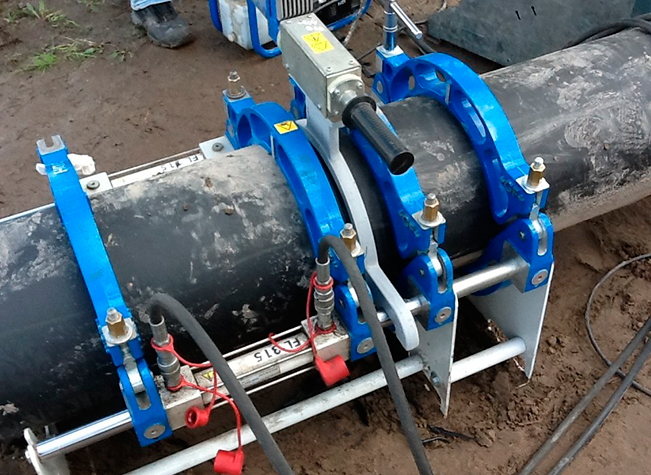
Так выглядит установка для соединения встык
Стыковая сварка
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.
При данном способе края изделий при помощи специального нагревательного прибора разогреваются, а затем расплавляются и в таком состоянии стыкуются, образуя одно целое и безупречный шов.
Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
Таблица для определения времени нагрева и охлаждения свариваемых элементов
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.



