
2 Минимизация риска деформирования труб из металлопластика
Применение специальных приспособлений для сгибания трубных МП изделий является единственным правильным и обеспечивающим ожидаемый эффект вариантом выполнения интересующей нас операции. Она производится при помощи трубогибов – относительно простых по конструкции устройств, которые качественно сгибают металлопластиковые трубы и при этом не повреждают их структуру.
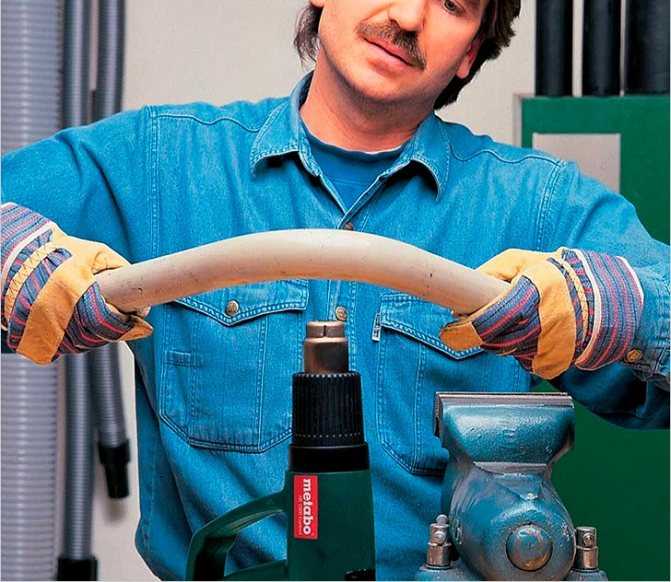
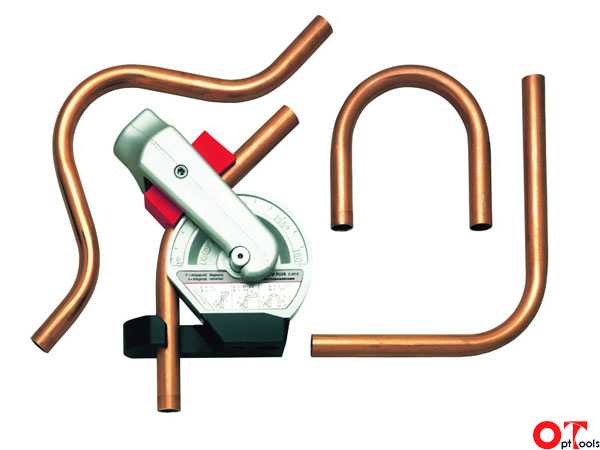
![]() Приспособление для сгибания трубных МП изделий
Приспособление для сгибания трубных МП изделий
Достоинств у таких приспособлений немало. Выделим самые главные из них:
- Безопасность проведения работ по сгибанию МП труб.
- Минимальная опасность (практически нулевая) разрушения сгибаемого изделия.
- Возможность работы с трубами всех существующих сечений.
- Получение изгиба без заломов и сплющиваний.
- Простота использования.
Трубогибы дают возможность сгибать МП изделия под разными углами. При применении таких приспособлений не нужно специально нагревать трубу до какой-либо определенной температуры. Трубогибы, заметим, делают из металла. Поэтому их корпус всегда является ударопрочным
Важно и то, что гибка труб при помощи подобных устройств позволяет улучшить качество осуществления монтажных мероприятий. Достигается это снижением числа резьбовых соединений и проведения сварочных работ при сборке водопровода, отопительной системы и других бытовых сетей
Как гнуть полипропиленовые трубы, чтобы избежать деформации
Во время процесса сгибания на полипропилен действует сразу несколько физических сил. Прежде всего, это механическая сила, которая и придает необходимый изгиб трубе. При этом по внутренней оси материал немного сжимается, а по внешней — растягивается. Такая упругая деформация легко может повредить трубу, если выполнять процедуру неправильно.
Кроме того, в большинстве случаев применяется горячий способ сгибания. При этом на полипропилен действует еще один фактор — температура. Как и любой вид пластика, ППР не всегда способен выдержать значительные температурные воздействия
Избежать деформации трубы при ее сгибании можно только путем соблюдения мер предосторожности
Стоит прислушаться к советам специалистов, касающиеся:
Температуры воздействия. Следует помнить, что полипропилен плавится при температуре около 140 ͒С. При этом он становится гибким и трубу можно согнуть. Однако если значительно превысить этот показатель, труба может просто расплавиться или сломаться. Чтобы этого не произошло, температура воздействия должна быть не более 150 ͒С.
Длительности воздействия
Трубу необходимо прогревать до податливости, важно не упустить тот момент, когда она станет гибкой. Дальнейшее воздействие будет способствовать изменению свойств материала.
Равномерности прогревание
Независимо от способа нагревания, необходимо следить за тем, чтобы все ее стороны были равномерно прогреты.
Радиуса изгиба. Это правило, в отличие от предыдущих, касается любого способа сгибания: и горячего, и холодного. Рассчитать этот параметр легко, стоит помнить, что радиус изгиба должен превышать радиус трубы не более, чем в 8 раз. Например, если радиус трубы 5 см, то изгиб должен иметь радиус, который не превышает 40 см.
Рекомендуем ознакомиться: Какую газовую горелку выбрать для пайки медных труб — обзор лучших
Процедура достаточно сложна для выполнения. С первого раза необходимый результат может не получиться. Кроме того, при подключении согнутой трубы к системе отопления, всегда есть опасность, что она будет протекать в месте изгиба
Чтобы этого избежать, важно правильно выбрать способ сгибания
Методы гибки труб без заводских приспособлений
В бытовых условиях нередко возникает необходимость в изгибании трубных заготовок при проведении строительных работ или монтаже газовых трубопроводов. При этом экономически нецелесообразно тратить финансовые средства на приобретение заводских трубогибов для разовых операций, многие применяют для этих целей простые самодельные приспособления.
Стальные трубы
Сталь относится к довольно жестким и прочным материалам, с большим трудом поддающимся деформации, основным методом изменения ее конфигурации является сгиб в нагретом состоянии с наполнителем при одновременном физическом воздействии. Для труб из тонкостенной нержавейки для получения длинного участка с небольшим радиусом изгиба применяют следующую технологию:
- Устанавливают заготовку вертикально, закрывают ее с одного конца пробкой и внутрь засыпают очень мелкий сухой песок, после полного заполнения вставляют пробку с другой стороны.
- Находят трубу или низкий вертикальный столб нужного диаметра и жестко закрепляют трубный конец на его поверхности.
- Оборачивают деталь вокруг трубной оси, поворачивая шаблон или обходя его вокруг.
- После навивки освобождают конец и извлекают изогнутую деталь из шаблона, снимают пробки и высыпают песок.
![]()
Рис. 11 Как получают нужный радиус изгиба медной трубы
Медные трубы
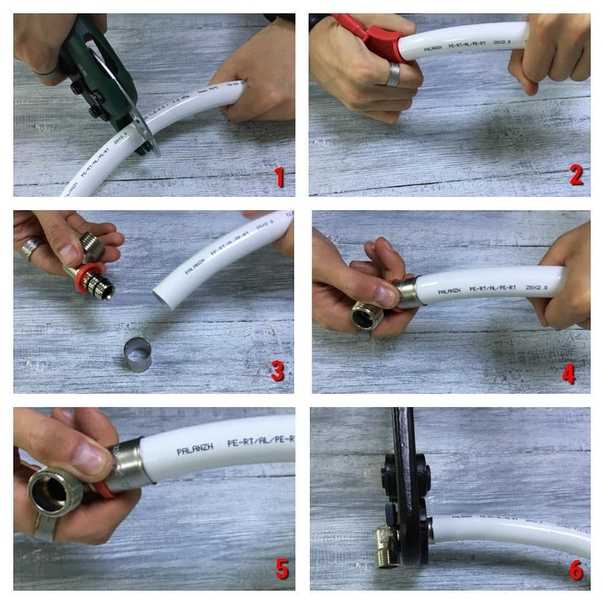
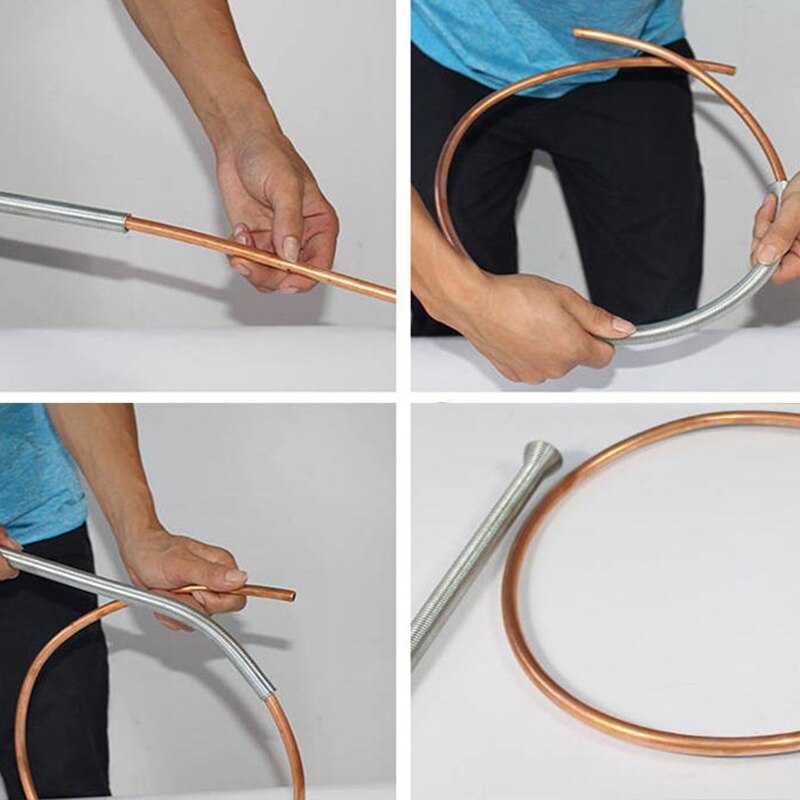
Медь относится к более мягким материалам, чем сталь, ее также удобно гнуть при нагревании или с помощью засыпанного внутрь песка. Можно также использовать для изгибания бытовой заменитель дорна – стальную пружину с плотными толстыми витками и сечением чуть меньше обрабатываемой детали. При проведении работ элемент вставляется внутрь и находится в точке, где производится деформация, а после проведения необходимых операций легко извлекается наружу. Но намного проще изгибать медные трубы специальным пружинным трубогибом (данные изделия можно приобрести в торговой сети), которые эффективны на коротких трассах и работают за счет равномерного распределения прилагаемого усилия на поверхность. Пружинное устройство работает следующим образом:
- Пружина одевается поверх трубы в нужное место, после чего ее вручную изгибают вместе с трубой.
- При дальнейшем изгибании пружину перемещают и производят загиб в другой точке.
- По завершении операции пружинный сегмент легко извлекается наружу без применения подсобных средств.
Другой популярный материал – алюминий, проще изгибать с нагреванием горелкой.
![]()
Рис. 12 Как гнут трубы без станка из алюминия
Металлопластиковые трубы
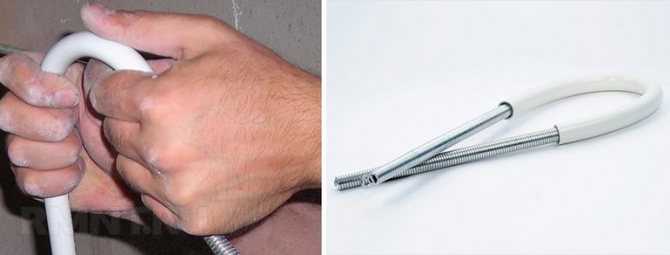
Да изгибания металлопластиковых труб в бытовом хозяйстве используется внутренняя или наружная пружина (кондуктор). Технология проведения работ аналогична операциям с медной трубой, при сгибке следует соблюдать допустимые ограничения по радиусу во избежание повреждения изделия.
Пластиковые трубы
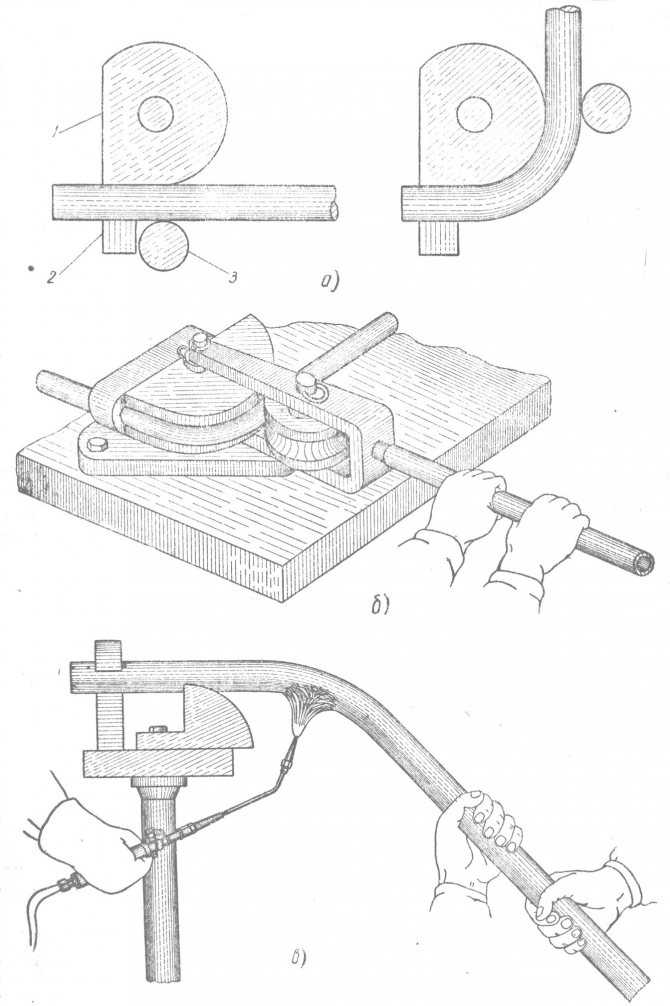
Основным элементом для изменения конфигурации пластиковых труб является строительный или бытовой фен, для облегчения работ можно использовать песок. Изделия сложной формы гнут следующим образом:
- На деревянную плиту с помощью шуруповерта вкручивают саморезы по нужной конфигурации заготовки.
- Вставляют трубный конец между двумя шурупами и производят нагрев стенки трубы феном, обеспечивая направление изделия с поворотами и гибкой по заданному маршруту.
- По окончании работ выкручивают саморезы и извлекают заготовку.
![]()
Рис. 13 Способы гибки труб из металлопластика наружным и внутренним кондуктором
Можно воспользоваться еще одной простой технологией:
- Насыпают в пластиковую трубу песок и плотно закрывают ее концы.
- Помещают изделие на некоторое время в кипящую воду и затем извлекают на поверхность.
- Придают заготовке нужную форму, фиксируя ее в нужном положении и дожидаясь охлаждения.
![]()
Рис. 14 Как сгибают пластиковые элементы
Существующие промышленные и бытовые методы получения необходимого радиуса изгиба позволяет проводить данные операции с любыми материалами различных диаметров. Для проведения работ применяют специальные приспособления ручного или электромеханического принципа действия, в которых часто используются гидравлические узлы. В бытовом хозяйстве эффективными методами гибки является применение специальных пружин и нагрев изделий газовыми горелками или бытовым феном (при изгибании пластика).
https://youtube.com/watch?v=zByRKyZAwd0
Сгибание труб вручную
Наиболее простой и распространенный метод сгибания выполняется вручную. Все, что требуется от мастера – немного ловкости рук. Процесс видоизменения изделия выглядит так:
- Аккуратно выполнить сгиб так, чтобы получившийся радиус составил не более 20˚.
- Отступить на 1 см от места изгиба и согнуть металлопластиковую трубу еще немного.
- Выполнить до 15 таких мини изгибов, чтобы повернуть изделие на 180 .
- При необходимости снова выпрямить трубу, разравнивать ее следует исключительно в обратном порядке.
Главное правило в ручном способе – плавность и неторопливость движений. Не следует стремиться согнуть изделие за один приём. Резкие движения могут спровоцировать повреждения.
Гибка вручную эффективна при работе с изделиями до 20 мм толщины. Более толстые изделия видоизменять вручную проблематично. Способ подходит для обработки труб заводской изоляции. Они удобны для установки и не нуждаются в дополнительном изолировании.
Материал разной толщины и жесткости гнется по-разному, поэтому лучше потренироваться перед началом работы. Для тренировок можно использовать метровые отрезки.
Сгибание труб трубогибом
Трубогиб – это ручной станок в виде пружины, которая обеспечивает аккуратное и безопасное сгибание металлопластиковой трубы на радиус до 180˚. Она эффективно работает с изделиями от 5 до 500 мм и может применяться для больших объемов работ.
Различают четыре типа станков, с помощью которых можно согнуть металлопластиковую трубу:
- ручная пружина (мобильная, может использоваться в домашних условиях);
- гидравлическая пружина (работает с изделиями до 120 мм). Она выдерживает механические удары и большие нагрузки, так как имеет упрочненный корпус. В комбинации с насосом обеспечивает высокую продуктивность работы;
- электрическая пружина с программным управлением;
- электрогидравлические аккумуляторные прессы.
Ручная пружина работает с металлопластиком от 5 до 125 мм. Она характеризуется минимальным весом – всего 10-50 килограммов. С ее помощью можно видоизменять материал всего лишь одной рукой.
![]()
Гибка металлопластиковой трубы трубогибом
Порядок сгибания металлопластика:
- Вставить станок в трубу. Наружный тип пружины используется, если планируется работать с длинной трубой и выполнить множество изгибов по всей ее длине. Внутренний тип эффективен, если выполнение изгиба осуществляется по краю трубы.
- Согнуть изделие. Сгибание происходит легкими аккуратными движениями. Однократный изгиб должен иметь радиус не более 20˚.
- Извлечь пружину.
Использование песка и фена для сгиба
Песок – это простой, доступный материал, который позволит добиться аккуратного изгиба металлопластиковой трубы в домашних условиях, без помощи громоздких и дорогих инструментов.
Работа с песком включает всего лишь три этапа:
- Одно из отверстий трубы необходимо плотно закрыть.
- Заполнить изделие просеянным песком.
- Медленно согнуть трубу до нужного радиуса.
Песок хорош тем, что он заполняет всю полость изделия равномерно, поэтому никаких дефектов во время работы с ним возникнуть не должно.
![]()
Гибка трубы с помощью фена
Фен позволяет не только согнуть ровную трубу, но и исправить дефект старой. Перед тем, как согнуть металлопластиковую трубу, необходимо немного разогреть ее. Главное — не перегреть изделие, чтобы оно не потеряло форму. Основное правило при работе с феном такое же, как и у других способов – выполнять движения максимально плавно.









Расчет радиуса изгиба
Правильный расчет радиуса зависит от диаметра изделия. В примере дана методика расчета для сечения 1.6 см.
Чтобы изгиб получился ровным, необходимо получить 1/2 окружности. Если диаметр изделия равен 1.6 см, то его радиус будет 80 мм. Для расчета отправных точек правильного изгиба необходимо воспользоваться формулой C = 2πR/4, в которой:
- С – размер отрезка, на котором нужно выполнить изгиб;
- π – значение пи = 3.14;
- R — радиус.
Подставив известные значения, получаем длину участка, достаточную для выполнения изгиба 2*3,14*80 мм /4= 125 мм.
Затем нужно перенести полученное значение на изделие и выбрать его середину, которая будет равной 62.5 мм. Центр отрезка составит середину изгиба. Затем берется капроновая бечевка, которой измеряется заглубление отправки.
Для этого следует привязать к отправке бечевку и запустить ее на необходимое расстояние внутрь изделия. Бечевкой также выполняется извлечение кондуктора после завершения работ.
Далее требуется плавно загнуть изделие, начиная от середины отмеченного отрезка и извлечь оправку. Следует одновременно пользоваться и внешней, и внутренней оправкой, чтобы предотвратить образование деформации на сгибах. После завершения описанных манипуляций материал готов к монтажу.
Как используя трубогиб согнуть металлопластиковые трубы
В процессе сборки трубопровода нередко возникает необходимость согнуть трубу. Если для монтажа применяют изделия из металлопластика, то выполнение этой работы не представляет очень сложной задачи. Металлопластик – материал пластичный, но при работе с ним нужно применять ряд правил. Разберемся, как гнуть металлопластиковые трубы.
Металлопластик часто используют для монтажа инженерных систем жилых домов. Этот материал подойдет для монтажа водопровода, систем вентиляции и отопления. Изгибание металлопластиковых труб своими руками – это не слишком сложная задача, однако, если провести эту работу неправильно, то это может привести к выходу изделия из строя из-за деформации.
Гнутье трубы – это процесс, во время которого изменяется положение центральной оси изделия. При этом на внешней стенке создается напряжение натяжения, а на внутренней – деформация сжатия.
Сгибать трубу следует, выдерживая оптимальный радиус изгиба. Этот показатель зависит от:
- Размера трубы;
- соотношения внутреннего и внешнего диаметров.
Какие приспособления используются?
Произвести изгиб трубы в домашних условиях вручную несложно, но при этом, слишком велик риск испортить заготовку. Поэтому необходимо использовать трубогиб для металлопластиковых труб. Это устройство бывает:
- механическим;
- с гидравлическим приводом;
- электромеханическим.
Применение трубогиба позволяет изогнуть металлопластик без повреждений. Плюсы использования оборудования:
- крайне малый риск испортить заготовку;
- простое использование;
- возможность выполнения изгиба на изделиях самого разного размера.
Гидравлический
Модель с гидроприводом существенно дороже пружинного трубогиба, но работать с ней намного легче. Такая модель оборудована встроенным насосом, благодаря которому для проведения изгиба не приходится прилагать больших физических усилий.
Трубогиб имеет прочный металлический корпус, который обеспечивает защиту гидравлической части прибора. Управляет работой устройства оператор, используя рычаг. Встречаются модели трубогибов с рамой открытого или закрытого типа.
Дорогие модели трубогибов оборудованы электрическим гидронасосом, более дешевые варианты имеют ручной гидравлический привод. Второй вариант удобен тем, что его можно применять без подключения к источнику электропитания.
Еще один вариант трубогиба носит название арбалетного. Такие приспособления бывают трех типов:
- наматывающего;
- обкатывающего;
- опорного.
При применении устройства первого типа изгибаемый отрезок прижимается к ролику, имеющему определенный размер. Чем больше диаметр рабочего ролика, тем большим будет радиус изгибания. При включении прибора ролик начинает вращаться, наматывая изгибаемый отрезок металлопластиковой трубы до получения нужной степени изгиба.
В оборудовании этого типа установлено три ролика, из них один является прижимным, именно он оказывает давление на трубу и создает изгиб. Два других ролика являются опорными. Оборудование такого типа применяется в том случае, если нужно изогнуть металлопластиковое изделие большого размера.
Итак, перед началом сборки трубопровода, нужно узнать, как согнуть металлопластиковую трубу в домашних условиях. Для выполнения этой работы стоит использовать простой пружинный трубогиб.
Профессиональное оборудование с гидроприводом стоит дорого и приобретать его для выполнения разовых работ нерационально.
Применение пружинного трубогиба позволяет выполнить изгиб металлопластиковых изделий максимально быстро и просто.
Технологии загибки
Перед тем как гнуть металлопластиковые трубы, необходимо определиться, каким способом сгибания воспользоваться. Каждый подход имеет особенности, преимущества и недостатки. Перечислим методы сгибания металлопластиковых изделий:
- Сгибание своими руками. Простой, не требующий больших затрат метод. Недостаток — высокая вероятность деформировать деталь.
- Использование трубогиба. Инструмент позволяет согнуть трубу под необходимым углом, исключая возникновение брака. Высокая стоимость трубогиба не оправдывает его единичного использования. Рекомендуется приобретать для проведения постоянных масштабных работ.
- Использование песка. Пыльный, энергозатратный метод, который разрешает добиться точных результатов.
- Применение пружины. Точный метод, исключающий появление брака при сгибании. Недостаток — сложность при выборе необходимого диаметра приспособления.
Рассмотрим технологию сгибания каждого метода подробно.
Ручной метод
При сгибании вручную, главное правило — не делать резких и быстрых движений. Изделие зажимается в одной руке, а второй выполняется аккуратное отклонение на вычисленный ранее радиус. Первый сгиб рекомендуется выполнять на 20°, не более. Затем отступаете 10 мм от места сгиба и выполняете изгиб с небольшой амплитудой еще раз. Таких неамплитудных сгибаний следует выполнить 10-15, чтобы металлопластиковая деталь развернулась на 180°. Если возникнет потребность выпрямить трубу, делайте это же, только в обратном порядке.
https://youtube.com/watch?v=V-bNEZxbdRY
Использование песка
Этот метод чаще всего используется, если не получилось подобрать пружину нужного размера. В трубу засыпается просеянный песок так, чтобы не осталось пустот. Концы трубы закрываются заглушками, чтобы избежать высыпания песка. Деталь зажимается тесками в месте, которое удалено от места изгиба.
Перед сгибанием необходимый участок прогревается паяльной лампой. Греть нужно аккуратно, проверяя степень накаливания песка бумагой (тлеющая бумага — знак того, что песок раскален до нужной температуры). После подогрева придаем изделию нужную форму, песок высыпаем.
Применение трубогиба
Трубогиб — инструмент, которым возможно согнуть металлопластиковое изделие и в домашних условиях. Приспособление состоит из подвижного ролика и ролика-шаблона, скобы, рукояти и изогнутой трубы. Станок гнет изделия без предварительного нагрева, максимальный изгиб — 180°, процесс безопасный, исключено появление брака.
Устроен станок Вольнова просто, при его использовании не нужно обладать специальными навыками. В домашних условиях применяются чаще арбалетные или пружинные трубогибы. Поверхность, которая выгибает тубу, должна быть смазана маслом перед использованием станка. Это снизит трение и риск возникновения повреждений.
В специализированных магазинах встречаются и более усовершенствованные модели трубогибов. Но покупка гидравлических или электромеханических станков целесообразна только в случае выполнения большого объема работы.
Применение пружины
Использование пружины для гибки металлопластиковых труб — проверенный метод. Для этого процесса потребуется подходящего диаметра пружина. Чтобы придать изделию нужную форму, нужно следовать простой инструкции:
- Поместить приспособление в деталь трубопровода. Пружина должна расположиться непосредственно в месте изгиба.
- Аккуратно, без резких движений согнуть деталь под нужным углом.
- Вынуть пружину.
Каждый из представленных методов надежен и эффективен. Действуя без спешки, аккуратно, возможно согнуть трубу из металлопластика разного диаметра под необходимым углом. Необязательно покупать дорогостоящие приспособления.
ГОСТ 17365-71; Справочник по холодной штамповке
![]()
Минимальные радиусы гибки труб R должны быть:
- для труб с наружным диаметром до 20 мм, не менее…2,5D
- для труб с наружным диаметром свыше 20 мм, не менее…3,5D (где D – наружный диаметр трубы).
Утонение стенок в местах изгиба труб и переходов криволинейных участков в прямолинейные не должно превышать:
для стальных труб–20% от исходной толщины стенки
для труб алюминиевых сплавов–25% от исходной толщины стенки.
Утонение стенок труб, штампованных из листов, не должно превышать 15% от исходной толщины листа.
| Тип профиля | Наименьший радиус изгиба | Примечание |
| Стальные трубы: | Радиусы изгиба по оси трубы. Гибка без наполнения или оплавки. При меньших радиусах изгиба гибку следует производить с оплавкой или наполнением. | |
| при S=0,02D | 4D | |
| S=0,05D | 3,6D | |
| S=0,1D | 3D | |
| S=0,15D | 2D | |
| Обозначения: D — диаметр трубы; S — толщина стенки трубы |
К оглавлению
glavconstructor.ru
| Наименьшие радиусы и наименьшие длины прямых участков изогнутых труб показаны на рис. 1.
Рис.1 Длину изогнутого участка трубы А определяют по формуле: Где R – наименьший радиус изгиба, мм; dн – наружный диаметр труб, мм. При выборе радиуса изгиба следует по возможности предпочитать для изгиба трубы в холодном состоянии. Наименьшая длина прямого участка трубы Lmin необходима для зажима конца трубы при изгибе Радиусы изгиба медных и латунных труб, изготовляемых соответственно по ГОСТ 617-90 и ГОСТ 494-90 (см рис. 1) Наружный диаметр dн
Радиусы изгиба стальных водогазопроводных труб, изготовляемых по ГОСТ 3262-75 (см рис. 1)
Радиусы изгиба стальных труб в зависимости от их диаметра и толщины стенокРазмеры, мм
В.И. Анурьев, Справочник конструктора-машиностроителя, том 3, стр.368-369., Москва 2001 |





rems-shop.ru
Нюансы гибки труб из цветных металлов
Одно из отличительных свойств цветных металлов – большая пластичность. Однако для выполнения гибки ее может быть недостаточно. Прилагаемые усилия сжатий и растяжений часто бывают причиной смятий и даже разрывов заготовки
Чтобы этого избежать, важно четко следовать технологической инструкции
Гибка труб из меди и латуни.
При работе с заготовками из меди и латуни используют как холодный, так и горячий способы гибки труб. И в том, и в другом случае в полость объекта помещается наполнитель: для холодного метода – расплавленная канифоль, для горячего – песок. Технологически процесс ничем не отличается от работы со стальными трубами.
Прежде чем приступить к гибке медных или латунных заготовок, их нужно обжечь, а затем остудить. Термическое воздействие на оба материала одинаковое: +600…+700 °С. А вот способы их охлаждения разные: медь для этого окунают в воду, а латунь оставляют на воздухе.
Когда труба приобретает нужную форму, канифоль из нее выплавляют. Чтобы не нарушить целостность изделия, процесс извлечения начинают с краев. Трубогиб может быть как простым инструментом, так и сложным технологичным станком.
Устройства с ручным приводом работают за счет приложения немалой физической силы мастера, а гидравлические агрегаты требуют минимального ее количества. Станки того и другого типа имеют сменные насадки, позволяющие работать с заготовками разных диаметров.
![]()
Хотя трубы из меди и латуни гнуть легче, чем стальные, сложности процесса, связанные с законами физики, остаются те же – в точке сгиба наружная стенка заготовки растягивается и истончается.
В то же время, внутренняя стенка сжимается и становится толще. Такие деформации могут привести к изменению формы полости трубы с круглой на овальную, снизить ее проходимость
Поэтому прежде чем приступить к любому из способов гибки труб, важно принять меры по предотвращению негативных явлений
Гибка труб из алюминия.
Способы работы с алюминиевыми трубами такие же, как с медными или латунными:
- с использованием роликов;
- прокатка;
- откатывание;
- давление.
Прежде чем выбрать способ гибки труб из алюминия, важно ознакомиться с существующими вариантами. Первый подходит для работы с тонкими заготовками, диаметр сечения которых не превышает 10 см
С его помощью можно получить пологий изгиб без высокой градусной точности. Минимальный радиус сгибания установлен строго и составляет 5-6 диаметров трубы.
Степень изгиба зависит от положения отклоняющегося ролика. Этот метод, как правило, встречается при работе с декоративными элементами интерьера. При помощи второго способа выполняют манипуляции с трубами большого сечения. Для этого часто применяют 3-роликовое гибочное устройство. Заготовку располагают между приводными роликами. Радиус гибки настраивается путем изменения их положения.
В этом способе гибки труб получить точный угол еще сложнее, чем в первом. Зато заготовку можно пропускать через роликовую систему до тех пор, пока нужная конфигурация не будет достигнута.
При откатке в полость трубы не помещают наполнитель, поэтому такой метод применим лишь в случаях, когда нужен небольшой изгиб. Работая этим способом, не получится выполнить точные требования по степени овальности сечения на участке воздействия.
Классификация и виды устройств для гнутья (устройство, технические характеристики)
В бытовых условиях, как правило, применяют следующие аппараты по изгибу отводов из металлопластика:
- Пружинные.
- Арбалетные.
- Гидравлические.
Пружинный
Это стальная пружина обусловленной длины и сечения. Успешно работает с отводами малых сечений (от 5 до 125 мм), способно придать необходимую точность углу изгиба изделия.
Элемент помещают внутри заготовки с таким расчетом, чтобы её середина оказалась в центре изгиба. Существуют приспособления, которые надевают на трубу. Затем производят изгибание либо вручную, либо с помощью механизмов.
![]()
После завершения операции, пружину вытаскивают из отвода за проволоку, конец которой прикреплен к пружине.
Гидравлический
Действие прибора основано на принципах гидравлики. В прочный металлический корпус агрегата встроен гидравлический насос. Этот элемент существенно снижает физические усилия, прилагаемые для гнутья отводов. Посредством управляющего рычага можно изменять угол изгиба, останавливать процесс гибки. Устройством можно гнуть трубы сечением до 125 мм.
![]()
Аппарат оснащается как открытой рамой, так и закрытой. В первом случае установка заготовки происходит быстрее, во втором варианте обеспечивается более надежное крепление отвода и безопасное проведение рабочего процесса. Инструмент работает быстро, без заломов и сплющивания на местах изгибов. Им обычно выполняют большие объемы работ. Минимальный радиус изгиба составит 45 мм.
Арбалетные
Название данного типа устройства соответствует внешнему виду инструмента. Он состоит из корпуса, на котором расположена ручка управления с рычагом, рама Т-образного типа и упоры для крепления отводов.
Механический аппарат рассчитан на сгибание труб сечением от 5 до 32 мм. Приводится в действие физической силой работника.
Чтобы выполнить изгиб с нужным углом, устанавливают подходящий шаблон из комплекта.
![]()
Аппарат обеспечивает высокое качество изгиба. Может применяться вместе с пружиной или гидравлическим толкателем, что облегчает работу монтажника.
Наматывающий метод во многом схож с вышеописанным способом. Заготовка прижимается фиксаторами к ролику. Под его вращением отвод наматывается на него до получения нужного результата.
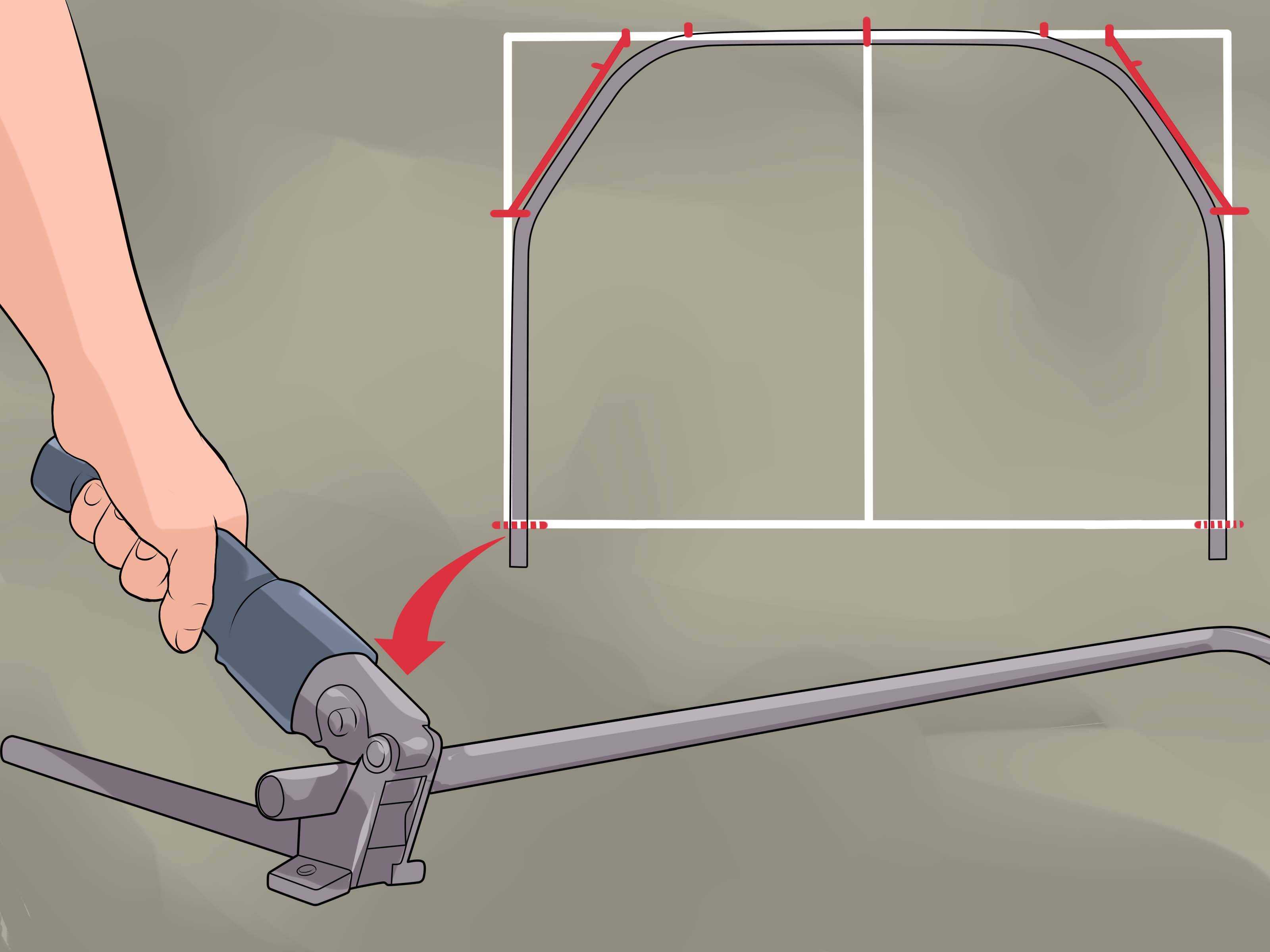
Использование трубогиба
Если необходима конструкция с идеально выполненными изгибами или планируются продолжительные работы по сгибанию труб, потребуется трубогиб. Это станок, позволяющий гнуть трубы любого диаметра и получать изгиб до 180 градусов. Из-за сходства с арбалетом устройство получило название “арбалетный трубогиб”.
Основные части трубогиба:
- шаблоны (башмаки или пуансоны) – сменные насадки для труб разного диаметра;угловые опоры;траверсы или гибочная рама – две параллельных планки с отверстиями для крепления опор;шток, на котором крепится шаблон;механизм подачи и возврата штока.
В зависимости от типа механизма подачи штока трубогибы бывают ручными и гидравлическими.
Ручные трубогибы используют для изгибания труб диаметром 5-32 мм, гидравлические – для диаметров 12-100 мм.
Принцип работы прост: труба зажимается между шаблоном и угловыми опорами и при движении штока за счет усилия прижатия постепенно выгибается.
Порядок работы с этим инструментом следующий:
- Устанавливают трубогиб в горизонтальное положение.Отводят шток в нерабочее положение.На шток закрепляют пуансон, соответствующий диаметру. Поверхность пуансона смазывают маслом для снижения трения.Угловые опоры размещают в нижней траверсе на максимальном расстоянии друг от друга и закрепляют верхнюю траверсу.Между опорами и шаблоном пропускают трубу. Контролируют ее расположение в проточке шаблона.Нажимают рычаг трубогиба и вдавливают трубу в проточку шаблона.Переставляют опоры ближе и снова нажимают рычаг.Постепенно переставляя опоры, доводят угол сгибания до требуемого.Отводят шток в нерабочее положение, вынимают трубу.
https://youtube.com/watch?v=gYZXOyMzPqA
https://youtube.com/watch?v=Wl2MIs8qw8I
https://youtube.com/watch?v=giaIrLH63wA
Простая инструкция: как согнуть металлопластиковую трубу?
![]()
Металлопластиковые трубы уверенно заменили металлические аналоги, благодаря своей гибкости, быстроте и простоте монтажа. Они не требуют сварки, поэтому широко применяются в частном хозяйстве.
Сгибание трубы
Чтобы уложить изделие в систему теплоснабжения, необходимо предварительно его изогнуть. Это легко выполнить в домашних условиях, используя один из приведенных ниже способов.








Как выбрать способ сгибания трубы?
Хотя металлопластиковая труба гибкая по своей природе, она плохо реагирует на механические манипуляции. В результате неправильного изгиба она может дать трещины, и даже разломы. Дело в том, что по внутренней поверхности она обнесена алюминиевым слоем, который может повредиться при резких движениях.
После существенной деформации вернуть изделию прежний вид практически невозможно, поэтому перед тем, как приступать к гибке, лучше потренироваться.
Существуют следующие способы сгибания трубы в домашних условиях:
- выполнение изгиба вручную;
- применение трубогиба;
- применение песка;
- разогрев поверхности феном.
Разогрев феном и применение песка могут использоваться в качестве сопутствующих способов в дополнение к основным. Например, при помощи сыпучего материала можно исправить брак, полученный при сгибании. Трубогиб эффективен, если необходимо выполнить множество изгибов, радиус которых разный. Если металлопластиковую трубу нужно согнуть однократно, то можно ограничиться ручным способом.
Использование песка и фена для сгиба
Песок – это простой, доступный материал, который позволит добиться аккуратного изгиба металлопластиковой трубы в домашних условиях, без помощи громоздких и дорогих инструментов.
https://youtube.com/watch?v=OWfzRCXLdFU
Работа с песком включает всего лишь три этапа:
- Одно из отверстий трубы необходимо плотно закрыть.
- Заполнить изделие просеянным песком.
- Медленно согнуть трубу до нужного радиуса.
Песок хорош тем, что он заполняет всю полость изделия равномерно, поэтому никаких дефектов во время работы с ним возникнуть не должно.
Гибка трубы с помощью фена
Фен позволяет не только согнуть ровную трубу, но и исправить дефект старой. Перед тем, как согнуть металлопластиковую трубу, необходимо немного разогреть ее. Главное – не перегреть изделие, чтобы оно не потеряло форму. Основное правило при работе с феном такое же, как и у других способов – выполнять движения максимально плавно.
Расчет радиуса изгиба
Правильный расчет радиуса зависит от диаметра изделия. В примере дана методика расчета для сечения 1.6 см.
Чтобы изгиб получился ровным, необходимо получить 1/2 окружности. Если диаметр изделия равен 1.6 см, то его радиус будет 80 мм. Для расчета отправных точек правильного изгиба необходимо воспользоваться формулой C = 2πR/4, в которой:
- С – размер отрезка, на котором нужно выполнить изгиб;
- π – значение пи = 3.14;
- R – радиус.
Подставив известные значения, получаем длину участка, достаточную для выполнения изгиба 2*3,14*80 мм /4= 125 мм.
Затем нужно перенести полученное значение на изделие и выбрать его середину, которая будет равной 62.5 мм. Центр отрезка составит середину изгиба. Затем берется капроновая бечевка, которой измеряется заглубление отправки.
Для этого следует привязать к отправке бечевку и запустить ее на необходимое расстояние внутрь изделия. Бечевкой также выполняется извлечение кондуктора после завершения работ.
Далее требуется плавно загнуть изделие, начиная от середины отмеченного отрезка и извлечь оправку. Следует одновременно пользоваться и внешней, и внутренней оправкой, чтобы предотвратить образование деформации на сгибах. После завершения описанных манипуляций материал готов к монтажу.
Устройства для гибки
Применение трубогибов для продукции из металлопластика, а также стальных тонкостенных труб считается более целесообразным, поскольку требуется их изгиб под разными углами. Качественный трубогиб для тонкостенных труб поможет выполнить такие задачи.
Существуют следующие виды приспособлений:
- гидравлические;
- ручные;
- электромеханические.
Гидравлические модели предназначены для труб диаметром до 12 сантиметров, они могут быть ручным и стационарным. Данный инструмент обладает огнеупорным корпусом, способным выдерживать значительные механические нагрузки. Он также снабжен гидравлическим насосом.
![]()
Трубогиб ручного типа для металлопластика дает возможность работать с изделиями, имеющими тонкие стенки и диаметр до 5 сантиметров. Более сложные модели ручных устройств могут оснащаться перепускными клапанами, силовым нагнетательным механизмом, рукоятками, благодаря чему обеспечивается высокоэффективное использование устройства.
По методу изгиба продаются трубогибы:
- сегментные;
- пружинные;
- арбалетные.
Сегментные модели позволяют делать загиб вокруг изделия. При помощи пружинного элемента выполняется гибка металлопластиковых труб. Преимуществами данного устройства являются простота конструкционного решения, долговечность, сохранение отличной жесткости и нужной формы вне зависимости от количества изгибов.



