
Описание
Установка УОГ-20/100/200 позволяет очищать углеводородсодержащие газовые смеси от примесей сероводорода (H2S). На выходе получается газ с общим содержанием сероводорода не более 0,01%, что приемлемо для использования в газовых котлах и газопоршневых установках (ГПУ).
Химический процесс (очистка газа от серы), который используется в установке УОГ-20/100/200 — это каталитическое окисление сероводорода в элементарную серу, с последующей регенерацией катализатора кислородом воздуха. Сероочистка газа протекает в температурном интервале от +10 до +50 С, не требует дополнительного нагрева и компримирования газа. После того как прошла очистка газов от сероводорода, полученное вещество (элементарная сера) являются химически неопасными веществами (по ГОСТ 12.1.005-88 относится к IV классу опасности). Очистка газов от сероводорода контролируется автоматически. Таким образом, установка УОГ-20/100/200 представляет собой совокупность простых технологических решений, что снижает эксплуатационные затраты и минимизирует деятельность рабочего персонала.
Установка УОГ-20/100/200 (очистка газов от сероводорода) представляет комплекс включающий в себя: химические машины, насосное оборудование и щит управления, смонтированные на раме единым блоком. Все элементы оборудования выполнены из нержавеющей стали марки 18Х12Н10Т, несущая рама выполнена из конструкционной стали, возможно контейнерное исполнение.
Технологическая схема
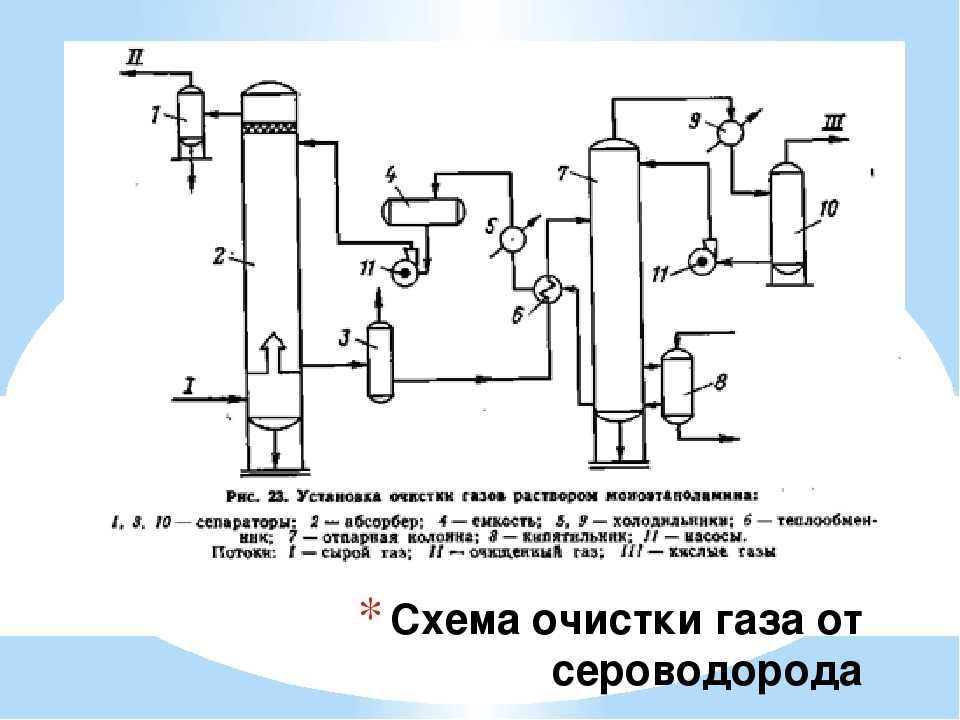
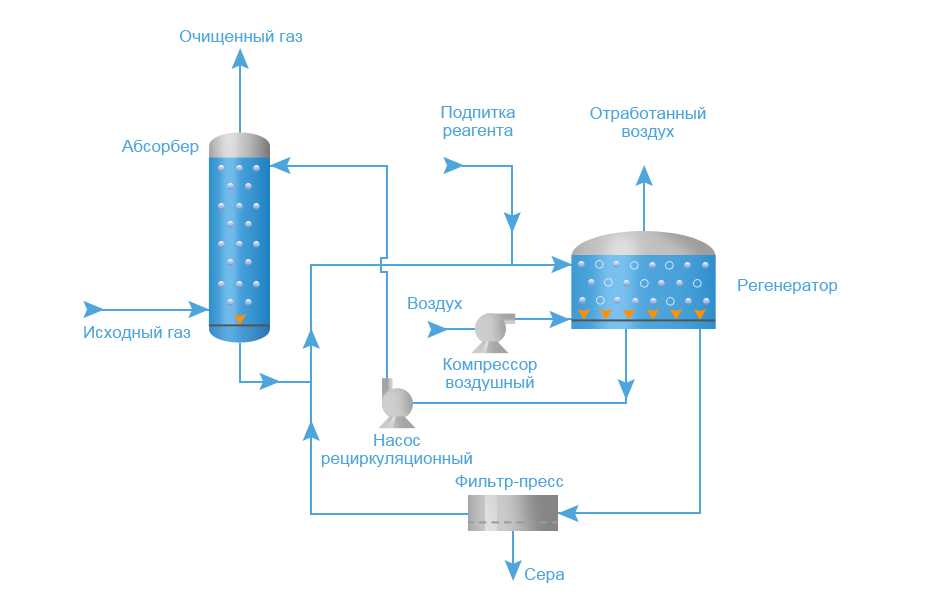
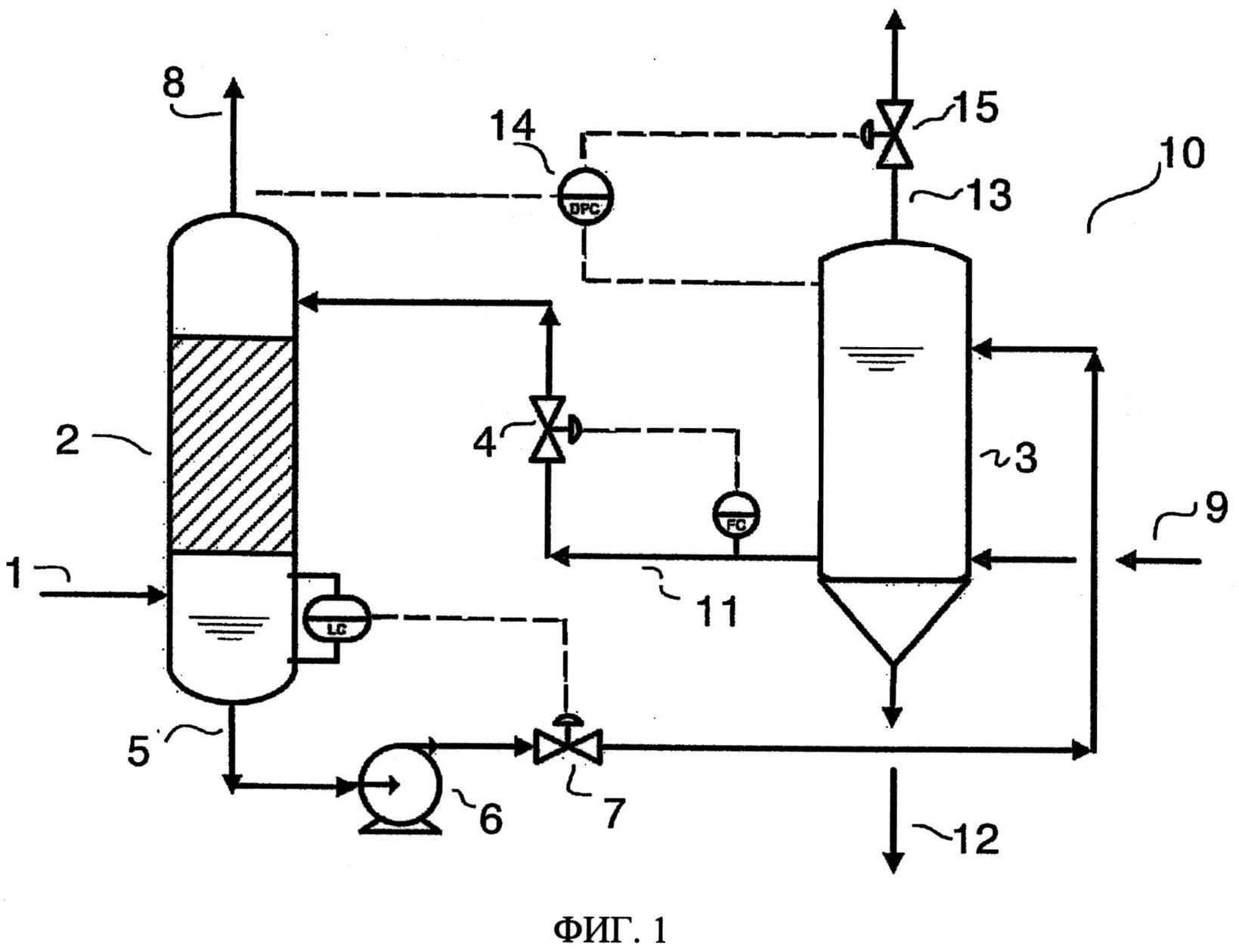
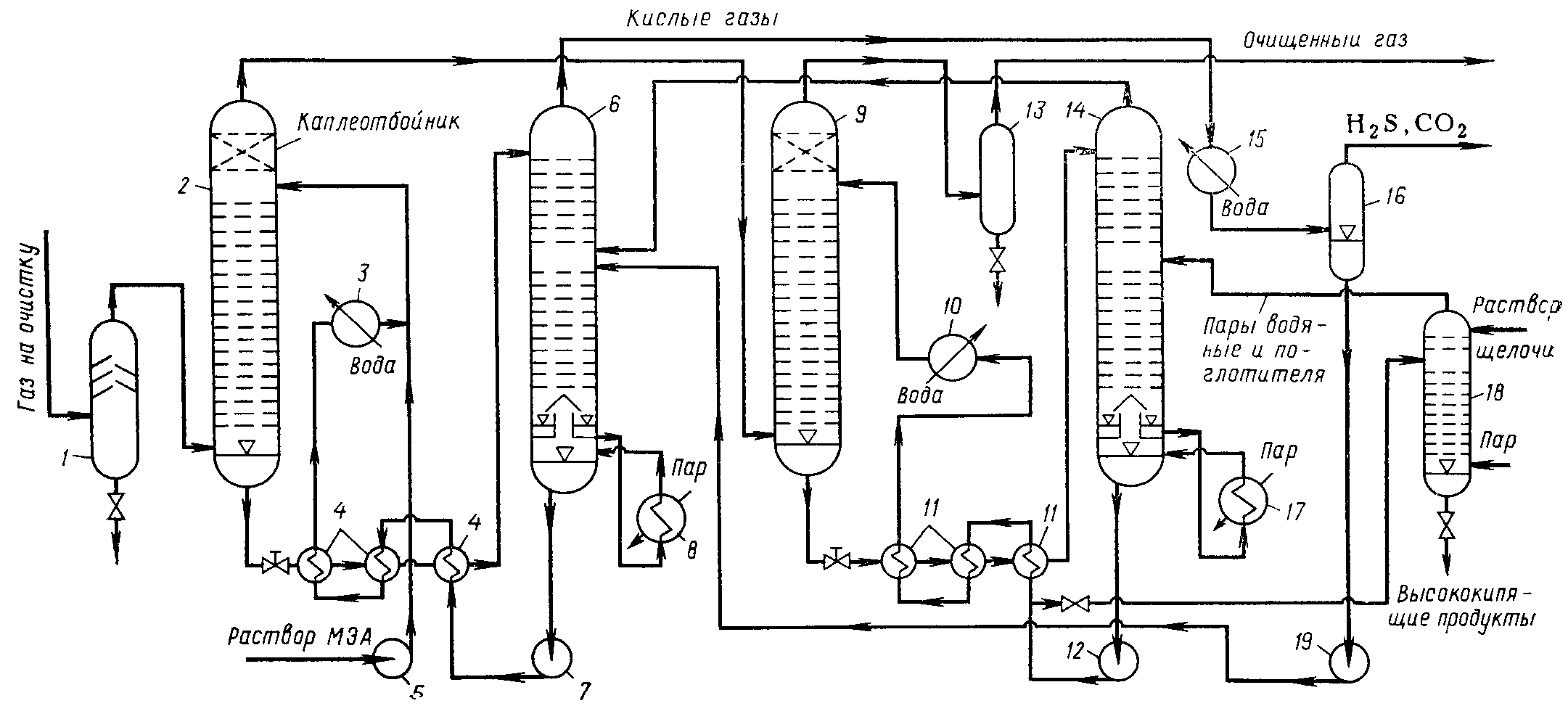
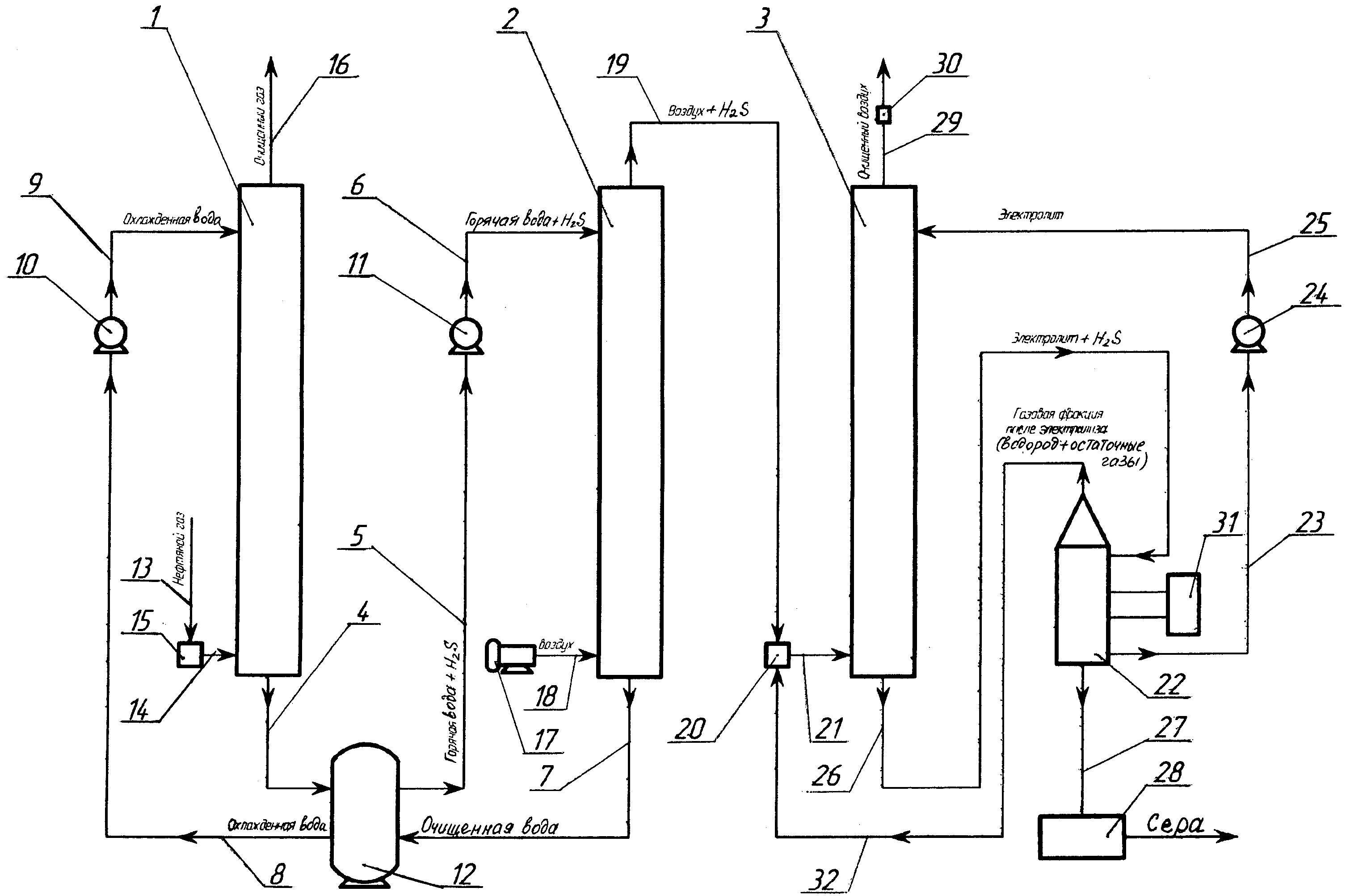
![]() Схематическое изображение типичного технологического оборудования для очистки кислого газа регенеративным абсорбентом
Схематическое изображение типичного технологического оборудования для очистки кислого газа регенеративным абсорбентом
Абсорбер
Кислый газ, подаваемый на очистку, поступает в нижнюю часть абсорбера. Этот аппарат обычно содержит от 20 до 24 тарелок, но для небольших установок это может быть колонна, оснащенная насадкой. Водный раствор амина поступает в верхнюю часть абсорбера. По мере того как раствор стекает по тарелкам вниз, он находится в контакте с кислым газом, поскольку газ движется вверх через слой жидкости на каждой тарелке. Когда газ достигает верхней части сосуда, практически весь H2S и, в зависимости от используемого абсорбента, весь CO2 удаляются из потока газа. Очищенный газ соответствует спецификациям по содержанию H2S, CO2, общей сере.
Сепарация и подогрев насыщенного амина
Насыщенный раствор амина покидает абсорбер внизу и проходит через клапан сброса давления, обеспечивая падение давления примерно на 4 кгс/см2. После снижения давления обогащенный раствор поступает в сепаратор, где выделяется большая часть растворенного углеводородного газа и некоторое количество кислого газа. Затем раствор протекает через теплообменник, нагреваясь от тепла горячего потока регенерированного амина.
Десорбер
Насыщенный абсорбент поступает в аппарат, где регенерация абсорбента происходит при давлении около 0,8-1 кгс/см2 и температуре кипения раствора. Тепло подается от внешнего источника, такого как ребойлер. Отпаренный кислый газ и любой углеводородный газ, не испарившийся в сепараторе, выходит сверху десорбера вместе с небольшим количеством абсорбента и большим количеством водяного пара. Этот поток паров проходит через конденсатор, обычно воздушный охладитель, для конденсации паров абсорбента и воды.
Смесь жидкости и газа поступает в сепаратор, обычно называемый рефлюксной емкостью (аккумулятором рефлюкса), где кислый газ отделяется от сконденсированных жидкостей. Жидкая фаза сепаратора подается обратно в верхнюю часть десорбера в качестве флегмы. Поток газа, состоящий в основном из H2S и CO2, обычно направляется на установку получения серы. Регенерированный раствор поступает из ребойлера через теплообменник с насыщенным / регенерированным раствором амина в аппарат воздушного охлаждения и далее в расширительный бак. Затем поток нагнетается насосом высокого давления обратно в верхнюю часть абсорбера, чтобы продолжить очистку кислого газа.
![]()
Система фильтрации
Большинство систем абсорбентов имеют средства фильтрации раствора. Это достигается путем пропускания насыщенного раствора амина из сепаратора через фильтр для улавливания твердых частиц, а иногда и через угольный фильтр. Цель состоит в том, чтобы поддерживать высокую степень чистоты раствора для избежания пенообразования раствора. Некоторые системы абсорбентов также имеют средства для удаления продуктов разложения, которые включают в себя поддержание дополнительного ребойлера для этой цели при подключении оборудования для регенерации.
Назначение
Установки производства серы преобразуют H2S, содержащийся в потоках кислых газов из установок регенерации аминов и установок нейтрализации сернисто-щелочных стоков, в жидкую серу. Обычно двух или трехступенчатый процесс Клауса восстанавливает более 92% H2S в виде элементарной серы.
Большинство нефтеперерабатывающих заводов требуют извлечения серы более чем на 98,5%, поэтому третья ступень Клауса работает ниже точки росы серы. Третья ступень может содержать катализатор селективного окисления, иначе в состав установки производства серы необходимо предусматривать установку дожигания хвостовых газов. Становится все более популярным дегазировать полученную расплавленную серу. Крупные компании предлагают запатентованные процессы, которые дегазируют расплавленную серу до 10-20 мас. ppm H2S.
![]()
Четыре варианта очистки алконоламинами
Алконоламины или аминоспирты – это вещества, содержащие не только аминовую группу, но и гидроксигруппу.
Устройство установок и технологии очистки природного газа алканоламинами отличаются преимущественно способом подачи абсорбирующего вещества. Чаще всего в чистке газа с применением этого вида аминов используют четыре основных методики.
Первый способ. Предопределяет подачу активного раствора одним потоком сверху. Весь объем абсорбента направляется на верхнюю тарелку установки. Процесс очистки происходит при температурном фоне не выше 40ºС.
![]() Простейший способ очистки предполагает подачу активного раствора одним потоком. Эта методика применяется, если примесей в газе незначительное количество
Простейший способ очистки предполагает подачу активного раствора одним потоком. Эта методика применяется, если примесей в газе незначительное количество
Эта методика обычно используется при незначительном загрязнении сероводородными соединениями и углекислотой. Суммарный тепловой эффект для получения товарного газа при этом, как правило, невысок.
Второй способ. Этот вариант очистки применяется при высоком содержании сероводородных соединений в газообразном топливе.
Реактивный раствор в этом случае подают в два потока. Первый, объемом примерно 65-75% общей массы, направляется в середину установки, второй поставляется сверху.
Аминовый раствор стекает вниз по тарелкам и встречается с восходящими газовыми потоками, которые нагнетаются на нижнюю тарелку абсорбирующей установки. Перед подачей раствор разогревается не более чем до 40ºС, но в ходе взаимодействия газа с амином температура значительно повышается.
Чтобы из-за повышения температуры не падала эффективность чистки, избыток тепла отводится вместе с отработанным раствором, насыщенным сероводородом. А вверху установки производится охлаждение потока с целью извлечения остатков кислых составляющих вместе с конденсатом.
![]() Второй и третий из описанных способов предопределяет подачу абсорбирующего раствора двумя потоками. В первом случае реактив подают одной температуры, во втором – разной
Второй и третий из описанных способов предопределяет подачу абсорбирующего раствора двумя потоками. В первом случае реактив подают одной температуры, во втором – разной
Это экономичный способ, позволяющий сократить расход как энергии, так и активного раствора. Дополнительный подогрев не производится ни на одном этапе. По технологической сути он является двухуровневой очисткой, предоставляющей возможность с наименьшими потерями подготовить товарный газ к подаче в магистраль.
Третий способ. Предполагает поставку абсорбера в очищающую установку двумя потоками разной температуры. Методика применяется, если кроме сероводорода и углекислоты в сыром газе есть еще и CS2, и COS.
Преобладающая часть абсорбера, примерно 70-75%, разогревается до 60-70ºС, а оставшаяся доля только до 40ºС. Подаются потоки в абсорбер так же, как в вышеописанном случае: сверху и в середину.
Формирование зоны с высокой температурой дает возможность быстро и качественно извлечь органические загрязнения из газовой массы внизу очищающей колонны. А вверху диоксид углерода и сероводород осаждаются амином стандартной температуры.


Четвертый способ. Эта технология предопределяет подачу водного раствора амина двумя потоками с разной степенью регенерации. То есть один поставляется в неочищенном виде, с содержанием сероводородных включений, второй – без них.
Первый поток нельзя назвать полностью загрязненным. Он только частично содержит кислые компоненты, потому что часть из них удаляется в ходе охлаждения до +50º/+60ºС в теплообменнике. Этот поток раствора забирается с нижней насадки десорбера, охлаждается и направляется в среднюю часть колонны.
![]() При значительном содержании сероводородных и углекислых компонентов в газообразном топливе очистку производят двумя потоками раствора с разной степенью регенерации
При значительном содержании сероводородных и углекислых компонентов в газообразном топливе очистку производят двумя потоками раствора с разной степенью регенерации
Глубокую очистку проходит только та часть раствора, которую нагнетают в верхний сектор установки. Температура этого потока обычно не превышает 50ºС. Здесь выполняется тонкая чистка газообразного топлива. Эта схема позволяет сократить расходы как минимум на 10 % за счет сокращения расхода пара.
Понятно, что способ очистки выбирают, исходя из наличия органических загрязнений и экономической целесообразности. В любом случае разнообразие технологий позволяет подобрать оптимальный вариант. На одной и той же установке аминовой обработки газа можно варьировать степень очистки, получая голубое горючее с нужными для работы газовых котлов, плит, обогревателей характеристиками.
Использует
В частном случае промышленного синтеза аммиак, для паровой риформинг процесс углеводородов для производства газообразных водородОбработка амином является одним из обычно используемых процессов для удаления избытка диоксида углерода при окончательной очистке газообразного водорода.
в биогаз при производстве иногда необходимо удалить из биогаза двуокись углерода, чтобы сделать его сопоставимым с природным. Удаление иногда высокого содержания сероводорода необходимо для предотвращения коррозии металлических деталей после сжигания биогаза.
Улавливание и хранение углерода
Амины используются для удаления CO2 в различных областях, от добычи природного газа до пищевой промышленности и производства напитков, и существует уже более шестидесяти лет.
Существует несколько классификаций аминов, каждая из которых имеет разные характеристики, относящиеся к CO.2 захватывать. Например, моноэтаноламин (MEA) сильно реагирует с кислыми газами, такими как CO.2 и имеет быстрое время реакции и способность удалять высокий процент CO2, даже при низком уровне CO2 концентрации. Как правило, моноэтаноламин (МЭА) может улавливать от 85% до 90% CO.2 из дымовых газов угольной электростанции, который является одним из наиболее эффективных растворителей для улавливания CO2.
Проблемы улавливания углерода с использованием амина включают:
- Газ под низким давлением увеличивает трудность переноса CO.2 из газа в амин
- Содержание кислорода в газе может вызывать разложение амина и образование кислоты.
- CO2 разложение первичных (и вторичных) аминов
- Высокое потребление энергии
- Очень большие помещения
- Поиск подходящего места для удаленного СО2
Парциальное давление является движущей силой переноса CO2 в жидкую фазу. При низком давлении такой передачи трудно достичь без увеличения тепловой нагрузки ребойлера, что приведет к увеличению затрат.
Первичные и вторичные амины, например MEA и DEA, будут реагировать с CO.2 и образуют продукты разложения. О2 от входящего газа также вызовет деградацию. Разложившийся амин больше не может улавливать CO.2, что снижает общую эффективность улавливания углерода.
В настоящее время синтезируются и тестируются различные смеси аминов для достижения более желательного набора общих свойств для использования в CO.2 системы захвата. Одно из основных направлений деятельности — снижение энергии, необходимой для регенерации растворителя, что существенно влияет на стоимость процесса. Однако необходимо учитывать компромиссы. Например, энергия, необходимая для регенерации, обычно связана с движущими силами для достижения высокой улавливающей способности. Таким образом, уменьшение энергии регенерации может снизить движущую силу и тем самым увеличить количество растворителя и размер абсорбера, необходимые для захвата заданного количества CO.2, таким образом, увеличивая капитальные затраты.
Цель проведения очистки горючего ископаемого
Газ – самый популярный вид топлива. Он привлекает максимально доступной ценой и нанесением наименьшего урона экологической обстановке. К неоспоримым плюсам относится простота управления процессом сгорания и возможность обезопасить все этапы переработки горючего в ходе получения тепловой энергии.
Однако природное газообразное ископаемое добывают не в чистом виде, т.к. одновременно с извлечением газа из скважины откачивают попутные органические соединения. Самый распространенный из них – сероводород, содержание которого варьирует от десятых долей до десяти и более процентов в зависимости от месторождения.
Природный газ — самое распространенное топливо
Использование газа в приготовлении пищи
Применение газа в отоплении промпредприятий
Атмосферная горелка газового котла
Применение газа в производственных процессах
Производство технических газов
Применение газа в качестве сырья в химпромышленности
Транспортировка газа по газовой магистрали
Сероводород ядовит, опасен для окружающей среды, вреден для катализаторов, применяемых в газопереработке. Как мы уже отмечали, это органическое соединение чрезвычайно агрессивно по отношению к стальным трубам и металлической запорной арматуре.
Естественно, разъедая коррозией частную систему и магистральный газопровод, сероводород приводит к утечкам голубого топлива и связанным с этим фактом крайне негативным, рискованным ситуациям. Чтобы обезопасить потребителя, вредные для здоровья соединения удаляются из состава газообразного топлива еще до поставки его в магистраль.
По нормативам сероводородных соединений в транспортируемом по трубам газе не может быть больше 0,02 г/м³. Однако по факту их бывает значительно больше. Для того чтобы добиться регламентированного ГОСТом 5542-2014 значения, требуется очистка.
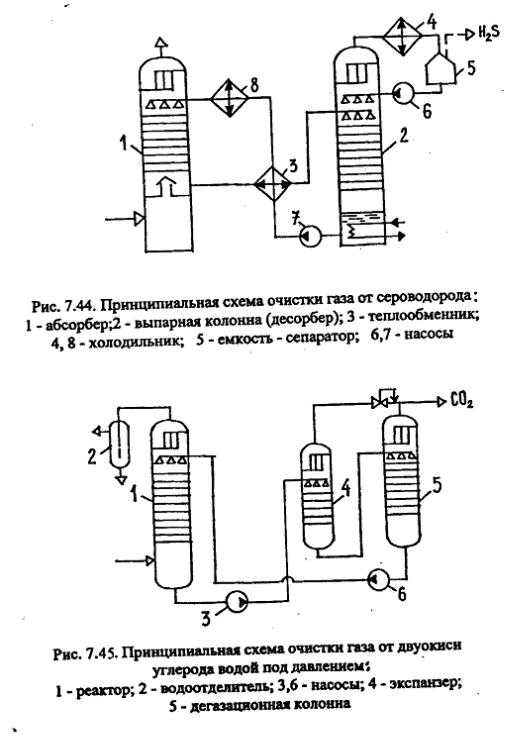
Нефть, Газ и Энергетика
Сероводород вместе с парами воды из верха реактиватора проходит холодильник, где температура понижается до 25—35° С в зависимости от температуры и количества подаваемой охлаждающей воды. Пары воды конденсируются, и конденсат возвращается на верх реактиватора, а концентрированный сероводород выходит из холодильника и направляется для сернокислотного производста или получения элементарной серы. Этаноламиновый раствор не корродирует сталь или железо, более того вследствие щёлочности раствора коррозийное действие сероводорода снижается и практически незначительно, так что вполне возможно для всех частей установки применять низкоуглеродистую сталь и чугун. Специальных сплавов не требуется. Процесс очистки газа по этому способу возможно совместить с осушкой газа; для этого необходимо в качестве реагента иметь смесь водного раствора диэтиленгликоля и этаноламина* Практически такие растворы применяются и содержат: 11 % моно-этаноламина, 72% диэтиленгликоля и 17% воды или 19% моноэтано-ламина, 76% диэтиленгликоля и 5% воды.

Такие комбинированные установки по очистке и осушке газа устанавливаются Главгазтоппромом при Совете Министров СССР для обработки газа, подаваемого из района Саратова в Москву, и газа,, подаваемого из Похвистнево в Куйбышев.
Установки работают полностью автоматически, режим регулируется контрольно-измерительными приборами. Степень очистки 99% и выше. Основными достоинствами этого способа очистки являются:
а) высокая степень очистки благодаря большой поглотительной способности раствора;
б) возможность селективного извлечения сероводорода и углекислоты;
в) лёгкая регенерируемость раствора;
г) небольшие потери реагента, вследствие небольшой упругости паров раствора;
д) компактность установки;
е) небольшой расход воды и электроэнергии.
Недостатком этого процесса является сравнительно большой расход пара.
В наших условиях внедрение этого способа пока задерживается отсутствием промышленного производства этаноламинов. В 1946 году заводы министерств химической промышленности и резиновой промышленности начнут производить этот реагент.
Тэйлокс-процесс
Впервые по этому процессу очищать газ стала фирма Коперс (США) в 1927 г. Процесс был запатентован, и применяемые реагенты точно не были известны. Однако, впоследствии (1932 г.) было установлено, что поглотительным раствором при этом процессе служит или мышья-ково-содовый или мышьяково-аммиачный растворы.
Основные химические реакции взаимодействия сероводорода с растворами следующие:
1. Na3AsOS3+H2S=-Na3AsS4+H2O •2.(NH4)sAsOS8+HaS=(NH4)8AsS4+HseO
Реакция регенерации раствора происходит при продувке его воздухом и протекает с выделением элементарной серы:
1. 2Na3AsS4+O2 = 2Na3AsOS3+2S 2. 2(NH4)3AsS4+O2 = 2(NH4)3AsOS3+2S.
Чем концентрированнее раствор, тем больше поглотительная способность его и тем меньше требуется раствора на 1 л*3 газа. Исследованиями установлено, что оптимальной концентрацией мышьяка (в виде As2O3) в растворе считается 8—10 г/л, и кальцинированной соды 13—15 г/л.
Тэйлокс-процесс может быть одно- или двухступенчатым. Двухступенчатая очистка позволяет довести степень очистки газа до 99%.
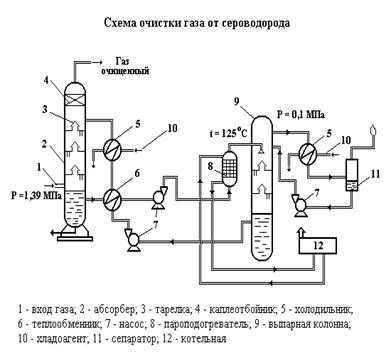
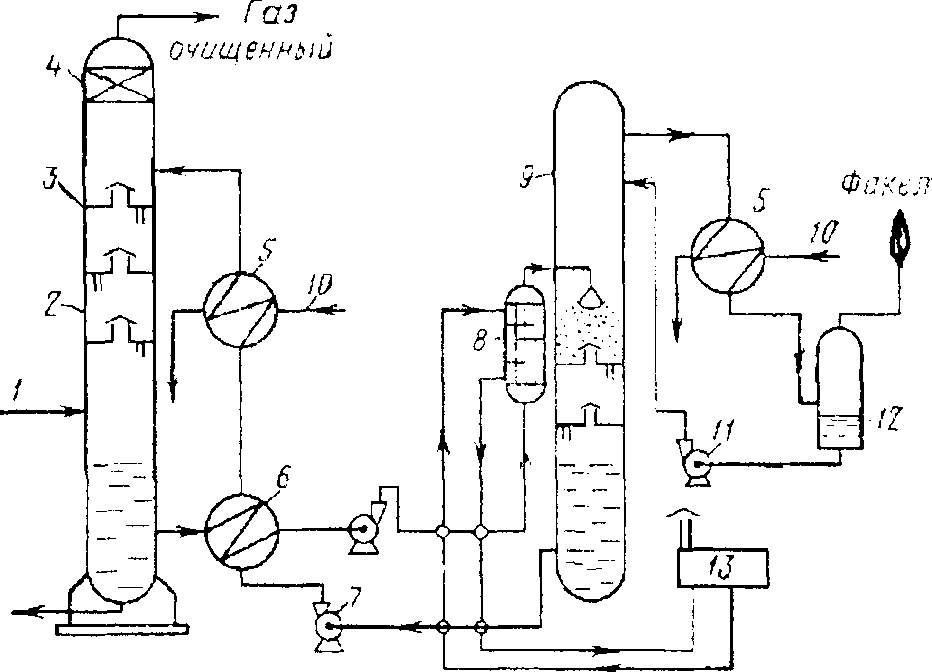
На фиг. 81 показан процесс газа по способу Тэйлокс. Сущность этого способа аналогична фенолятному процессу.
Газ, очищенный от капелек нефти, подаётся снизу абсорбера и, поднимаясь вверх, контактируется с поглотительным раствором, который и поглощает сероводород. Абсорберов два—один орошается
Хемосорбционная очистка газа
Основным преимуществом хемосорбционных процессов является высокая и надежная степень очистки газа от кислых компонентов при низкой абсорбции углеводородных компонентов сырьевого газа.
В качестве хемосорбентов применяют едкий натрий и калий, карбонаты щелочных металлов и наиболее широко — алканоламины.
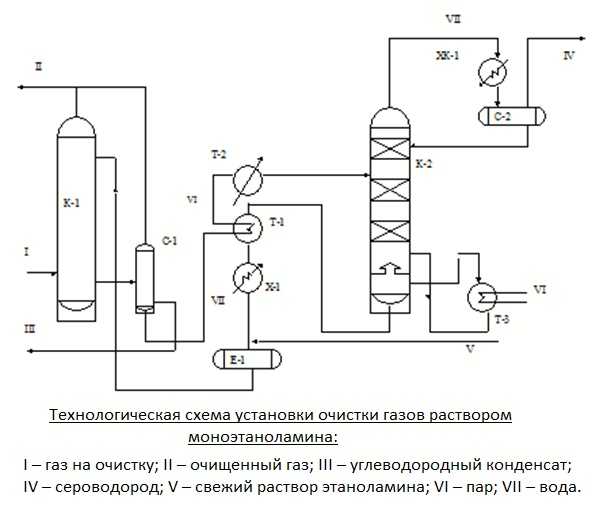
Очистка газа растворами алканоламинов
Аминовые процессы применяют в промышленности, начиная с 1930-го года, когда впервые была разработана и запатентована в США схема аминовой установки с фенилгидразином в качестве абсорбента.
Процесс был усовершенствован применением в качестве поглотителя водных растворов алканоламинов. Алканоламины, являясь слабыми основаниями, вступают в реакцию с кислыми газами H2S и СО2, за счет чего происходит очистка газа. Образующиеся соли при нагревании насыщенного раствора легко разлагаются.
Наиболее известными этаноламинами, используемыми в процессах очистки газа от H2S и СО2 являются: моноэтаноламин (МЭА), диэтаноламин (ДЭА), триэтаноламин (ТЭА), дигликольамин (ДГА), диизопропаноламин (ДИПА), метилдиэтаноламин (МДЭА).
До настоящего времени в промышленности на установках по очистке кислых газов в качестве абсорбента, в основном, применяется моноэтаноламин (МЭА), а также диэтаноламин (ДЭА). Однако в последние годы наблюдается тенденция по замене МЭА на более эффективный абсорбент — метилдиэтаноламин (МДЭА).
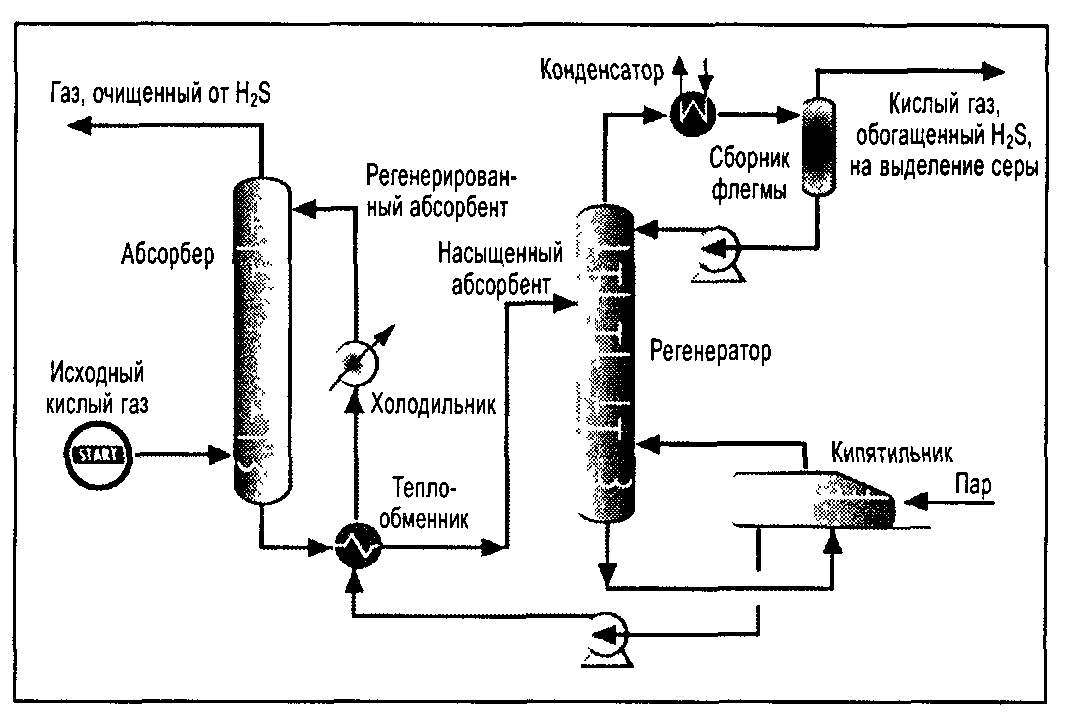
На риснке показана основная однопоточная схема абсорбционной очистки газа растворами этаноламинов. Поступающий на очистку газ проходит восходящим потоком через абсорбер навстречу потоку раствора. Насыщенный кислыми газами раствор с низа абсорбера подогревается в теплообменнике регенерированным раствором из десорбера и подается на верх десорбера.
После частичного охлаждения в теплообменнике регенерированный раствор дополнительно охлаждается водой или воздухом и подается на верх абсорбера.
Кислый газ из десорбера охлаждается для конденсации водяных паров. Конденсат в виде флегмы непрерывно возвращается обратно в систему для поддержания заданной концентрации раствора амина.
![]()
Щелочные (карбонатные) способы очистки газа
Применение растворов аминов для очистки газов с малым содержанием H2S (менее 0,5% об.) и высоким соотношением СО2 к H2S считается нерациональным, так как содержание H2S в газах регенерации составляет 3–5% об. Получение серы из таких газов на типовых установках практически невозможно, и их приходится сжигать на факелах, что приводит к загрязнению атмосферы.
Для очистки газов, содержащих незначительные количества H2S и CO2, в промышленности используют щелочные (карбонатные) способы очистки. Применение растворов щелочей (карбонатов) в качестве поглотителя повышает концентрацию H2S в газах регенерации и упрощает схемы установок по производству серы или серной кислоты.
Промышленный процесс щелочной очистки природного газа имеет следующие преимущества:
- тонкая очистка газа от основных серосодержащих соединений;
- высокая избирательность к сероводороду в присутствии диоксида углерода;
- высокая реакционноспособность и химическая стойкость поглотителя;
- доступность и дешевизна поглотителя;
- низкие эксплутационные затраты.
Применение щелочных способов очистки газа также целесообразно в промысловых условиях для очистки небольших количеств сырьевого газа и при небольшом содержании в газе H2S.
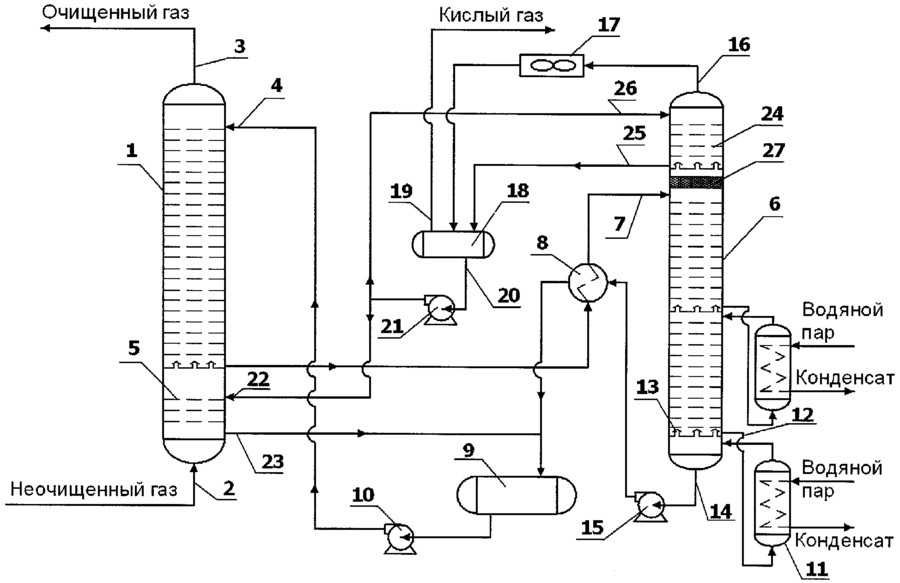
Технологическая схема
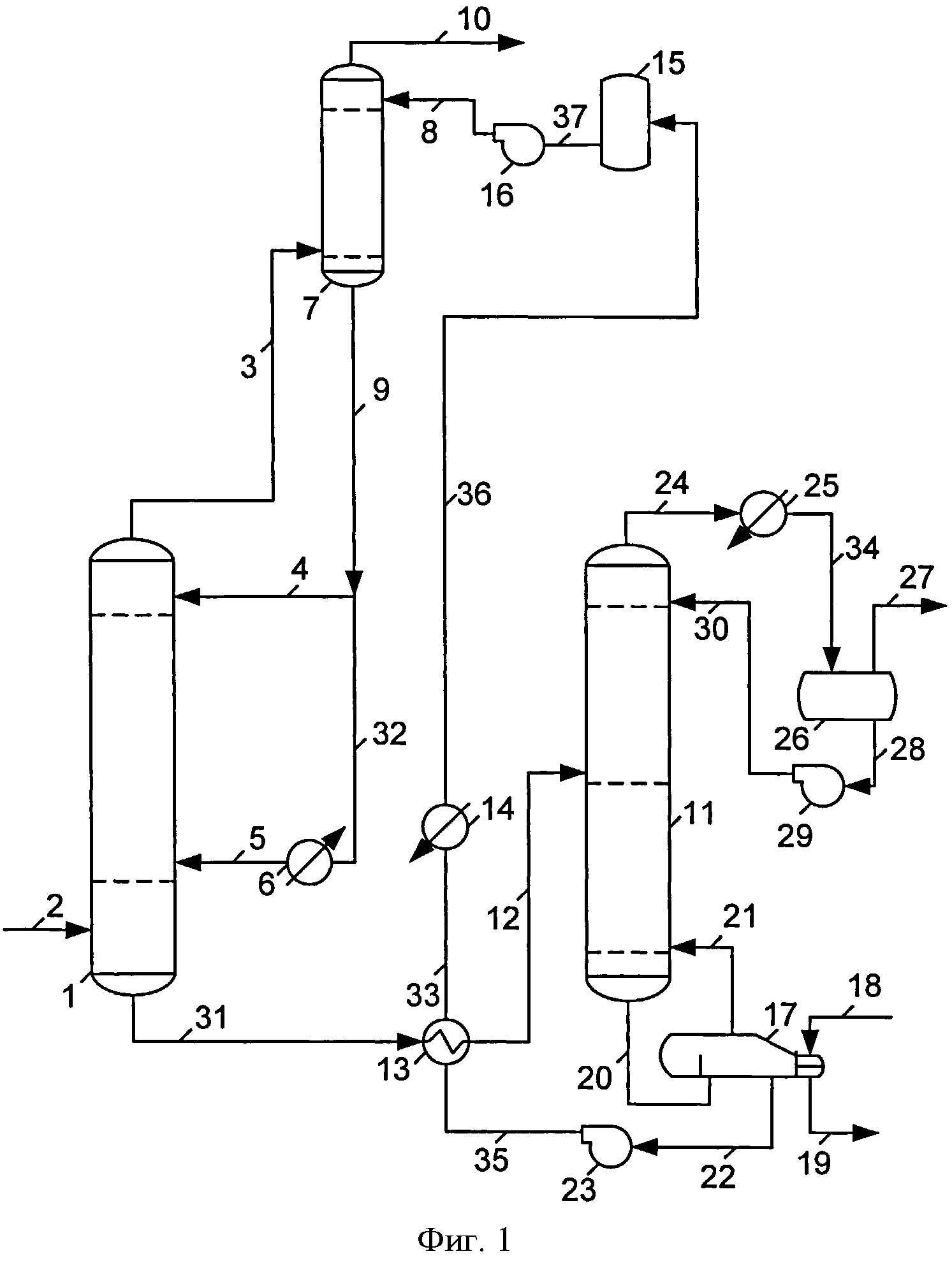
Рис. 3 Принципиальная схема установки аминовой очистки
Газ подается в нижнюю часть колонны-абсорбера (1). Поднимаясь вверх по колонне, газ контактирует с раствором амина. В качестве контактных устройств применяются либо клапанные тарелки, либо неструктурированная насадка. Выбор типа контактного устройства определяется для каждого конкретного случая в отдельности. Количество теоретических ступеней контакта для типичного абсорбера – 7. Пройдя контактную часть абсорбера, газ поступает в секцию каплеуловителя. Назначение данной секции – максимально возможное снижение величины уноса раствора амина с потоком очищенного сырья. Далее, очищенный газ отводится за пределы установки. Колонна-абсорбер стандартно оборудована датчиками температуры для отслеживания изменения температуры по высоте аппарата.
Раствор амина по сигналу автоматического контроллера уровня отводится из нижней части колонны посредством автоматического клапана. При снижении давления из раствора амина выделяются фракции легкокипящих углеводородов. Разделение образовавшейся смеси происходит в сепараторе (2). Выделившийся в процессе сепарации газ отводится из верхней части аппарата в факельную систему сжигания «кислых» газов или в блок термической деструкции.
После сепарации раствор амина проходит механическую очистку в последовательно расположенных мешотчатом (3) и угольном (4) фильтрах.
Далее, очищенный от механических примесей раствор насыщенного амина поступает в теплообменник (5), где происходит нагрев за счет теплообмена с потоком регенерированного амина из ребойлера (7).
Из теплообменника (5) раствор амина подается в колонну-десорбер (6). Подвод тепла, необходимого для процесса регенерации, происходит в ребойлере (7). Источником тепла может быть как прямой подогреватель (газовая горелка, термоэлектрический нагреватель), так и косвенный (пар или горячее масло). АВО рефлюкса (8) обеспечивает частичную конденсацию паров из колонны-десорбера, формируя тем самым поток рефлюкса.
Регенерированный амин отводится из переливной секции ребойлера (7) и подается в теплообменник (5) для нагрева потока насыщенного амина, после чего подпорным насосом подается в секцию АВО амина (12).
Охлажденный регенерированный амин подается в колонну-абсорбер нагнетательным насосом (13).
Это интересно: Манометры для измерения давления газа: обзор видов измерителей, их устройство и принцип действия



